基于MES对接的工业现场海量数据提取系统
2022-06-20刘胜勇
刘胜勇
重汽(济南)车桥有限公司 山东济南 250104
1 序言
随着物联网、移动通信、互联网和数据自动采集技术的飞速发展,以及它们在汽车等多领域的广泛应用,人类社会所拥有的数据正成前所未有的“GB→TB→PB→EB→ZB→YB→DB→NB”跳跃级爆炸式增长。唯有采用一些支撑云环境的相关技术和数据立方等云处理软件,才能从这些海量数据中挖掘出有用信息并被快捷高效处理、释放出数据价值并被获知彼此间关联关系,才能推动和实现数据、技术、业务流程、组织结构四要素的互动创新与持续优化。也只有这样,汽车等产业才能实现创新发展、智能发展和绿色发展,保持与其发展战略相匹配的可持续竞争力,并不断满足用户日益增长的汽车个性化定制需求[1-3]。为此,公司拟建设一条桥壳柔性化生产线,其空间布局如图1所示。该生产线可满足两个以上品种/规格的共线生产,兼容MCY、MCA、MCP系列桥壳总成的加工和检测,解决工艺分散难题,提升桥壳加工质量。为顺应汽车行业智能化发展趋势,“基于MES对接的工业现场海量数据提取系统”应运而生。

图1 桥壳柔性化生产线空间布局
2 关键技术
“基于MES对接的工业现场海量数据提取系统”基于Visual Studio环境,研发客户端的网络化车间管控系统,涉及程序主窗体、运行状态控件、任务信息控件、产量统计控件、报警信息控件以及用户设定控件等。它不仅在当前机床上采用在线实时测量,并对温度等环境因素进行物理补偿,而且将产品的全数检验从制造中分离为一个独立的工序,经SPC技术控制工序质量,另外还兼顾了多品种柔性化生产的产品切换、工装调整和程序调用等瓶颈点,以及生产工况、设备状态和产品尺寸等资源数据,实时分享到桥箱智造JMES,并可视化地呈现于各级管理者面前,以便管理者及时做出决策性反馈。
3 主要创新点
“基于MES对接的工业现场海量数据提取系统”主要创新点有工业现场可视化,网络化车间管控系统,数据采集分析管理软件,自动化物流、调度及监控系统,工控机、CNC系统与PLC间数据互联互通,及JMES二次开发等。
3.1 工业现场可视化
将机床状态、产品尺寸、物料投入/产出、刀具寿命和工装夹具流转等多变信息,以数字化电信号的形式迅捷地实时传递至管理后台,设备运转、产品控制和器具调转均会图形化直观呈现于管理者面前。以太网线和Focas动态链接库提取/上传FANUC机床的主轴转速、X/Y/Z移动速率、负载率等;机外在线测量机逐件全项检测冲压桥壳的切削尺寸,自动修调CNC机床的刀具补偿参数并有效控制下一件产品尺寸;RFID动态定位工装夹具的流转信息,读写器及时反馈其在用/离机状态。
3.2 网络化车间管控系统
网络化车间管控系统可实时采集运行数据、状态数据和历史数据,完成数据库搭建,被采集的数据保存在数据库内,后续进行数据分析和报表生成。车间所有入网机床的运行台时数、故障报警均以管控系统为媒介上传至公司设备管理系统,为设备管理指标分析提供有效数据。完工产品的质量数据先是经由机外在线测量机提取,汇入管控系统内,形成图2所示刀具补偿数据后,反馈至CNC机床以调整进刀参数。上线、完工及不良品的数量经过标记刻打和条码识别后,实时汇入车间管控系统,并上传至JMES,供生产部门做出物料供应和产品调配决策。
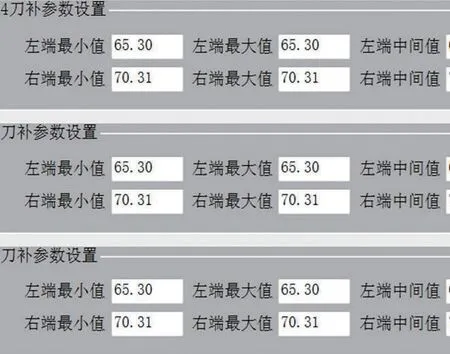
图2 CNC机床在线刀具补偿数据
3.3 数据采集分析管理软件
图3所示的数据采集分析管理软件主要涉及产量统计、数据分析、设备状态实时监控和生产工件在线测量结果保存,并根据测量结果进行自动刀具补偿、生产工件的上下线时间及工序等数据存储。管理软件的导航栏包含主页面、能效分析、系统设置、手动测量、手动复检和手动完工。

图3 数据采集分析管理软件
3.4 自动化物流、调度及监控系统
建立桥壳生产线仿真模型,给出物流系统的优化方案。根据生产系统的物流规划及生产线的设备布局(见图4),在Flexsim软件中建立生产线的仿真模型,然后将预先设计的工艺流程与参数输入到仿真模型中。通过仿真可验证生产线布局是否合理,是否存在阻滞现象或闲置问题,预先发现生产节拍与物流系统的配合是否高效。一旦出现问题,则提前进行修正,优化设计,提高生产效率,降低直接组线风险。

图4 桥壳生产线设备布局
3.5 工控机、CNC系统与PLC间数据互联互通
通过设计连接以太网与机床数控系统的数据接口卡,将机床的工作状态、故障参数等信息传输到以太网,现场设立两台工控机显示相关信息,并经网络连接至公司管控服务器中。如此,产品各工序可实现车间过程控制的自动化、数字化和无人化,使得现场各环节的生产数据被适时准确地采集并联网共享。工控机内置网卡A和B,网卡A对应的IP1为公司管控服务器的一个节点,采集的数据可实时上传并接收指令;网卡B对应的IP2为现场局域网的一个节点,经千兆交换机连接机器人、CNC机床、测量机和读码器等装备。
3.6 JMES二次开发
JMES具有生产管理、质量管理、协同办公、商务网站和智能管理5大模块,能够实现计划、调度、质量、生产和能效的全过程闭环管理。JMES使得现场上位机端便可领取指定工件的生产线计划,使得上位机传送的设备数据、刀具数据、工装数据等可以实时共享,后续方便管理者进行决策及财务决算。具体操作:JMES系统→“智能管理”模块→智能管控系统画面中“实时监控”下拉菜单“设备实时状态”→设备状态看板内点选生产线→查询后实时监控该生产线的运行状态→状态涉及班次、完工数、负荷、主轴转数和进给速度。JMES系统及智能管理子模块相关画面如图5所示。

图5 JMES系统及智能管理子模块相关画面
4 结束语
“基于MES对接的工业现场海量数据提取系统”开发了重卡桥壳加工用柔性化工艺、关键装备、物流系统及成线工艺适应性技术,研制出桥壳柔性化生产的关键成套装备,组建由车削中心、卧式加工中心、数控端面外圆磨床等关键设备为主体的生产线,集成生产线管控系统、在线检测系统、机器人自动上下料系统,实现了冲压/铸造桥壳共10多个品种的共线柔性自动化生产,现场海量数据成功采集并实时上传至JMES系统。
该系统对汽车工业现场的传统生产技术和工艺进行了升级改造,实现了生产现场海量数据的深度挖掘,推进了云计算的大数据中心建设,使汽车全价值链上的数据由资源变为资产、由资产转为价值,使数据流通下的汽车智造不断衍生新产品,产生高效率,释放大智能。该项目使汽车零部件的加工实现了智能控制与可视化管理,能够满足个性化需求,对计算机决策系统和机械制造自动化具有重大促进作用。
