转角模块对晶圆划切质量的影响因素研究
2022-06-15李超潘继先韩华超蒋兴桥李东旭陈立新
李超,潘继先,韩华超,蒋兴桥,李东旭,陈立新
(沈阳仪表科学研究院有限公司,辽宁 沈阳 110094)
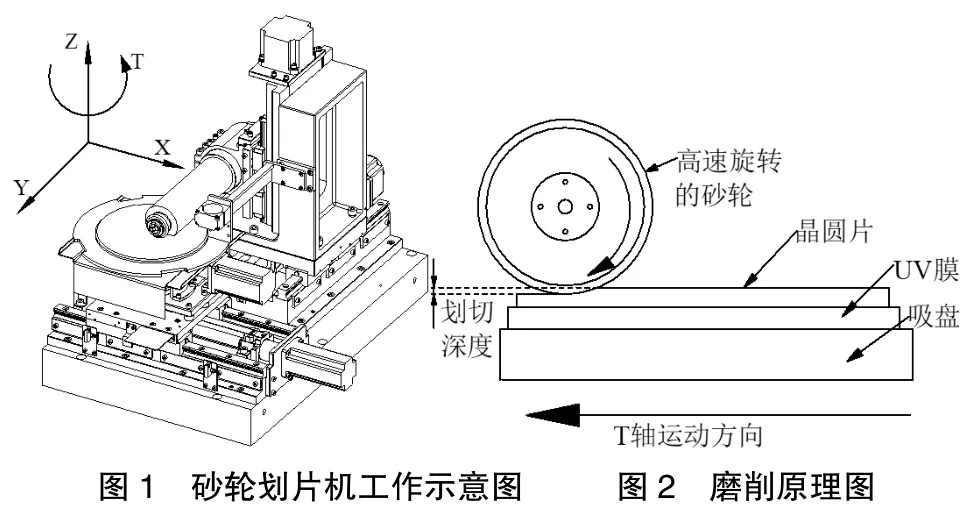
砂轮划片机主要是通过高速旋转的砂轮片强力磨削晶圆片加工出沟槽或切断。砂轮划片机通过电机的步进运动带动空气轴承主轴一起运动,通过空气轴承主轴的高速旋转带动砂轮片划切真空吸附在转角模块上的晶圆片,在晶圆片上切出沟槽或者切断,该划切晶圆片的过程为砂轮划片机的切片过程。砂轮划片机的工作示意如图1,砂轮片划切晶圆的磨削原理图如图2。
随着半导体技术的发展,市场对划切工艺设备的要求越来越严格,对其切割精度更高、崩边更小、开槽宽度更窄等技术指标更加迫切。因此,各家半导体生产商都在划片机的结构方面做了改进。在砂轮片划切不同材质以及转角模块的参数方面的各个参数对砂轮片划切晶圆的影响非常重要。因此,提高划切晶圆横断面的刀口面质量以及砂轮划片机的安装调试效率成为划片机划切工艺的主要研究方向。本文通过改进砂轮划片机转角机构调平转角模块的水平度并对晶圆磨削横断面的影响因素进行研究。
1 影响划切因素
1.1 安装工艺因素
砂轮划片机的结构主要由X、Y、Z、T轴四个部分模块所组成的。其中影响晶圆横断面切口面的因素主要有X轴模块的直线度、Y轴模块的步进精度以及直线度、Z轴模块的重复定位精度、主轴的俯仰水平精度、T轴模块的转角精度、吸盘上水平面相对于Y轴进给方向的水平度。其中X轴模块的划切直线度决定晶圆划切的沟槽直线度,Y轴模块的步进精度决定切割晶粒的边长是否一致,Y轴模块的直线度对刀口的宽度有影响。Z轴模块的重复定位精度决定晶圆磨削留厚的一致性。空气轴承主轴的俯仰水平精度影响磨削时刀口的横断面是否垂直于吸盘台面。T轴模块的转角精度决定磨削时晶粒相邻两条边所夹的角度,如图3所示。
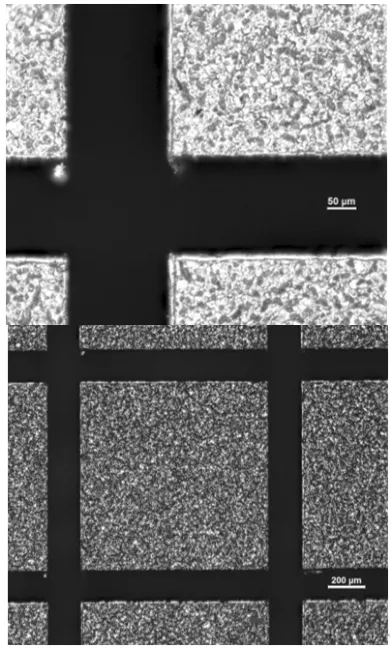
图3 磨削沟槽
其中T轴模块的转角吸盘上面的相对于Y轴模块进给方向的水平度是磨削过程中导致切口的崩边和是否切偏的主要因素。如图4所示,在空气轴承主轴的俯仰水平调节在合理范围的情况下,若转角吸盘上表面与Y轴模块进给方向不平行,那么在切割过程中将会出现夹角,磨削的晶粒质量就难以保证。由于磨削过程中可能会产生背崩的情况,背面崩边可能是由装配关系、冷却液、吸盘负压等因素决定。
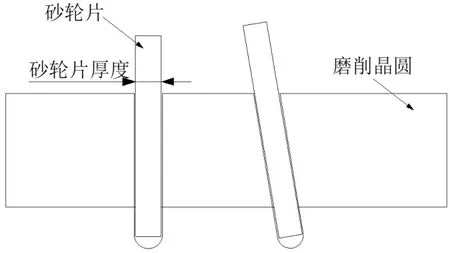
图4 晶圆磨削截面图
1.2 冷却水因素
砂轮划片机磨削物料时有两路冷却水对磨削位置及刀片磨削点进行冷却。磨削晶圆片的过程中冷却液可以带走砂轮片磨削物料的残渣以及磨削所产生大量的热为砂轮片及磨削点降温,通常调节范围0L/min~1L/min。
1.3 真空吸力因素
真空吸盘所产生的负压将物料或UV膜吸附在吸盘上,由于有时吸附压力不稳,导致物料在吸盘上受力不均而发生物料局部地方翘曲,当高速旋转的砂轮磨削到了翘曲的地方,就会发生磨削留厚不均的现象。通常吸盘吸附晶圆或UV膜后负压达到-80kPa来保证晶圆片的切削面牢牢吸附在吸盘的上表面。
2 改进调平转角机构
2.1 转角调平机构
砂轮划片机的当前常用调平机构为配磨圆柱,调平时,需要技工配磨圆柱的上表面依次试验四角的调平高度费时费力,对技师要求水平较高。而改进转角模块调平机构,将转角模块吸盘水平方向调节达到与Y轴进给面平行的效果,使Y轴主轴的切割晶圆的深度、切割角度达到一个参数设定要求。调平机构由原来的配磨支撑柱改为螺纹调节,降低了调节难度以及调试维修人员的要求。
2.2 改进调平机构
划片机转角调平装置其滑板需要预先固定在划片机导轨滑块上,转角调平机构安装在其上,滑板四周分别垂直固定设有个转角调平机构。将调整地脚锚栓通过螺纹连接拧入滑板内,将调整地脚孔配合一端插入转角基准板的孔内。将带有调整地脚的转角基准板安放在调整地脚锚栓的调整地脚锚栓调整接触球面内。将内六角圆柱头螺柱套上弹垫和平垫后从转角基准板一侧穿入转角基准板、调整地脚、调整地脚锚栓及滑板内并拧紧内六角圆柱头螺柱。将调整地脚锚栓及调整地脚通过内六角圆柱头螺柱压紧转角基准板与滑板。当转角模块吸盘的水平度未达到技术要求时,拧松内六角圆柱头螺柱,使用活扳手卡住调整地脚锚栓的两个平行的平面,使其旋转调整地脚锚栓调节滑板与转角基准板间的高度,达到一个调节水平的效果,最后拧紧内六角圆柱头螺柱,如图5所示,调平机构示意图如图6所示。
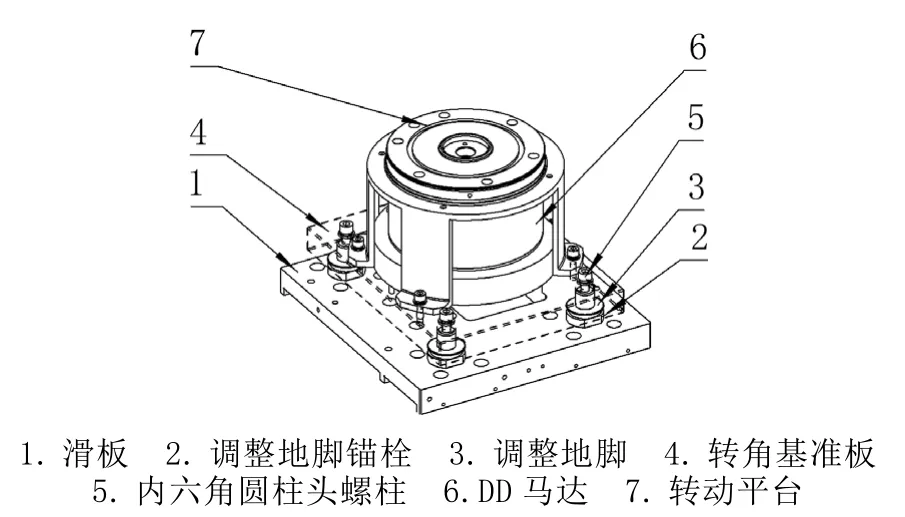
图5 转角模块结构示意图
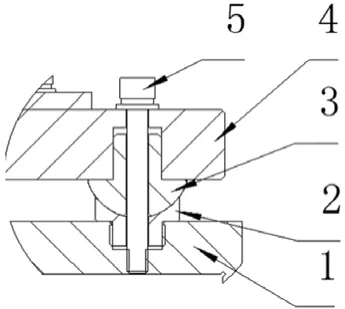
图6 调平结构示意图
3 实验
3.1 实验内容
本案例以切割1mm厚的玻璃板为实验物料,使用刀片的规格58×40×0.07-4/6的金刚石砂轮片、设定步距长度为5mm,进刀速度为2mm/s。前置喷水量设置为0.5L/min,侧喷水量设置为0.4L/min,空气轴承主轴的俯仰水平均调节到5μm内。通过改进的转角调平机构调节吸盘与Y轴模块进给方向的水平度,来测量切断面的倾角以及崩边尺寸来判别切断面质量与转角平面之间的关系,通调节吸盘下方的四个调平地脚,配平吸盘的四个端角与主轴进给方向的水平度。通过驱动Z轴带动主轴砂轮分别轻接触吸盘表面的测量测高位置四个点的高度,运动控制卡通过检测砂轮接触吸盘时使电流回路闭合产生的电信号,运动控制卡收到检测信号后,发出指令Z轴抬刀,测高检测完成。
3.2 实验结果
表1为实验所得磨削玻璃片横断面夹角及崩边数据。
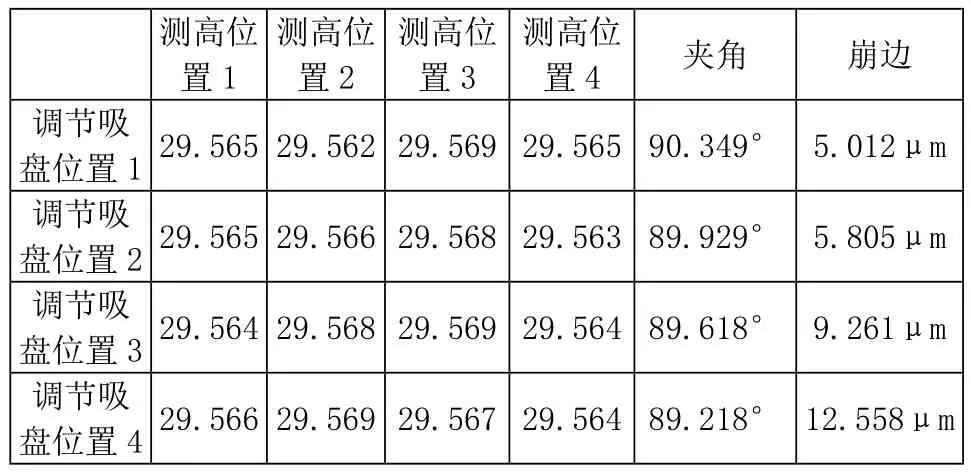
表1 调节转角水平度对切口的影响
仅考虑测高位置2、3对角度和崩边的影响,在一定范围内,当转角的上表面水平度差越大时,玻璃的切割横断面所产生的夹角也越大,并且磨削时产生的崩边也会渐渐随之加大。
4 结语
砂轮片磨削沟槽所产生的各种偏差都可能是由多种因素产生的。但由转角吸盘上面的相对Y轴进给方向的水平度是磨削过程中导致切口的崩边和是否切偏是主要因素。所以,针对转角的水平度对晶圆横切面的角度及崩边的切割工艺还需大量的实验获得更多的数据保证晶圆的切割质量。一个方便调节转角水平的调节机构不仅能节约安装调试时间,并且也为晶圆的磨削质量提供一个良好的基础。
