卷烟生产调度建模仿真研究
2022-06-15金剑邱仕强金龙李存华吕小波杨开伟
金剑,邱仕强,金龙,李存华,吕小波,杨开伟
(红塔集团玉溪卷烟厂,云南 玉溪 653100)
1 卷烟生产建模仿真的意义
由于卷烟生产的复杂性、约束性、多目标、建模困难等特点,很难用一个精确的数学解析模型进行描述分析。需要为生产调度提供一个方便、快捷、交互直观的分析验证平台,实现生产调度优化。当前,利用计算机仿真技术对卷烟生产调度进行仿真优化已成为解决该类问题的主要手段。借助仿真模型,在给定设备资源、各种生产订单、工艺约束条件下,通过对仿真运行收集数据,就能对实际系统进行性能、状态方面的分析,从而采取合适的控制方法,实现各种优化目标:如总流程时间最短(目标),换牌次数最少,生产成本最低,提高设备运行效率,以达到产能均衡的目的。
2 卷烟生产流程简介
卷烟的生产流程复杂,从工艺上,可以将整个生产线抽象为制丝和卷接两个环节。它们中间采用储丝柜作为缓存区,存储半成品烟丝,再通过加丝机对卷包进行烟丝供应。
制丝生产主线主要包括烟叶真空回潮、叶片超回、加料、切丝、烘丝、混丝加香、烟丝入柜等5个工序段。各工段通过输送皮带运输,采用电子秤控制流量,工艺段之间有储柜暂存烟丝,以满足工艺所需的存储醇化时间。
卷烟生产调度的特点:
(1)复杂性。卷烟生产涉及多阶段,生产BOM复杂,包括离散式生产模型,如卷包机组排产,主要是解决多机组,多资源的优化调度问题;流程式模型,如制丝线生产,主要是解决多线任务分配与排序优化问题;同时,包括物料供应,高架库物流输送及设备之间的相互连锁。
(2)动态的随机性。如突发设备故障。
(3)多目标性。生产周期最短、生产成本最低。
(4)多约束。资源的数量、缓存的容量、工艺路径约束。
卷烟生产主要采用规则对订单批次进行人工排产,在考虑约束条件下,确定每道工序的加工任务、顺序和工时,设备的任务分配,负荷匀衡,但是由于人工调度方案的局限性,因此要给出方案,仿真运行,对仿真结果进行综合评估,验证方案的合理性和可操作性。
3 生产建模分析
仿真项目是由若干相关的仿真模型及其所使用到的各类对象构成的一个整体。建模步骤包括:(1)构建模型;(2)调试模型;(3)运行模型;(4)修改模型。
3.1 面向对象的建模方法分析
对于基于仿真的卷烟生产计划系统而言,车间资源及加工任务的建模是基础,通过工艺规程将它们连接起来。在实现的过程中,采用统一建模语言UML对卷烟生产中各对象进行分析。
(1)资源建模。车间是由加工单元组成的,加工单元则是由一台或多台设备组成,资源的对象模型如图1(a)所示,包括资源对象关系、加工单元对象模型、设备对象模型。
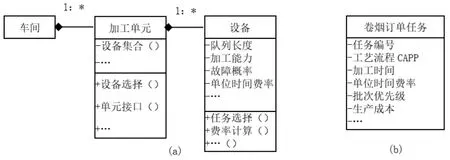
图1 车间资源与任务对象模型
(2)加工任务建模。加工任务是卷烟生产对象,它在车间中各加工设备之间进行流转,其对象模型如图1(b)所示。在其属性中,任务编号是加工任务的唯一标识,当前工序号是加工任务当前等待处理的或正在处理的工序号,当前设备则是完成当前工序操作所分配的设备。
3.2 层式结构建模
由于生产的复杂系统,采用层式结构来建模,分两层进行建模,顶层组要是车间生产布局,不考虑具体设备细节。如对卷包生产,上层是整个车间仿真模型,卷包机并不显示,而是采用图标代替整个加丝机组,具体卷包机组由下一个子模型来描述,子模型可以复用。下层模型在上层模型窗体Frame中用图标表示,层与层采用Interface对象连接。
层式结构具有如下特点:(1)可以和真实系统层次关系很好的对应起来;(2)可采用自顶向下的方式,进行复杂系统开发,不断完善;(3)方便对象与模型重用,如对散布在不同加丝机上的卷包设备,只要对设备进行抽象,生成对象,就可以在不同加丝机上重复使用。
4 建模实现(卷包加丝机+制丝混合模型)
4.1 制丝生产模型
eM-Plant采用面向对象方式,构建层次合理制丝流程模型。建模对象是数据和操作的集合,包括属性和事件(方法),通过调用Method信息流对象来控制仿真模型的动作和流程。系统的主要采用了四类对象:即物流、信息流、服务以及移动对象(MU)。在构建仿真平台时,对制丝线模型进行了必要的简化处理,是在不改变原有生产流程逻辑的情况下对原有生产流程的合理简化,使建立的数学模型仿真平台和实际系统相符合。该模型,继承了eM-Plant常用模块类,分别建立加工设备、储柜、输送带等模块,6大工序设备采用SingleProc类表示;储柜采用Buffer来表示;同时,采用SimTalk语言编写M块实现程序逻辑控制。将需要调度的烟丝批次任务设计在“订单表”的Delivery中,该表多列组成,分别记录工件的投放时间、所用的MU单元、工件数量、名称和加工成本,表列的属性设为表对象,记录工件的工艺路线。设备加工时间表:存放卷烟批次在各个加工单元的准备和加工时间数据。“烘丝机工序路径判断”由Method程序对象distribute实现,它根据加工任务表中的工件的工艺路线决定烟丝下一步流向的对象。
4.2 卷包生产仿真模型
对卷包生产实质上是卷烟工单与加工设备两者的匹配。模型中待加工的卷烟批次属于移动对象(MU),利用移动单元的Entity进行建模,卷包机采用SingleProc类建模,在SingleProc中建立该加工单元的加工、准备时间、故障恢复时间、卷烟进出该加工单元的动作等,实现加工设备进行仿真;贮丝柜采用Buffer来表示;而分流对象FlowControl则充当卷烟加工工艺调度员的角色,它根据卷烟加丝机的连接情况与机台能力的大小,负责将烟丝送到相应的卷包单元加工。采用SimTalk语言编写M块实现任务路径控制、换牌次数计算、生产成本计算等;表格Delivery存储“待加工卷烟批次”,包括规格、名称和数量、加工路径限制等信息;表table存放各设备加工、换牌时间。整个模型如图2所示,系统的建模采用自顶向下的建模方法,系统分为两层,顶层是车间,第二层是加工设备。卷接、包装机按车间布置,组合成卷包加工单元,卷包加工单元与加丝机按从属关系连接成加丝机单元。如图2右上方,加丝机JS1与其所供丝的卷接机PROTOS、包装机GDH1000设备组成一套生产单元,加工单元的设备选择由分流对象FlowControl完成,充当卷烟批次加工调度的角色。车间层与加丝机设备单元层之间采用Interface对象连接。加工任务工序路径、设备任务队列排序通过编写Method方法来实现,Method由设备事件触发控制。除了加丝机生产单元外,还对物流输送、封箱机、组架机器人、环形穿梭车等设备进行了建模,实现对整个生产流程的模拟。通过建立的模型运行给定方案,可以观察整个卷烟生产流程的生产情况,仿真结束时,还可以收集各主要机器的实际利用率、负荷、成本等数据,以此作为生产计划优化的依据。
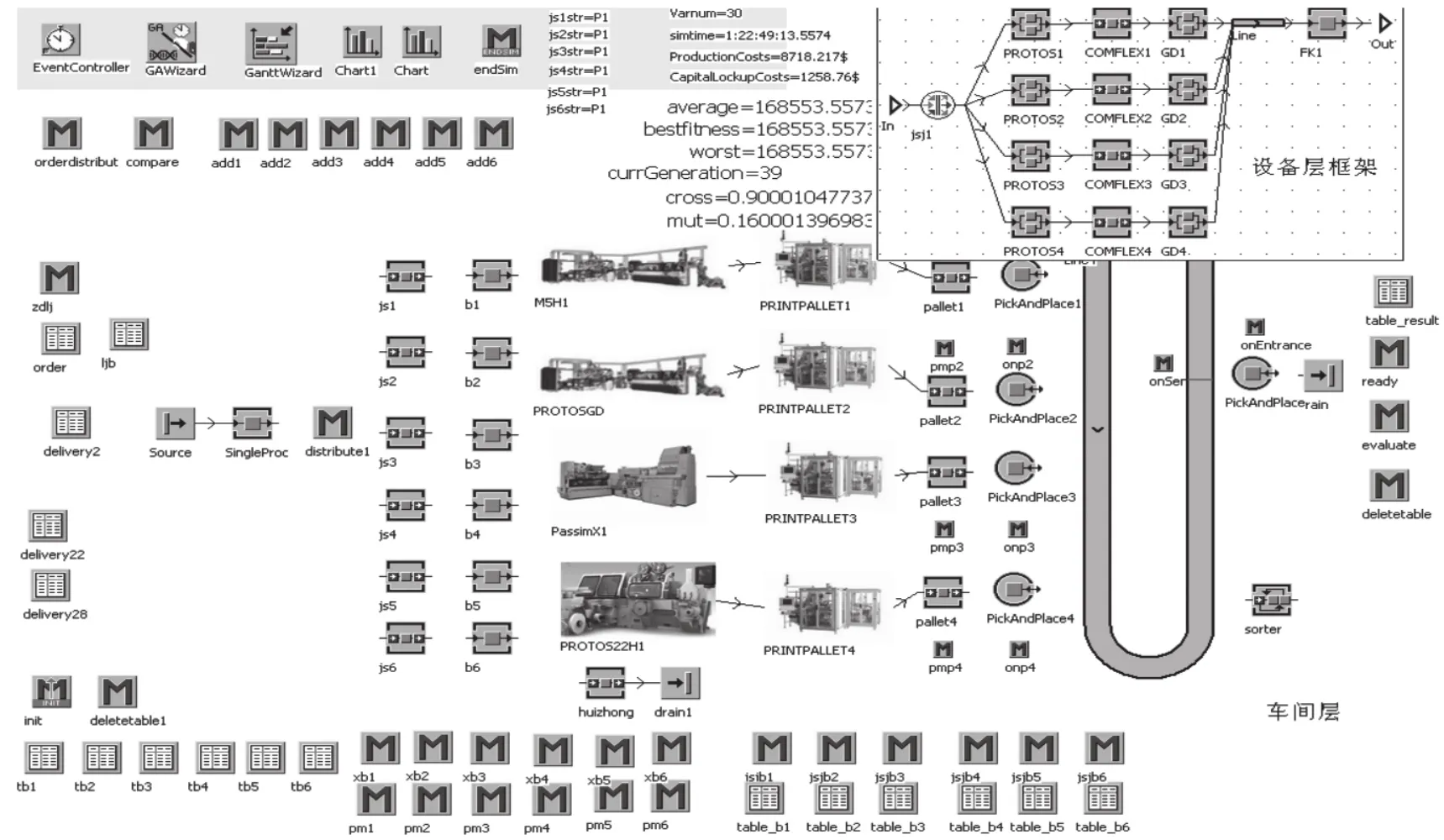
图2 卷烟生产分层模型
5 仿真效果评估
运行流程:根据排产方案,加载生产订单、工艺信息和设置相应的模型仿真参数;模型仿真运行后,通过各种图形、表格对仿真指标进行分析,如果没有满足优化指标,则调整排产方案后,重复进行。仿真的运行采用EventControler进行交互控制。通过建立模型平台,可实际评估全生产流程运行情况,测试各种模型参数对生产运行的影响。该仿真模型可以作为生产决策的有效验证手段。仿真结果评估包括甘特图、设备效率、储柜烟丝批次变化趋势图等。可以分析设备的实际利用率,生产、空闲时间,这些数据可以作为优化生产计划的有效根据。
(1)卷烟批次排产甘特图,给出了不同规格批次卷烟任务在加丝机1-6上的分配方案。通过窗口,可以精确地查看每一规格批次生产任务详细排产信息,同时,也给出了设备故障对生产的影响,这为生产提供了精确参考。也可甘特图上对卷烟批次任务在加丝机上的分配进行灵活的拖动调整。根据卷烟排产甘特图,再结合贮丝柜状态、卷烟对烟丝的物料需求计划,可为烟丝生产与卷烟生产的衔接提供准确指导。
(2)仿真运行给出了方案对应的加丝机设备的工作、切换、等待、阻塞、故障时间百分比。好的分配方案,使所有设备具有很高的工作效率,不存在某些设备长时间处于等待状态,因此,如何对各规格卷烟排产是提高设备生产效率的关键。
(3)制丝排产甘特图,给出烟丝批次排产顺序与工艺路径分配方案。润叶等设备模型对象根据故障占比,给出了对生产影响的评估,也可精确地反应每批烟丝每个工序设备上的处理时间。制丝储柜占用趋势图,为丝柜的调度提供了事前参考,使生产调度具有可预见性。
当同一流水线加工多种烟丝,并且每种烟丝在各道工序的加工时间差异较大时,瓶颈就会在各道工序中发生变化,对批次投产顺序进行优化对提高设备运行效率有重要影响。
6 结语
通过建立卷烟生产仿真平台,为生产调度方案提供了一种透明化的事前分析和综合评价评估手段,借助该模型平台可以对卷烟生产流程进行可控的、耗费小的重复的试验,直观、快捷地优化各种生产调度,弥补实际生产前不能对方案进行评估的缺点,为卷烟精益化生产提供了有效的手段。通过模型可以找出好的生产方案,满足不同生产目标要求,提高设备的运转效率,减少切换时间。
