304LN奥氏体不锈钢焊接件的去应力退火工艺研究
2022-06-21李多周荣田杨晓峰江水赵宽陶则旭
李多,周荣田,杨晓峰,江水,赵宽,陶则旭
1.中国空气动力研究与发展中心高速所 四川绵阳 621000
2.武汉重型机床集团有限公司 湖北武汉 430000
1 序言
某全不锈钢结构特种非标承压设备采用304LN奥氏体不锈钢(以下简称304LN)材料焊接而成,对于焊接件通常采用去应力退火工艺来消除焊接残余应力。NB/T 47015—2011《压力容器焊接规程》中没有关于奥氏体不锈钢具体的去应力退火规范,且该设备工作环境及使用要求的特殊性,对零件的结构精度、尺寸稳定性要求较高,因此必须进行焊后去应力退火。为此,需要对304LN焊接件的去应力退火工艺进行研究,为后续去应力退火工作提供理论支撑。
2 前期调研
在焊接加热和冷却过程中,焊接接头区域因不能自由收缩而产生热应力,同时接头处有金相组织转变,因此焊接残余应力既有相变应力也有热应力。焊后热处理消除残余应力方法可分为加热和保温两个过程,在加热过程中焊接残余应力随材料屈服强度的降低而降低,达到焊后热处理温度后,残余应力被削减到材料在此温度的屈服强度以下;在保温过程中由于高温松弛残余应力得到充分释放,所以随温度的升高材料的屈服强度降低[1]。有研究表明,焊后消除残余应力主要因素是加热温度[2-8],如果降低温度,即使延长保温时间,也达不到充分消除残余应力的效果。
前期对304LN焊接件去应力处理进行了500~750℃的退火工艺(按50℃进档)研究,比较了焊态与各档热处理状态下焊缝金属的微观金相组织及冲击性能。研究结果显示:焊接接头在650℃退火后,试样的冲击性能降低,晶界附近开始出现少量析出物;当退火温度高于650℃时,晶界附近析出物逐渐增多。因此,本文将304LN焊接件焊后去应力退火温度限制在600℃以下。
3 研究目的
通过开展304LN焊接接头去应力退火试验,要达到以下研究目的。
1)掌握304LN焊接接头在不同焊后去应力退火温度下,残余应力变化规律。
2)掌握304LN焊接接头在不同焊后去应力退火温度下,抗拉强度变化规律。
3)掌握304LN焊接接头在不同焊后去应力退火温度下,硬度变化规律。
4)确定304LN焊接接头去应力退火工艺曲线。
4 304LN接头去应力退火试验方案
4.1 去应力退火工艺确定
(1)去应力退火温度拟定 根据前期的调研将热处理温度设定为550~600℃(每10℃为一个温度梯度)。
(2)热处理时间-温度曲线 根据前期调研确定焊接接头热处理工艺。①以350℃/h的升温速度从室温升高到400℃(样品在360℃入炉)。②随后以120℃/h的升温速度达到目标温度,在该温度下保温1h。③随炉冷却至400℃,然后在静止的空气中冷却。
4.2 试验对象
因该设备中大部分零件焊缝厚度约为4 0 m m,故试验件选取材料为3 0 4 L N、规格为400m m×200m m×40m m的钢板20件,两两对接并按照相关焊接工艺规程焊成1 0 块规格为400mm×400mm×40mm的试件(见图1),选取其中6件进行分析。

图1 焊接试件
4.3 试验设备及性能检测方法
(1)热处理设备 采用武汉亚华电炉厂SK2-10-128型热处理炉,如图2所示,性能参数见表1。

表1 热处理炉性能参数

图2 热处理炉
(2)应力检测方法 从6件试件中各取1个100mm×80mm×40mm的试样,取样位置如图3所示。通过X射线衍射法测量试样焊缝、热影响区及母材的残余应力,参考GB/T 7704—2017《无损检测 X射线应力测定方法》,每个区域测试3个点,取其平均值作为残余应力的数值。分别测出6个试样550℃、560℃、570℃、580℃、590℃、600℃热处理前后的残余应力,其测试点分布如图4所示。采用MG30P 应力测试系统,如图5所示。

图3 应力测试取样位置
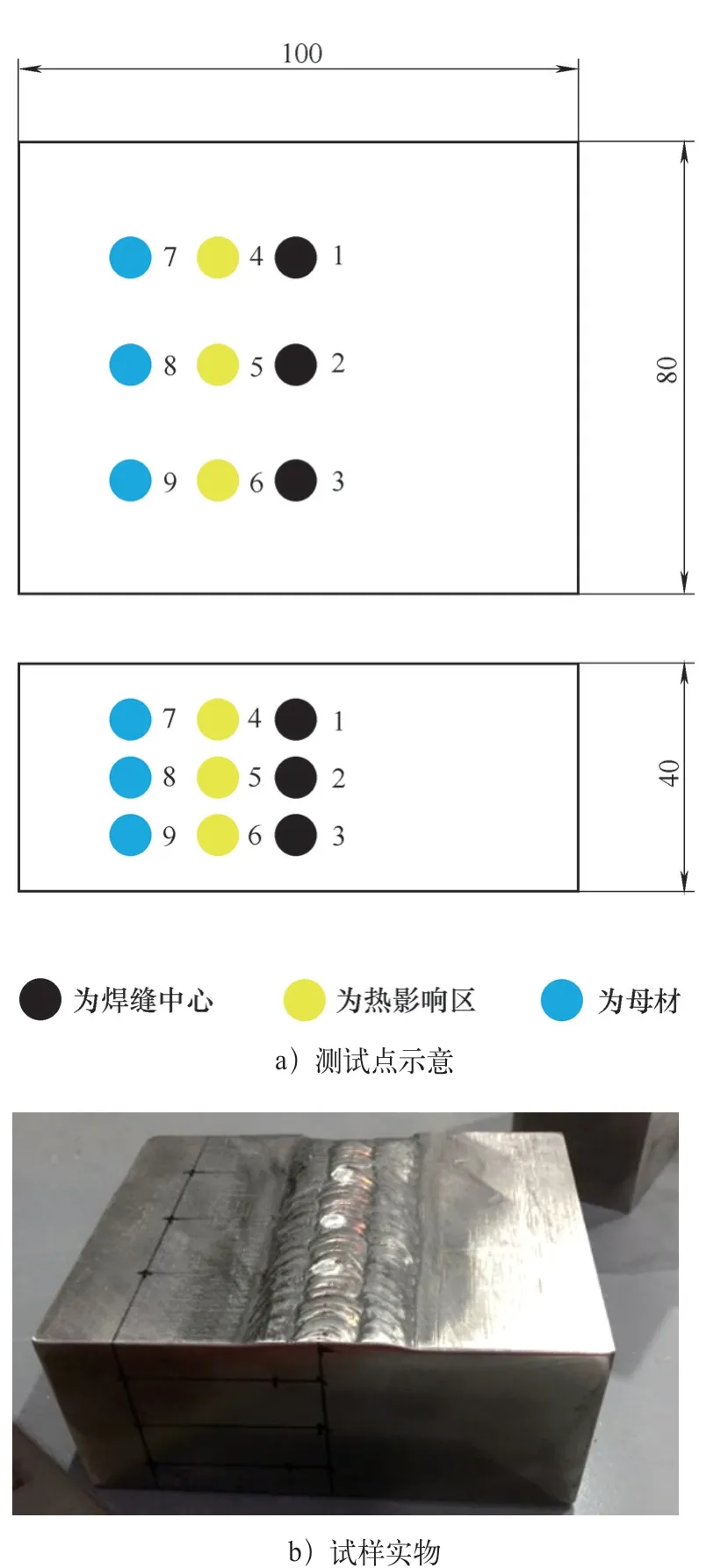
图4 应力测试点分布
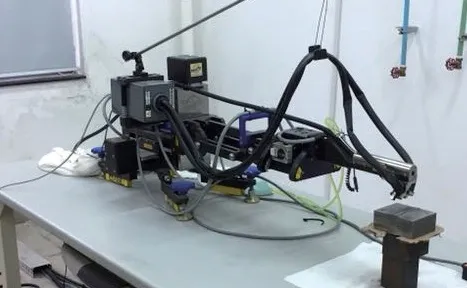
图5 MG30P应力测试系统
(3)焊接接头拉伸性能检测 拉伸试样取样位置如图6所示,根据GB/T 2651—2008《焊接接头拉伸试验方法》确定拉伸试样尺寸(见图7)。分别对未进行热处理以及经550℃、560℃、570℃、580℃、590℃、600℃热处理后的焊接接头进行拉伸试验,试验采用M-4100微机控制电子万能试验机(见图8)。
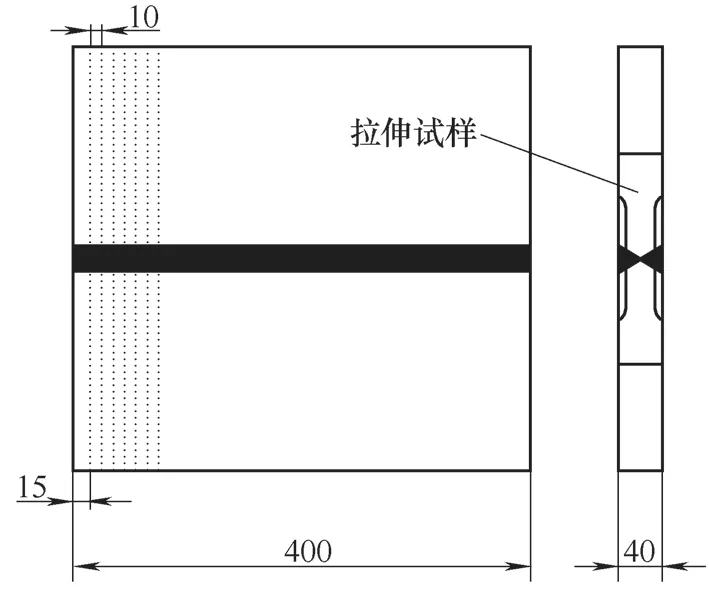
图6 拉伸试样取样位置
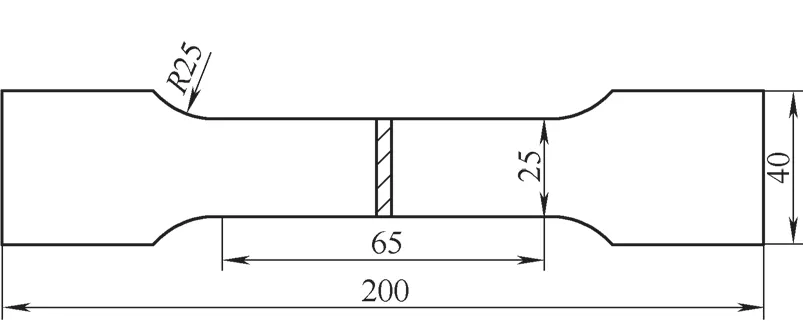
图7 拉伸试样

图8 M-4100微机控制电子万能试验机
(4)硬度检测 考虑到焊缝尺寸较大,且焊缝两侧的硬度呈对称分布,因此只取焊缝一侧做硬度测试,硬度试样取样位置如图9所示,试样尺寸如图10所示。对未进行热处理的焊接接头及经550℃、560℃、570℃、580℃、590℃、600℃热处理后焊接接头共计7组试验,每组试验取1个样品,每隔2mm测量一个点,载荷为1kg(9.8N),保压时间为12s,设备型号为DHV-1000。

图9 硬度试样取样位置
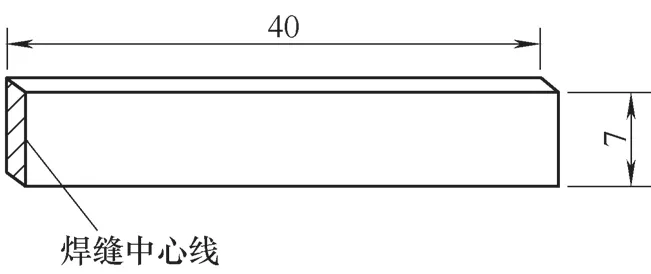
图10 硬度试样尺寸
5 试验结果及分析
5.1 不同热处理温度对焊接接头残余应力的影响
对经过不同温度热处理的试样,测量其表面焊缝区、热影响区、母材区的残余应力,每个区域取3个点,取其平均值;以与焊缝表面垂直的面为截面,测量截面焊缝区、热影响区、母材区的残余应力,每个区域取3个点,分析时取其平均值。热处理前后应力值及其消减程度如图11~图17所示。由于焊缝表面凹凸不平,应力测试结果误差波动范围较大,没有参考价值,因此未采用焊缝表面应力值。

图17 截面焊缝区、热影响区、母材区热处理前后应力消减程度
表面热影响区中,不同退火温度试样的初始应力状态存在拉应力和压应力,其中550℃、560℃、570℃、580℃试样的初始状态为拉应力,590℃、600℃试样为压应力。从图11中可看出,在570℃时拉应力消减程度最大,能达到92.04%;当初始焊接应力状态为拉应力时,随着温度的升高,拉应力消减程度不断增大;当初始焊接应力状态为压应力时,随着温度的升高,压应力削减程度增大,但是相对拉应力的削减程度,压应力的削减程度较小。主要是因为570℃时应力消减程度已经达到了92.04%,消减了绝大部分的拉应力。

图11 表面热影响区热处理前后应力状态

图14 截面焊缝区热处理前后应力状态

图15 截面热影响区热处理前后应力状态
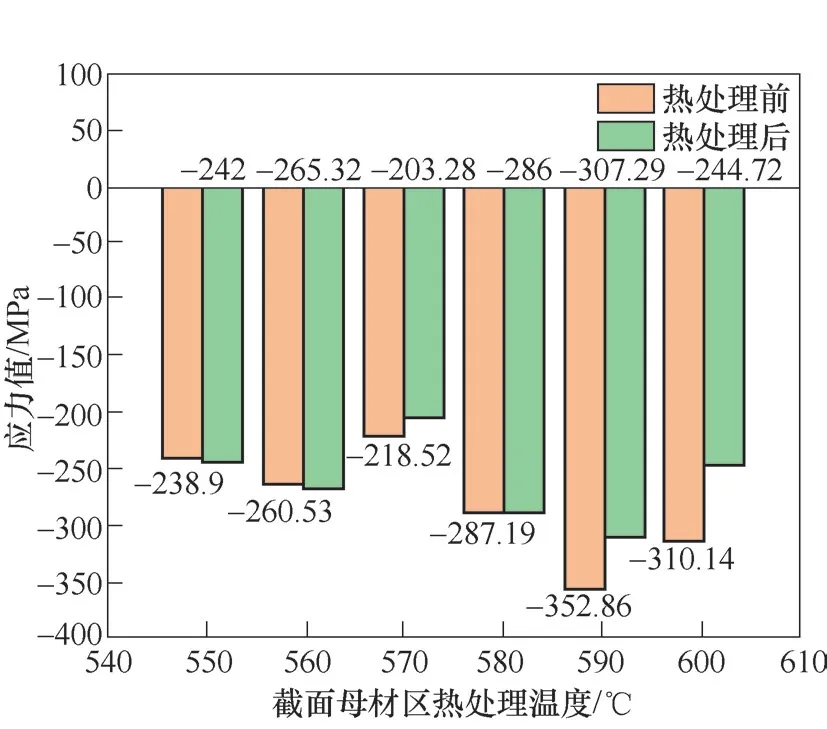
图16 截面母材区热处理前后应力状态
如图12所示,表面母材区为试样原始轧制后的表面,其初始应力状态为压应力,经不同温度退火处理后,在一定的误差范围内,压应力较退火处理前有所升高,且随着温度的升高,压应力升高程度呈现出不断减小的趋势。从母材应力值来看(见图13),有部分应力值在退火处理后超过300MPa,根据表面分布着13~300MPa 不等的残余压应力有利于提高产品疲劳寿命理论[3],应对轧制态表面进行磨削处理,防止退火后应力值升高超过安全范围。
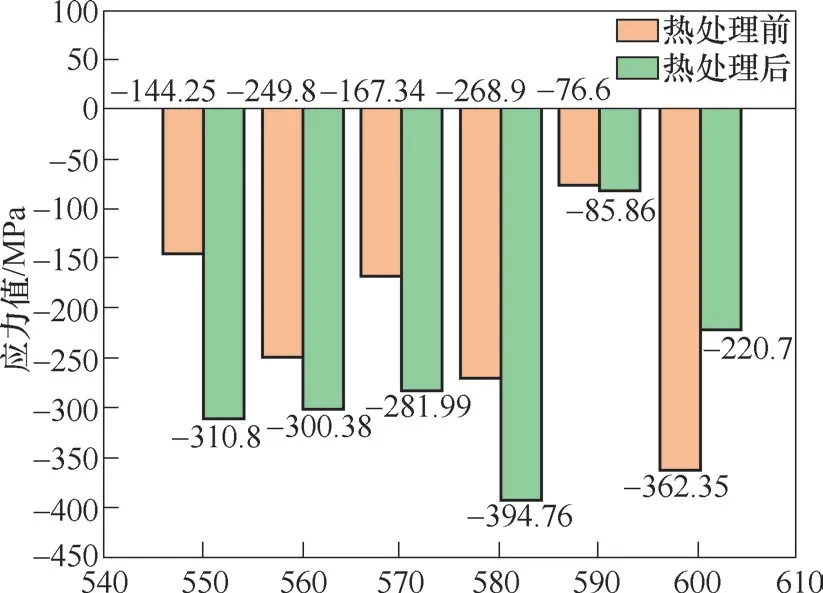
图12 表面焊缝母材区热处理前后应力状态
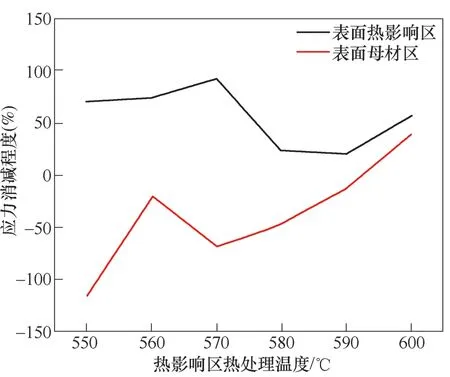
图13 表面热影响区、母材区热处理前后应力削减程度
因为截面的加工方式为线切割加工后采用磨床进行磨削加工,所以试样截面引入了磨削加工产生的残余压应力。由图17可知,在一定的误差范围内,退火处理对磨削加工产生的压应力均能起到削减的作用,但削减程度较小,整体削减程度在40%以内。其中,截面焊缝区的压应力削减程度,随着温度的升高变化趋势不明显;560℃和570℃热处理后截面热影响区的压应力削减程度明显高于截面整体削减程度,分别达到66.85%、95.34%;温度对截面母材区的压应力的影响不太明显,压应力的增加和削减在较小的范围内波动,随着退火温度的增加,截面母材区压应力削减程度呈现增大趋势。
另外,经不同温度退火处理后,截面三个区域的压应力值基本都处在13~300MPa之间。有研究表明,表面分布着13~300MPa不等的残余压应力,其作用不仅可抵消循环载荷中的部分应力,还可将受力最大的位置从表面转移到次表面,显著提高疲劳寿命[3]。因此,综合考虑退火处理后应力值和应力削减程度,较优化的热处理温度为570℃。
5.2 不同热处理温度对焊接接头拉伸性能的影响
分别对未进行热处理焊接接头、5 5 0 ℃、560℃、570℃、580℃、590℃、600℃热处理后焊接接头进行拉伸试验,拉伸试样如图18所示,拉伸试验数据见表2。

表2 拉伸试验数据

图18 试样拉伸前及试样拉伸后
不同处理状态样品的强塑积未呈现出明显的规律,但都在小范围内波动。其中,抗拉强度为595~615MPa,并且峰值抗拉强度出现在560℃退火处理后的样品中,达到614.124MPa;伸长率为42%~52%,未处理状态的样品伸长率最高,为51.023%,其次为600℃退火处理后的伸长率51.01%,560℃处理后的焊接接头伸长率为49.45%;另外,强塑积为工程中用于评价工件强度和塑性综合性能的指标,指标越高,强度和塑性综合性能越好,未处理状态、560℃退火处理后、600℃退火处理后的强塑积均超过了30000MPa·%,均具有较好的强度和塑性综合性能。
5.3 不同热处理温度对焊接接头硬度的影响
对未进行热处理的焊接接头及经5 5 0 ℃、560℃、570℃、580℃、590℃、600℃热处理后焊接接头共计7组试件,每个试件取1个样品,每隔2mm打一个点测试硬度,硬度分布如图19所示。

图19 不同处理状态样品的硬度分布
从图19可看出,硬度在焊缝区、热影响区、母材区整体呈现出不断降低的趋势,且焊缝区和母材区的硬度差约为30HV,未处理态硬度波动较大,经过退火后硬度下降变得均匀一些。
6 结束语
1)热处理对残余拉应力有较强的消减能力,随着温度的增加,拉应力消减程度增加,550~570℃已经消减了绝大部分拉应力;热处理对压应力的消减能力较低。
2)拉伸断裂区域均在母材区,表明焊接接头的强度高于母材。抗拉强度均为595~615MPa,伸长率为42%~52%。当退火温度为560℃时,其强度达到了614MPa,伸长率为49.45%,保持了较高的强塑积与较好的力学性能。
3)在不考虑材料力学性能的情况下,综合考虑退火处理后应力值和应力削减程度,当退火温度为570℃时,去应力效果最佳。