数控液压折弯机工进无压力故障处理
2022-06-20刘泽强孙守泽
刘泽强,孙守泽
中车株洲电力机车有限公司 湖南株洲 421000
1 序言
数控液压折弯机主要用于工件的折弯加工,由机架、滑块、工作台、液压缸、液压比例伺服系统、位置检测系统、数控系统和电气系统组装而成。该折弯机在空载速度、工作速度和回程速度工况下,始终能保持滑块的位置同步(与工作台平行),并能在行程终点处实现高精度的定位。因此广泛用于汽车、造船、集装箱、工程机械、建筑机构、金属结构、灯杆及电力杆等行业的构件折弯加工。
2 故障描述
数控液压折弯机(见图1)运行时,滑块在数控系统和液压伺服系统的控制下,完成一次行程需要经过以下6个阶段:快速下行、减速下行、压料并保压、卸压、快速上行以及停止在上死点。本文为分析方便,将6个阶段合为3个阶段,即快进、工进及快速回程(快退)。

图1 数控液压折弯机
该折弯机在工作中出现的故障现象是:滑块可快速下行,但在压料时压力明显不足,无法完成折弯作业。
3 液压系统概述
系统液压原理如图2所示,电磁阀动作顺序见表1。

图2 系统液压原理
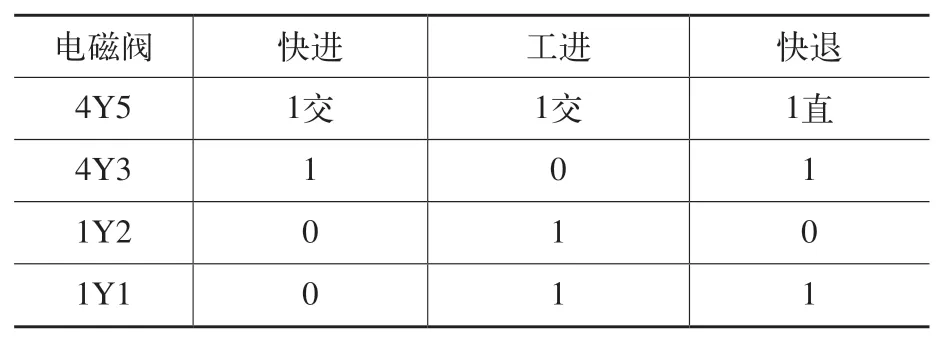
表1 电磁阀动作顺序
(1)滑块快速下行(快进) 4Y5(交叉)、4Y3得电,液压缸下腔的油液很快经插装阀1、比例伺服阀回到油箱,同时失去支撑滑块所需要的油压。滑块的自重带动活塞快速下降,液压缸上腔瞬间形成负压,“吸开”充液阀,大量油液由油箱经充液阀进入液压缸上腔,滑块快速向下运行[1]。
(2)工进加压 当滑块下行至转换点后,4Y3失电,插装阀关闭,液压缸下腔的油经溢流阀产生压力,使滑块不能自由下落。此时1Y1得电,使比例溢流阀建立系统压力,1Y2得电,充液阀关闭,油液经比例伺服阀进入液压缸上腔,迫使滑块向下运动,完成压料动作。
(3)滑块快速回程(快退) 4Y3得电,插装阀1开启,4Y5得电(直通),此时油泵输出的油经比例伺服阀、插装阀1进入液压缸下腔,且1Y1保持得电,比例溢流阀继续建立压力。同时,1Y2失电,充液阀在控制油路压力作用下开启,液压缸上腔的油液经充液阀(大量)快速回到油箱,滑块完成快速回程动作。
4 故障分析与排查
根据故障现象,分析液压系统原理图可知,折弯机工进无压力,推测故障原因如下。
1)压力控制阀组中比例溢流阀的1Y1电磁铁未得电,此时比例溢流阀为普通溢流阀,系统不能建立起足够的压力。
2)压力控制阀组中插装阀2的锥孔磨损或密封失效等,阀口未关闭,导致系统建压时,油液经过该插装阀口,直接回到油箱,系统无压力。
3)充液阀阀口不能正常关闭、阀芯损坏或密封失效[2],液压缸上腔经充液阀内腔与油箱互通,折弯机工进时,油液从液压缸上腔经充液阀直接回到油箱,导致压力不足。
根据从简到难逐一排除法,故障点排除过程如下。
1)检查压力控制阀组中的比例溢流阀是否正常得电。折弯机工进状态下检查该比例溢流阀,触头1Y1灯亮,且比例溢流阀正常动作,排除比例溢流阀故障。
2)检查压力控制阀组的插装阀2。拆卸插装阀2,检查锥孔磨损情况,并清洗阀芯后重新安装,折弯机工进仍压力不足,可暂时排除插装阀故障。
3)检查充液阀控制油路电磁换向阀。折弯机工进时,该电磁换向阀处于关闭状态,指令充液阀关闭,电磁换向阀无异常。
4)检查充液阀。拆卸充液阀,发现充液阀阀端部锁紧螺栓松动脱落,先导阀芯损坏(见图3),导致先导阀口处于常开状态,充液阀无法紧闭,至此发现故障原因。

图3 先导阀芯损坏情况
5 故障处理
5.1 充液阀工作原理
充液阀(见图4、图5)常用于液压缸与油箱之间的吸排油,通流性大,排量为800L/min,其工作原理如下。
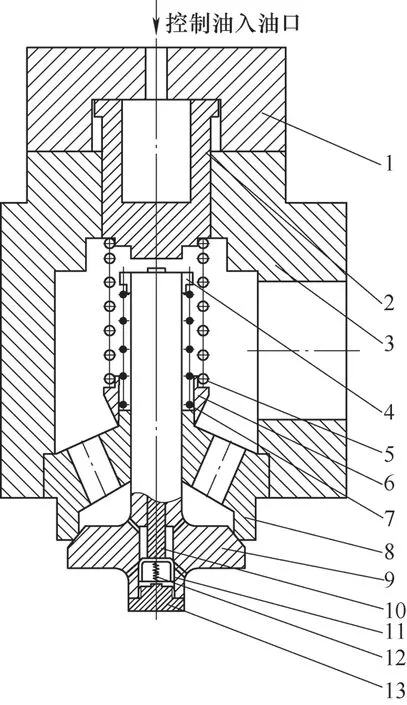
图4 充液阀结构示意

图5 冲液阀实物
(1)滑块快速下行状态 滑块的自重带动活塞快速下行时,液压缸上腔容积变化率大于油泵流量,液压缸上腔产生负压,克服弹簧2的弹簧力,主阀芯下移,充液阀主阀芯直接被吸开,油箱油液经充液阀进入液压缸上腔。
(2)滑块快速上行状态 控制油路压力作用在滑体上,并克服弹簧3的弹簧力,使滑体顶开顶杆,先导阀芯下移,先导阀口开启,液压缸上腔油液经先导阀口进入充液阀内腔与油箱连通,液压缸上腔压力降低,滑体进一步作用在主阀芯上,克服弹簧2的弹簧力,顶开主阀芯阀口,大量油液从液压缸上腔经充液阀流回油箱[3]。
因充液阀的端部锁紧螺栓1松动脱落,先导阀芯也随之掉落,在液压缸活塞上下快速移动的过程中,被活塞与缸体挤坏,导致先导阀口处于常开状态。滑块工进压料时,油液经液压泵进入液压缸上腔,建立压力,但因先导阀口开启,油液经先导阀口流回油箱,所以造成一定程度的卸荷,导致折弯机压料时压力不足(即无压力)。
5.2 故障处理过程
(1)定制采购充液阀 因先导阀采用活塞环密封,与阀体配合精度要求高,机械加工工艺要求较高,且无图样,无法准确测量其尺寸,自行制作难度大,以致无法修复,且该设备为国外进口设备,后又经国内大修厂家进行改造,故只能向大修厂家定制采购充液阀。充液阀到货后发现,充液阀阀体与折弯机安装接口不匹配。为尽快恢复设备,决定采用将新购充液阀主阀芯安装在旧充液阀阀体的方式进行修复。但新购阀芯与旧充液阀阀体并非完全匹配,安装完成后,在滑块回程时充液阀无法正常打开。折弯机在工作时出现的新问题为:可快速下行并加压,但无法快速回程。
(2)确定改造方案 再次拆卸并解体充液阀,经测量发现新、旧阀体主阀芯的轴径尺寸完全吻合,可确认组装充液阀的密封性能良好,但滑体在行程最大位置处仍无法接触到顶杆,导致先导阀口无法开启。
解决方案为加长先导阀杆或者加长滑体,使滑体在行程范围内可以推动先导阀顶杆、顶开主阀芯。因滑体与充液阀体之间存在配合关系,故滑体表面需做精磨处理,保证表面粗糙度,工艺要求较高。相比之下,加长先导阀顶杆较为简单、可靠。
(3)先导阀顶杆尺寸测量 顶杆尺寸确定原则:因滑块上方左右两个充液阀的控制油路压力相同,弹簧的弹性系数一致,故顶杆改造完成后,需保证滑体在初始位置(即控制油路无压力,滑体端面与充液阀端盖相接触)时,两充液阀滑体底部与顶杆之间的间隙相同,即滑体的动作准备距离相同,两充液阀可同时开启,从而保证滑块在上行过程中两端保持同步运行。经测量(测量方法与下述方法相同),无故障充液阀的滑体动作准备距离为t=4mm。
1)先导阀顶杆需加长的尺寸x计算。测量端盖、阀体接触面到顶杆的距离X1、端盖深度X2和滑体总长X3(见图6~图8),各测量数据间的函数关系为:X1+X2=X3+x+t。由图9顶杆加长尺寸关系可得,先导阀顶杆需加长的尺寸为:x=66+30-74-4=18(mm)。

图6 测量顶杆到阀体端面深度X1

图8 测量滑体高度X3

图9 顶杆加长尺寸关系示意
2)顶杆结构设计。由充液阀工作原理及结构可知,充液阀开启,是通过控制油路,迫使滑体下移推动先导阀顶杆,打开先导阀,进而由滑体继续下移作用在主阀芯上,打开充液阀口。
图7 测量端盖深度X2
如果只是将先导阀顶杆加长,则滑体推动先导阀顶杆,在继续下行时,将由先导阀顶杆底部作用在锁紧螺栓1,进而推开主阀芯。这种情况将导致锁紧螺栓1、先导阀芯及顶杆等频繁受力,使先导阀部分更易损坏。可在顶杆加长时做巧妙的结构设计,避免这种情况的发生。
在加长顶杆时,可把加长部分改造成凸台结构(见图10),凸台直径与滑体下端凸台直径一致,这样打开主阀芯时,将由凸台端面作用在主阀芯上,上述问题就此得到解决。

图10 顶杆改造前后示意
5.3 安装及试运行
组装充液阀,主阀芯部分安装完成后,将滑体放置在最大行程位置,验证滑体动作准备距离t及主阀芯开口,验证无误后,安装充液阀,试机运行,检验改造效果。
改造完成后,折弯机可准确地完成快速下行、加压减速下行、减速上行及快速上行等一系列动作,设备恢复良好正常运转。
6 结束语
处理液压故障,应首先认真研究系统液压原理图,并由易到难地逐步排除故障点,直到找出故障原因。自行改造设备与重新定制采购充液阀相比,不仅大大缩短了维修周期,而且将对生产的影响最小化。通过对折弯机液压系统的研究,对造成滑块运行时压力不足的故障原因进行了梳理,对日后类似故障的处理起到借鉴作用。
