造粒喷头裂纹分析与处理
2022-06-16周文博
周文博
(呼伦贝尔金新化工有限公司,内蒙古 海拉尔 021000)
呼伦贝尔金新化工有限公司80万t/a合成氨尿素装置于2012-07安装完成并投用。项目引进国外制造的尿素造粒装置,使用该装置生产的尿素颗粒平均直径为1.8 mm。2016-06,出于改造中颗粒尿素项目,增大造粒直径到3 mm的需要,将原造粒喷头更换为中造粒喷头。中造粒喷头连续使用2个月,在叶根焊缝处检查出了开裂。针对裂纹情况进行了分析并实施了造粒喷头改造修复,修复后的造粒喷头连续使用2个月后,再次检查出了裂纹。根据现场运行观察,初步判断开裂为振动所致。展开旋转部件结构和固有频率分析后,提出了改进措施。
1 尿素造粒装置概述
1.1 造粒流程
尿素造粒流程示意图见图1。熔融尿素液质量分数99.7%、温度140℃,来自蒸发系统,经熔融泵加压至l.514 MPa后进入尿素造粒塔顶的造粒机。造粒机旋转产生离心力,熔融尿素液在离心力作用下由造粒喷头喷出,形成尿素小液滴。尿素小液滴在重力作用下和空气冷却作用下下降和降温,逐渐冷却固化成尿素颗粒。尿素颗粒先降落到造粒塔底面上,随后进入刮料机,最后经皮带运输出塔。此流程产出尿素颗粒平均直径1.8 mm,温度约为 70 ℃[1-2]。

图1 尿素造粒流程示图
1.2 设备参数
尿素喷头调速范围50~380 r/min,正常工作转速330 r/min。驱动电机功率3 kW,正常工作扭矩87 N·m。电机通过皮带轮连接到主轴上,主轴上安装有角接触轴承和深沟球轴承,尿素溶液通过导液管进入到造粒喷头内。造粒喷头材质为6063 T5,底部通过锁紧螺母与销钉固定到主轴上起到传递扭矩的作用。造粒喷头的传动主轴长度2 895 mm,材质为 3Cr13。
2 尿素造粒机运行故障诊断及处理
2.1 变更造粒喷头
造粒机于2012-07安装完成并投用,之后一直运行正常。2016-06,为适应造粒尺寸变大需求将原造粒喷头更换为中造粒喷头。中造粒喷头整体采用6063 T5铝合金制造,12个叶片均布在圆周方向,叶片采用榫槽加焊接的方式固定在上下盖板上[3]。中造粒喷头尺寸和结构见图2。

图2 中颗粒尿素喷头结构尺寸示图
2.2 中造粒喷头第一次裂纹
中颗粒喷头连续运行2月后,叶根焊缝处出现了沿叶片角度方向分布的裂纹。复查中颗粒喷头叶片焊接工艺,确定其焊接特征。中颗粒尿素造粒喷头裂纹情况见图3,裂纹检查涉及的焊缝示意图见图4。焊缝为叶根插入到盖板内焊接类型,盖板厚度12.7 mm,叶根宽度6.35 mm,焊缝深度1.27 mm。

图3 中造粒喷头第一次裂纹情况

图4 中造粒喷头初始焊缝示图
通过更改焊接工艺、加大焊缝深度进行修复处理。修复方案为,氩弧焊焊接工艺,焊缝深度5.08 mm,盖板、叶根材质均为6063 T5铝合金,开夹角45°的V形坡口,焊丝材质 5356铝合金,焊接后对焊缝进行着色无损检测,没有发现气孔和裂纹。修复完成后,进行造粒机的动平衡试验,达到精度G6.3。中造粒喷头第一次裂纹修复后的焊缝示意图见图5,着色无损检测结果见图6。

图5 中造粒喷头第一次裂纹修复后焊缝示图

图6 中造粒喷头第一次修复后裂纹着色检测结果
2.3 中造粒喷头第二次裂纹
中造粒喷头修复后重新投用,仅连续运行2个月,盖板叶根第二次出现裂纹(图7)。进行故障分析与排查。在现场观察到,造粒喷头在流量调节过程中有偶发振动现象,这在小颗粒喷头运行过程中不曾出现过。多次测试后发现,中颗粒喷头在入口体积流量95~115 m3/h时振动幅度最大。经查,造粒机的额定流量为120 m3/h,可排除处理量超标引起的操作异常。因此,初步判断是振动引起结构损坏诱发的开裂。

图7 中造粒喷头第二次裂纹情况

3 造粒喷头旋转部件结构和固有频率模态分析
3.1 旋转部件结构
采用Simulation仿真分析软件对原造粒小喷头和改造后的造粒中喷头进行转动结构件的固有频率分析。小颗粒和中颗粒喷头旋转部件结构见图 8。

图8 尿素造粒喷头旋转部件结构示图
两喷头采用同一根主轴,主轴材质3Cr13,长度2 895 mm,质量78 kg。主轴顶部安装有角接触轴承,中部安装有径向轴承。小喷头内部无叶片,铝合金6063 T5材质,重23.8 kg,上部安装有导液筒。喷头与主轴过渡配合,起密封和固定主轴的作用,底部锁紧螺母将喷头与主轴固定。中造粒喷头内含12个叶片,铝合金6063 T5材质,质量16.2 kg,底部通过锁紧螺母固定在主轴上,用键传递扭矩。
3.2 模型简化及约束
模态分析前,对零部件进行了简化[8]以降低计算量。被简化部件包括轴承、螺栓、键、O型环、喷孔等。约束条件按照实际采用的安装配合方式细化到小喷头和中喷头。对于小喷头,约束径向自由度、角接触轴承轴向和径向的自由度、径向轴承径向自由度。过渡配合处,包括主轴与喷头的过渡配合,锁紧螺母、主轴以及喷头之间的过渡配合均采用相触面组接合的接触方式[9]。没有限制主轴的旋转自由度。对于中喷头,主轴与喷头无过渡配合,除此之外的约束条件与小喷头的相同。造粒喷头三维模型见图9。

图9 造粒喷头三维模型
3.3 小喷头振动模拟
3.3.1 空载工况
对小喷头转动部件建立三维坐标模型,对模型进行空载振动条件下的固有频率分析[10-14],同时进行转动部件质量参与振动的三维分布分析,得到1~10阶固有频率及对应的x、y、z方向质量分数,见图10。
1989年,慈溪市政府为传播杨梅文化、推动经济发展开始举办一年一度的慈溪杨梅节,据资料推断,这是浙江历史上出现的第一届果树观光采摘活动。所以本研究统计的时间范围确定在1989年到2012年。

图10 空载时小喷头振动固有频率及质量分数分布模拟结果
由图10可知,空载时小喷头转动部件振动前10阶固有频率对应的x、y、z向质量分数总和分别为 0.821 54、0.652 33、0.728 55[3]。其中,1阶、2阶、9阶振动对应的质量分数明显高于其他各阶。1阶x方向质量分数为0.318 73,z方向质量分数为0.224 44。2阶x方向质量分数为0.224 63,z方向质量分数为0.319 25;9阶y方向质量分数为0.652 33。共振频率1阶为11.179 Hz,2阶为11.213 Hz,9阶为 439.42 Hz。
3.3.2 工作工况
造粒机泵入尿素溶液后,对小喷头转动部件模型进行工作振动下的固有频率分析,同时进行转动部件质量(包含满载时溶液质量)参与振动的三维分布分析,得到1~10阶固有频率及对应的x、y、z方向质量分数,见图11。满载时溶液质量按小喷头容积28.6 L、熔融尿素密度1 220 kg/m3计算为34.8 kg。

图11 满载时小喷头振动固有频率及质量分数分布模拟结果
由图11可知,工作振动下小喷头转动部件振动前10阶固有频率对应的x、y、z方向的质量分数总和分别为 0.750 55、0、0.750 56。其中,1阶、2阶振动对应的质量分数明显高于其他各阶。1阶x方向质量分数为0.344 94,z方向质量分数为0.260 34。2阶x方向质量分数0.260 45,z方向质量分数0.345 26。共振频率1阶8.609 7 Hz,2阶8.637 1 Hz。
3.4 中喷头振动模拟
3.4.1 空载工况
对中喷头转动部件建立三维坐标模型,对模型进行空载振动条件下的固有频率分析,同时进行转动部件质量参与振动的三维分布分析,得到1~10阶固有频率及对应的 x、y、z方向质量分数,见图 12。

图12 空载时中喷头振动固有频率及质量分数分布模拟结果
由图12可知,空载时中喷头转动部件振动前10阶固有频率对应的x、y、z方向质量分数总和分别为 0.685 50、0.070 29、0.685 52。其中,2阶、3阶振动对应的质量分数明显高于其他各阶。2阶x方向质量分数为 0.258 42,z方向质量分数为0.318 13。3阶x方向质量分数0.318 12,z方向质量分数0.258 44。共振频率2阶7.812 4 Hz,3阶为7.815 7 Hz。
造粒机泵入尿素溶液后,对中喷头转动部件模型进行工作振动下的固有频率分析,同时进行转动部件质量(包含满载时溶液质量)参与振动的三维分布分析,得到1~10阶固有频率及对应的x、y、z质量分数,见图13。满载时溶液质量按中喷头容积31.2 L、熔融尿素密度1 220 kg/m3计算为38.1 kg。

图13 满载时中喷头振动固有频率及质量分数分布模拟结果
由图13可知,空载时中喷头转动部件振动前10阶固有频率对应的x、y、z方向质量分数总和分别为 0.776 55、0.590 94、0.775 55。其中,2阶、3阶、6阶、7阶振动对应的质量分数明显高于其他各阶。2阶x方向质量分数为0.304 94,z方向质量分数为0.369 19。3阶x方向质量分数为0.369 17,z方向质量分数为0.304 97。6阶y方向质量分数为0.379 63。7阶y方向质量分数为0.211 31。共振频率 2阶为 5.964 Hz,3阶为5.9664 Hz,6阶为 58.161 Hz,7阶为 68.713 Hz。
3.5 喷头振动综合分析
汇总2种规格喷头在2种工况下10阶内参与振动质量分数较大的固有频率,见表1。
基于喷头正常工作时的转速330 r/min,频率5.5 Hz,转速调节范围50~380 r/min,频率范围0.83~6.33 Hz进行综合分析。参考转动设备规范[15],无阻尼扭转固有频率应当比规定的转速范围内任何可能的激励频率至少高出10%或低于10%。对照表1,小喷头空载和满载时固有频率在8.609 7~11.179 Hz,高出运行频率10%,并且在小喷头运行过程中并未观察到振动发生。中喷头空载和满载的固有频率在5.964 0~7.815 7 Hz,与喷头转动频率0.83~6.33 Hz存在重合区间,并且在中喷头运行过程中观察到了振动发生。综上,中喷头存在运行频率激发了固有频率从而引起振动的可能性。

表1 2种喷头不同工况下10阶内参与振动质量分数较大的固有频率 Hz
4 中喷头转动部件改造
4.1 设计方案
综合考虑现场条件和设备状况后提出,对中喷头转子进行重新设计,避开共振区间。新转子设计目标为,①保证小、中颗粒喷头的互换性。②保留原有轴承位置,以做到在结构和成套性上的改动最小。
新旧转子结构尺寸见图14。转子材质为3Cr13,改动部分将转子中部的φ70 mm轴肩过渡部分增粗为φ80 mm,增粗部分长度为995.47 mm。改动后转子质量从78.4 kg增大为87.0 kg。

图14 新旧转子结构尺寸示图
4.2 效果评估
4.2.1 空载工况
采用相同的方法对改进后的中造粒喷头旋转组件的振动固有频率进行评估,得到空载时1~10阶固有频率及对应的x、y、z方向质量分数,见图15。
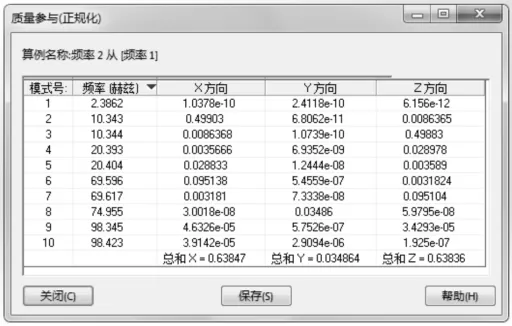
图15 改进后空载时中喷头振动固有频率及质量分数分布模拟结果
由图15可知,改进后,空载时中喷头转动部件振动前10阶固有频率对应的x、y、z方向质量分数总和分别为 0.638 47、0.034 86、0.638 36。其中,2阶、3阶振动对应的质量分数明显高于其他各阶。2阶x方向质量分数为0.638 59,z方向质量分数近似为0。3阶x方向质量分数近似为0,z方向质量分数为0.638 34。共振频率2阶为10.343 Hz,3阶为 10.344 Hz。
4.2.2 工作工况
造粒机泵入尿素溶液后,对中喷头转动部件模型进行工作振动下的固有频率分析,同时进行转动部件质量(包含满载时溶液质量)参与振动的三维分布分析,得到1~10阶固有频率及对应的x、y、z方向质量分数,见图16。主轴改进后满载时容积和质量保持不变,中喷头容积31.2 L、熔融尿素密度1 220 kg/m3计算的容积质量为38.1 kg。

图16 改进后满载时中喷头振动固有频率及质量分数分布模拟结果
由图16可知,满载时改进后中喷头转动部件振动前10阶固有频率对应的x、y、z方向质量分数总和分别为 0.749 85、0.516 48、0.749 94。其中,2阶、3阶振动对应的质量分数明显高于其他各阶。2阶x方向质量分数为0.638 59,z方向质量分数为近似为0。3阶x方向质量分数为近似为0,z方向质量分数为0.638 34。共振频率2阶为7.275 7 Hz,3阶为 7.276 1 Hz。
4.2.3 综合分析
改进后中喷头空载和满载固有频率在7.276~10.344 Hz,运行频率在 0.83~6.33 Hz,最低固有频率高于最高运行频率的10%。
5 结语
尿素造粒装置为适应造粒直径变大仅将小喷头更换为中喷头,未对系统进行整体适应性调整,导致中喷头使用短时间后就出现裂纹。中喷头第一次修复从焊接工艺入手,治标不治本,导致修复后中喷头再次出现裂纹。针对裂纹的再次出现,从前两次诊断忽略的喷头偶发振动出发,初步将振动锁定为裂纹的诱因,经过建模和振动模态分析,验证了初步诊断的可靠性和模态分析方法的可靠性。提出了改进设计,用模态分析方法进行了改进效果评估。中颗粒喷头改进完成后投入运行,振动情况消失,稳定运行至今没有出现裂纹。
