矿用减速器锥齿轮开裂原因分析
2022-06-21袁岳东王力晓陈启东刘鑫沈益晨
袁岳东,王力晓,陈启东,刘鑫,沈益晨
1.常熟天地煤机装备有限公司 江苏常熟 215500
2.苏州大学机电工程学院 江苏苏州 215000
3.常熟理工学院机械工程学院 江苏常熟 215500
1 序言
18CrNiMo7-6属于低碳低合金渗碳钢,主要应用于制造风电变速箱齿轮、重载火车的电力机车、大模数齿轮、重载齿轮等零部件[1,2],在生产与使用过程中齿轮轴容易发生开裂现象。张泽春[3]研究了18CrNiMo7-6钢齿轮轴原材料在冶炼过程中,保护渣混入钢液;材料中脆性夹杂物破坏了材料的连续性,形成缺口和应力集中,在残余应力的作用下,齿轮轴发生延迟开裂。周吉生[4]研究了减速机齿轮开裂的具体原因是由于齿轮的有效硬化层深度超过了技术要求,导致心部受到较大的拉应力。其裂纹源位于断口心部,并且有较多的 O、Al、Ca、Na 等元素组成的非金属夹杂物,这些夹杂物硬度较高,容易割裂材料的基体,受到外力时容易产生应力集中形成裂纹源。本文从宏观形貌、成分、性能等方面进行研究分析,并根据分析总结,提出解决方案。
2 锥齿轮失效背景
齿轮加工流程:下料→精加工→磨制→渗碳淬火→清洗→回火。后发现齿轮表面呈大弧形外周弧裂,齿轮样品裂纹整体 1/3 位于齿轮靠上凸面平面,约 2/3 位于外弧面,且由表象看沿外弧周面相邻约100°分别有两处断开,整体纹路刚直,呈淬火应力裂纹特点。裂纹截面开裂深度均自距表面17mm和距表面45mm向内裂了30mm左右,即应力造成开裂前,在成品齿轮外型中其聚集程度是均匀的,释放为瞬间完成。开裂齿轮宏观形貌如图1所示。

图1 开裂齿轮宏观形貌
3 原因分析
3.1 样品选取
因不得触及裂纹源,且硬度测试在60HRC左右,普通锯切方式无法获取试样,故取样选定线切割取自裂纹尾部的结合部(见图2),不伤及裂纹根源检测。
3.2 化学成分检测
齿轮的材料为18CrNiMo7-6钢,将所取的样品经斯派克SPECTRMAXx火花直读光谱仪对主要元素进行检验,样品实测分析与冶炼记录成分见表1。从表1可看出,齿轮化学成分符合GB/T 3077—2015《合金结构钢》的规定要求。

表1 开裂齿轮化学成分(质量分数) (%)
3.3 残余气体与硬度检测
(1)残余气体检测 采用Hon-2000气体分析仪对锻件气体含量进行检测,检测样品的分析数据与出厂前数据结果对比见表2。从表2可看出,气体含量检测最终数据显示误差不大,符合气体检测要求。

表2 锻件气体含量 (×10-6)
(2)硬度检测 硬度检测样品如图3所示,试样依据GB/T 230.1—2009《金属材料洛氏硬度试验第1部分:试验方法》制样,齿轮硬度检测结果见表3,符合设计硬度要求。

图3 硬度检测样品

表3 齿轮硬度检测 (HRC)
3.4 磁粉检测
采用C D X—I I I型多用磁粉检测仪,按J B/T 5000.15—2007《重型机械通用技术条件 第15部分:锻钢件无损检测》规定,对齿轮表面进行磁粉检测,经360°检测,近表面及表面未发现相关磁痕,无发纹、白点、锻造裂纹存在。
3.5 金相组织
采用1 0 0×光学显微镜观察,依据G B/T 10561—2005《钢中非金属夹杂物含量的测定标准评级图显微检验法》进行非金属夹杂物评定(见图4)。夹杂物状态如图4a、b所示。同时试样采用100×光学显微镜观察显微组织。图4c所示为裂纹附近正常基体组织,图4d所示为失效部位裂纹区域腐蚀实测组织,视场内无网状或异常碳化物聚集现象。

图4 夹杂物评定
3.6 现场检测
基体部分夹杂物,检测范围为全视场,夹杂物情况A类0.5级、B类0.5级、C类0.5级、D类0.5级、Ds类无;检测随炉样件及失效零件未裂纹基体位置残留奥氏体组织如图5所示,失效件表面残留奥氏体6级,随炉样品表面残留奥氏体6级,均有较严重的堆积现象。
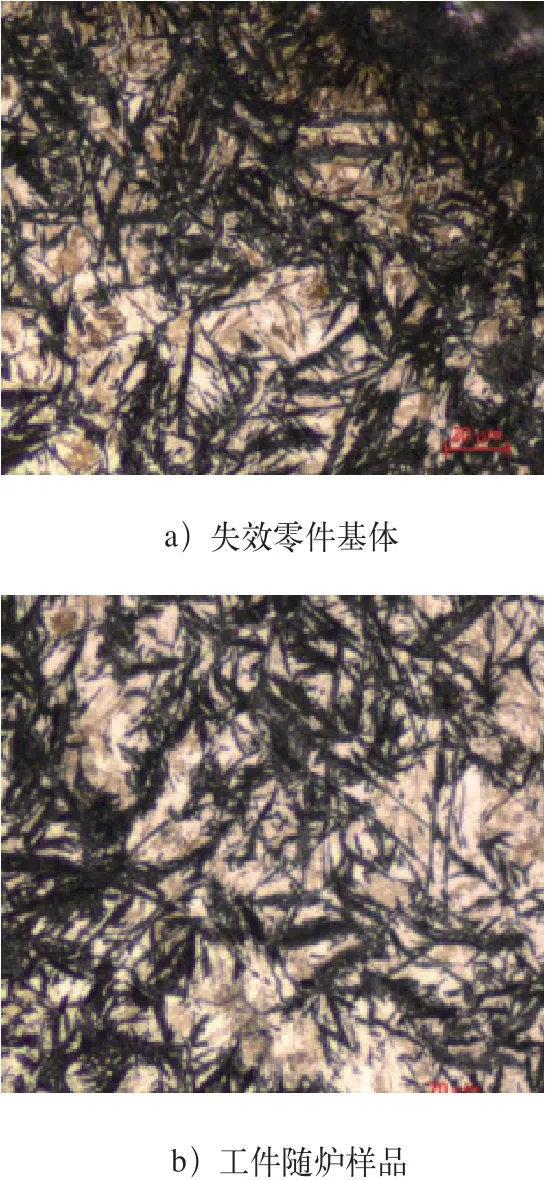
图5 失效件与随炉件的金相组织
原始记录显示,1 8 C r N i M o 7-6 钢工件与20CrMnTi钢工件混装,以20CrMnTi钢工艺为主,该工艺执行细节要求:渗碳保温温度925℃,渗碳淬火后需炉冷沥油10min,后经转炉冲洗,65℃温水冲洗45min;转炉回火按工艺设定速率升温至170℃充分回火。但记录显示沥油时长为4553s,由复验情况和原始记录可知,该失效零件的成分复验与熔炼炉号成分吻合,有益元素均在中上限;同时实测均发现渗碳工件表层及随炉样品产生并聚集了一定量的残留奥氏体;又按原始记录测算,回火的回炉时间将超过2h才开始回火。
4 结论及建议
根据宏观分析、化学分析、裂纹形貌分析与金相组织分析,可得出以下结论。
1)未触及裂纹源的前提下,失效齿轮化学成分有益元素控制合格;残余气体含量控制良好;宏观磁粉检测,未发现齿轮材料浅表层裂纹存在;微观观察无夹杂物存在,裂纹两侧无脱碳现象。由此可见,原材料不存在致裂缺陷。
2)未触及裂纹源的前提下,两处裂纹附近显微组织较均匀,硬度经表面及内部截面检测基本符合生产工艺要求。
3)原始记录显示信息与实测残留奥氏体情况相吻合,残留奥氏体超标严重,易造成齿轮强度降低、尺寸超差或局部微裂纹现象。
因此,在裂纹多点局部检测基础上,可推断原材料无致裂缺陷。残留奥氏体因组织不稳定,在回火和放置过程中继续转变,过多的残留奥氏体直接影响齿轮表面压应力分布,同时生产加工过程中,存在操作误区,操作不当导致产生裂纹源点,超过材料自身强度,出炉后在应力源点位置迅速释放,环表面组织应力集中区域致瞬间开裂。
最终建议:齿轮在渗碳直接淬火后,增加冰冷处理来减少残留奥氏体;规范配炉生产,尽可能将同材质牌号、合金系数相近的渗碳齿轮同炉;齿轮断裂原因有人为因素存在,因此要纠正人为操作,指导相关人员正确生产,符合工艺流程。
