YD110服务器散热架注射模设计
2022-06-20谢永盛姜思佳
0 引 言
塑件结构设计时,在实现塑件功能的基础上应考虑成型塑件的模具设计难度,避免一些模具结构设计困难或无法采用注射成型生产的问题。但在许多工程应用条件下,受限于塑件在装配体中的安装要求,塑件的结构会出现一些不合理的设计,这只能通过后续的模具结构创新设计或改进设计来实现塑件的成型。以下针对YD110服务器散热架上的卡柱特征脱模困难的问题,设计了1副特殊脱模机构的成型模具。
1 服务器散热架
图1所示为YD110服务器散热架塑件,其主体为薄壳,内壁有多个卡柱及螺钉柱,材料为ABS+PC,收缩率为0.58%~0.61%。模具设计的难点在于卡柱特征的脱模,卡柱为管状,其下端在塑件脱模时形成整圈倒扣难以脱模,且卡柱外壁与塑件的外侧壁空间狭小,卡柱外壁的脱模机构设计会影响塑件外壁的脱模。卡柱内壁为深管,成型后由于收缩而产生较大的包紧力导致内壁脱模也较困难。此外,一个侧壁上设有2个
3 mm的侧孔,需使用侧抽芯机构进行抽芯脱模。因此,解决卡柱特征的脱模问题是该模具结构设计的重点和难点。

2 卡柱脱模机构设计
针对塑件的卡柱特征,设计了一种圆管倒扣二次推出强制脱模机构,如图2所示。一次推管2套装于管型芯3外,其下端套装于动模板4对应孔内,并由推管锁紧板6压紧;动模板4由推管弹簧11支撑,推管弹簧11安装于垫板8上,并套装于中间板10所开设的孔内。管型芯3下端通过管型芯锁紧板7压紧安装于中间板10上,其上端成型塑件卡柱的内孔,二次推杆9安装于模具推杆固定板上,用于推动二次推板1向上推出。一次推管2的顶端成型塑件的圆环外倒扣,其上设有限位台肩,用于限制推出距离;二次推板1将塑件从一次推管2的内壁上第二次强制推出。
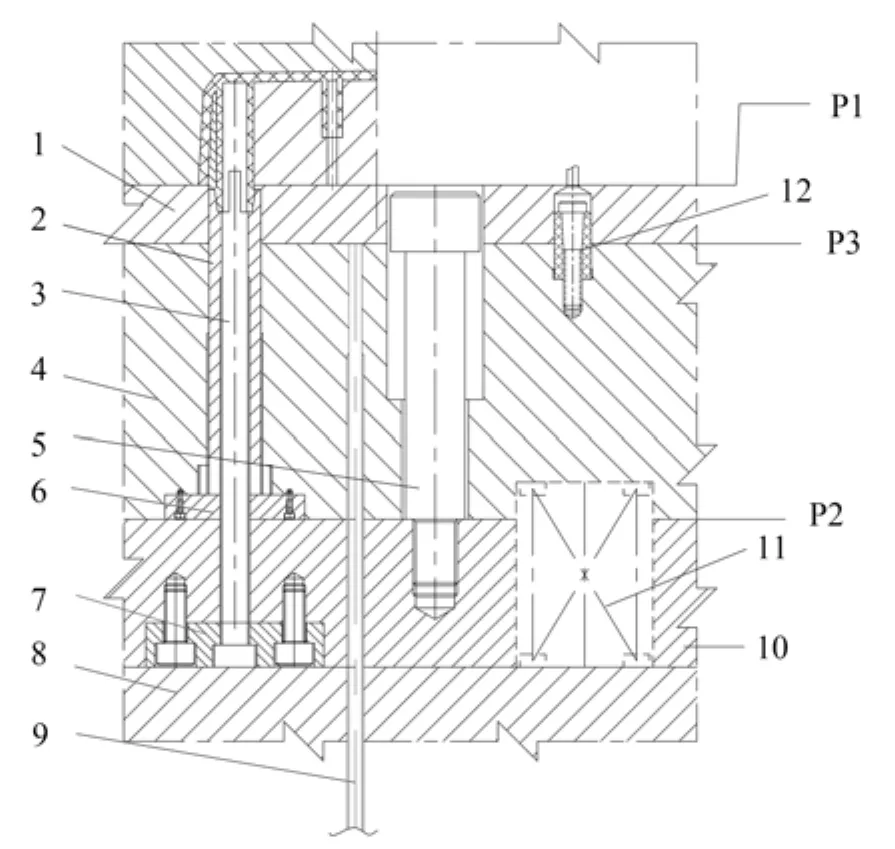
卡柱脱模机构工作原理如下:模具首先在P1分型面处打开实现塑件与定模型腔的分离,P2分型面打开实现卡柱内孔自动脱模,P3分型面打开实现塑件的完全脱模。开模时,P1分型面打开,动模下行一定距离后,推板被注塑机顶杆顶住将塑件推出,推出过程中二次推杆9顶住二次推板1,二次推板1通过拉模扣12的吸合力拉住动模板4,保证动模板4与二次推板1同步;在推管弹簧11的作用下,模具在P2面打开,动模板4与中间板10分离,管型芯3与塑件分离;随着动模继续下行,中间板10通过短拉杆5拉住动模板4下行,其驱动力将克服拉模扣12与二次推板1的摩擦力,实现二次推板1与动模板4之间的分离(P3分型面打开),二次推板1从型芯上强制推出塑件,实现塑件卡柱的完全脱模。
观察组治愈率65.0%明显高于对照组的40.00%,差异具有统计学意义(P<0.05)。护理组治疗总有效率100.0% 明显高于对照组的85.00%,差异具有统计学意义(P<0.05)。两组治疗期间均未出现明显不良反应。详见表1:
实际工作时,模具按以下步骤完成塑件的注射成型。
(2)模具在P2、P3分型面处打开时,完成圆管倒扣二次推出强制脱模机构的第一次脱模。
3 模具结构
结合圆管倒扣二次推出强制脱模机构的设计,模具结构如图3所示。模具采用两板模结构,单腔采用单点侧浇口,1模2腔布局。斜导柱二次侧抽芯斜滑块机构用于2个
3 mm侧孔的脱模,使用冷却管道对型腔进行冷却,管道直径为
8 mm。相比于普通两板式注射模,模架模板中增加了二次推板1和中间板10,保证卡柱脱模机构能顺利实现脱模功能。

4 模具工作原理
我曾很深地卷入“文化革命”地派系冲突中,这恐怕和我上的学校有关。我在“文化大革命”前一年考上北京四中,“文革”开始时我上高一。北京四中是一所高干子弟最集中的学校。我刚进校就赶到气氛不对,那是“四清”运动后不久,正提倡阶级路线,校内不少干部子弟开始张狂,自以为高人一等。“文化大革命”一开始,批判资产阶级教育路线的公开信就是四中的几个高干子弟写的,后来四中一度成为“联动”(“联合行动委员会”的简称,一个极端的老红卫兵组织)的大本营。我们也组织起来。和这些代表特权利益的高干子弟对着干。
(3)模具完全打开时,塑件从型芯镶件28上被推出,圆管倒扣二次推出强制脱模机构第二次强制推出脱模。
此树种模式树种以榆叶梅、玫瑰、连翘、丁香、海棠等为主,栽植规格2.5-3m。苗木规格∶选栽大规格苗木,选择5分枝以上苗木,冠幅在0.6 m以上,定干高度1.5米,树形自然圆头型。
(1)模具在P1分型面处打开时,斜导柱二次侧抽芯滑块机构完成抽芯,塑件从型腔板镶件27中脱模。
由表3可知,就胴体重而言,3个组之间的差异不显著(P>0.05)。与空白对照组比较,试验组和金霉素组的平均背膘厚度下降17.61%(P<0.05)和6.98%(P>0.05),试验组下降最大,试验组较金霉素组下降11.43%(P<0.05)。对于平均眼肌面积比较,空白对照组与试验组、金霉素组差异不显著(P>0.05)。屠宰率比较,各组间均差异不显著(P>0.05)。瘦肉率比较,与空白对照组比较,试验组显著上升7.73%(P<0.05);试验组较金霉素组显著上升7.17%(P<0.05)。各组脂肪率比较,均差异不显著(P>0.05)。综上所述,说明益生菌与中药提取物可以改善猪部分胴体性状。
(4)复位时,推出机构先复位,模具再按P3、P2、P1分型面顺序闭合。
5 结束语
针对塑件上的卡柱特征设计了一种圆管倒扣二次推出强制脱模机构,解决了圆管倒扣内外脱模困难的问题,实现了圆管倒扣的内外依次脱模。针对塑件上的侧孔设计了一种斜导柱二次侧抽芯斜滑块机构。
结合塑件的结构及脱模机构的设计,模具结构选用两板模结构,动模部分改进为多板结构,模架的改进解决了圆管倒扣二次推出强制脱模机构的承载安装问题,能保证塑件自动化生产顺利进行。模具结构简单实用,方便安装,制造成本低,自动化注射生产可靠性高。
[1]肖国华,程方启,卢星星,等.汽车后视镜面壳热流道二次侧抽芯滑块模具结构设计[J].工程塑料应用,2014,42(10):79-83.
[2]高 瑾,丁明明.六通管脱螺纹抽芯复合机构及其注塑模设计[J].工程塑料应用,2017,45(5):79-84.
[3]聂艳平,贺柳操.洗发液喷嘴瓶盖弯管与螺纹脱模机构及其注塑模具设计[J].工程塑料应用,2019,47(2):76-81.
[4]赵国荣,刘建雄,王家惠.结合侧向抽芯和柔性抽芯的注射模设计[J].模具工业,2016,42(10):36-38,46.
[5]马春文.建筑排水管接头内螺纹抽芯注塑模具设计[J].现代塑料加工应用,2021,33(1):48-51.
[6]邵树锋,林占强.基于ZWCAD的奶瓶盖多腔螺纹抽芯注塑模设计[J].工程塑料应用,2020,48(9):92-97.
[7]刘 勇.HVLP喷枪气帽注射模设计[J].模具工业,2017,43(7):52-54.
[8]贺柳操,卞 平,肖国华.双头螺纹花洒旋转式抽芯脱模机构及其注塑模具设计[J].塑料工业,2016,44(10):42-45.
