铝带六辊冷轧机弯辊装置质量控制点探析
2022-06-15陈郭宝
陈郭宝
(中色科技股份有限公司,河南 洛阳 471039)
六辊冷轧机是在四辊冷轧机的上、下工作辊和支承辊之间增加了一对可以沿轧辊轴线移动的中间辊而成,也称之为HCM轧机。采用六辊冷轧机可以减小工作辊的直径,实现大压下轧制;通过中间辊的轴向移动,消除了板宽以外辊身间的有害接触部分,提高了辊缝刚度,因此有利于轧制厚度更薄、强度更高和难轧的品种。
UCM轧机是在HCM轧机基础上发展起来的新一代六辊冷轧机,它是在HCM轧机中间辊轴向抽动的基础上增加了中间辊弯辊装置。相比HCM轧机,UCM轧机具有更大的压下量和更强的板型控制能力,可以轧制更薄、更宽、更硬的板材,并能较好地控制复合浪形和边部减薄量,因此该机型近年来得到广泛应用。
1 弯辊装置的结构特点
本文介绍的是一种铝带六辊冷轧机的弯辊装置,主要由工作辊弯辊装置、中间辊弯辊装置、中间辊抽动装置、支承辊平衡装置、工作辊锁紧装置和换辊轨道六部分组成。
工作辊弯辊装置布置在凸块中部,为浮动结构,弯辊动作通过安装在下方缸块油缸孔内的活塞及活塞杆带动上方连接块上下滑动实现,缸块及连接块之间还设置有导柱,在上下滑动时起导向作用。中间辊弯辊装置布置在凸块的上端和下端,弯辊动作通过安装在凸块油缸孔内的活塞及活塞杆带动滑块上下滑动实现(图1)。凸块上还安装有支承辊平衡缸,中间辊抽动装置安装在传动侧滑块外端面,主要包括横移缸和锁紧缸,弯辊装置利用凸块上的止口卡在牌坊对应安装槽内。
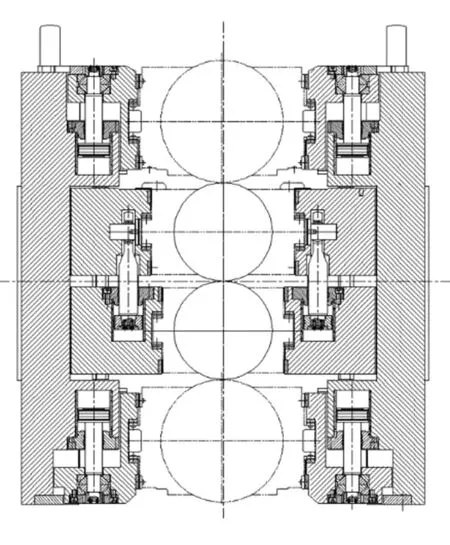
图1 弯辊装置结构Fig.1 Structure of roll bending device
2 弯辊装置质量控制点
为了使弯辊装置能够实现预期功能,在零件制造和检验环节应重点关注基准面选择,与装配位置相关的尺寸公差及尺寸一致性要求,关键尺寸及形位公差均应在数控机床上打表检测。在弯辊装置整体装配完成后,还要对实际换辊位置进行检测调整,保证换辊位满足设计要求。
2.1 凸块质量控制点
凸块安装后底面与牌坊止口面贴紧,因此该底面在制造时应作为第一基准面A。900mm凹口两面是工作辊换辊时的定位面,换工作辊时连接块的上面及缸块的下面分别与其贴紧,此位置即为换辊位,因此900mm尺寸需要保证加工一致性,与此同时900mm凹口下面到凸块底面(A基准面)也有尺寸一致性要求,这样才能保证换辊位等高。上述尺寸四件凸块的加工误差应控制在0.05mm内,对应的三处平面平行度应在0.05mm内(图2)。
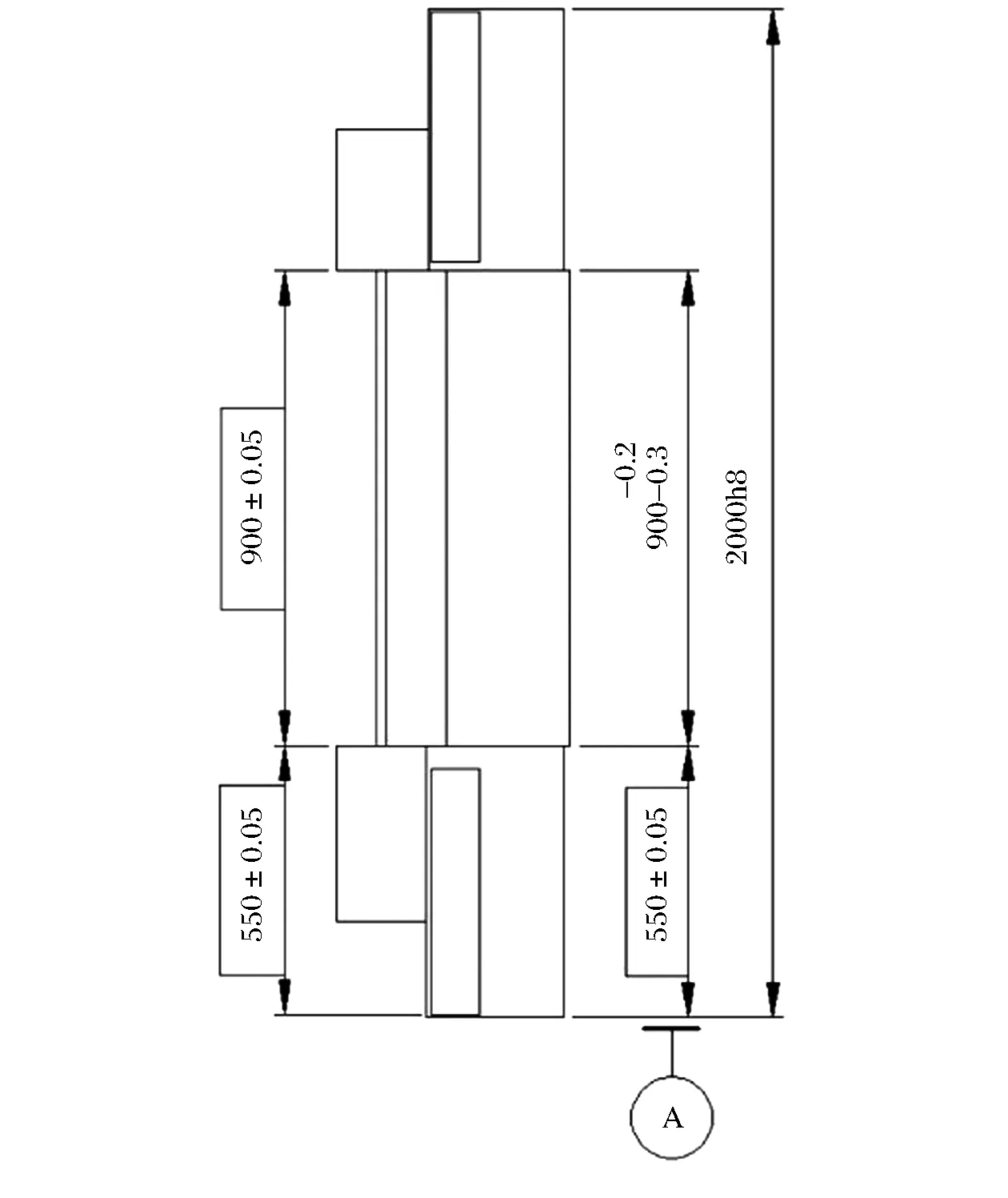
图2 凸块关键尺寸Fig.2 Key dimensions of the bump
凸块安装在牌坊上,为了保证安装后换辊定位面等高,牌坊上与凸块配合的位置也应有尺寸一致性要求。2000mm止口下面是凸块安装定位面,该面距轧制线或牌坊安装基准面应有尺寸一致性要求,允差<0.05mm,550mm尺寸应按负公差加工,在加工检测完成后,还要对比550mm的实际尺寸,保证牌坊上的550mm尺寸比凸块上的550mm尺寸小,这样在安装时才能保证凸块底面与牌坊止口面贴紧(图3)。凸块上Φ20mm油口封堵处可加工成M22×1.5螺纹孔,封堵时先旋入螺堵,再用氩弧焊将螺堵端面封焊,该方案经实践效果良好。
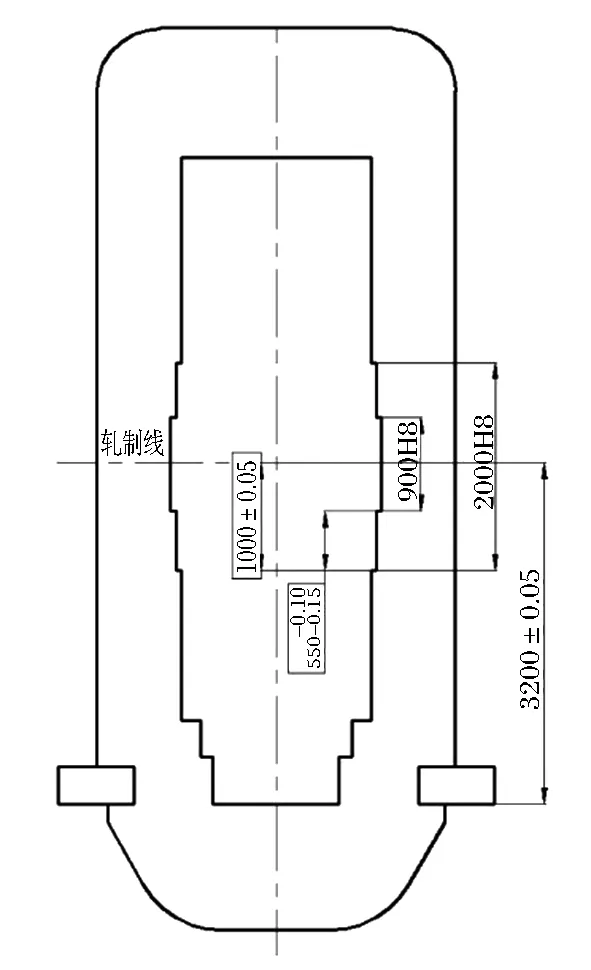
图3 牌坊关键尺寸Fig.3 Key dimensions of the frame
2.2 连接块、缸块质量控制点
连接块的顶面及缸块的底面在工作辊换辊时分别与凸块900mm凹口面贴合,因此这两个面应作为第一基准面A。150mm通槽作为换辊轨道,要求所有连接块及缸块该尺寸加工一致,允差<0.05mm,槽两面与A基准面平行度<0.05mm;针对连接块,150mm槽中心到连接块顶面(A基准面)的距离四件连接块应保持一致(图4);针对缸块,150mm槽中心到缸块底面(A基准面)的距离四件缸块应保持一致,尺寸允差均<0.05mm。
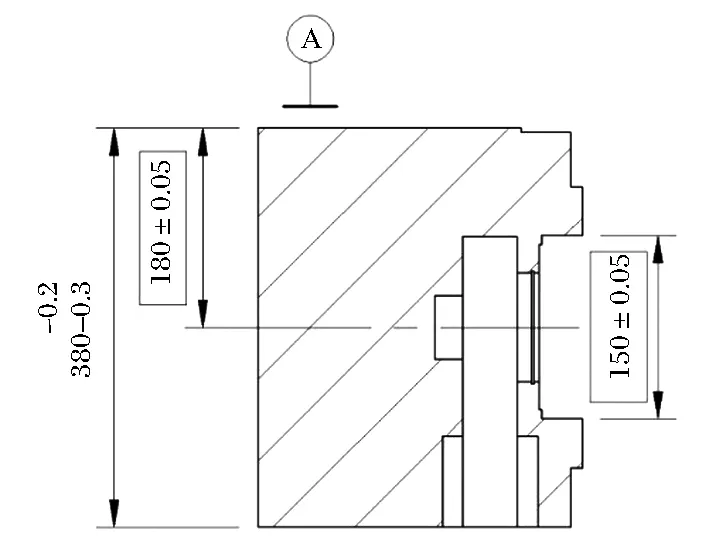
图4 连接块关键尺寸Fig.4 Key dimensions of the connection block
缸块上有油缸孔,在加工前应仔细核对油路走向,避免油孔与150mm通槽上轨道把合孔及缸块侧面钢衬板把合孔相贯穿;油缸孔口倒角应按15°加工且粗糙度达Ra1.6,便于活塞密封安装(图5)。
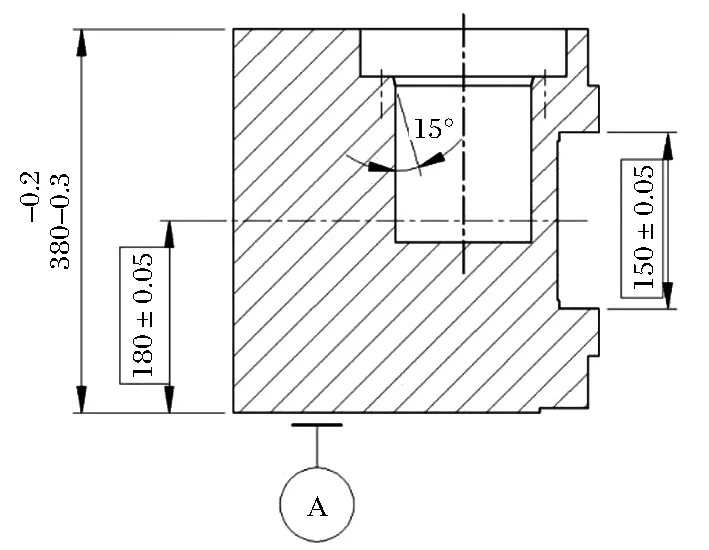
图5 缸块关键尺寸Fig.5 Key dimensions of cylinder block
2.3 滑块质量控制点
滑块上180mm通槽是中间辊换辊轨道,为了换辊灵活,要求所有滑块该尺寸加工一致,允差<0.05mm,槽两面平行度<0.05mm。600mm槽是滑块在凸块上滑动实现中间辊弯辊的滑道,在弯辊时要求滑块上下运动灵活无卡阻,因此该尺寸也应按一致加工(图6),同时600mm槽与180mm槽应垂直,允差<0.05mm。为了便于安装,滑块吊装孔位置也非常关键,上滑块可在顶面设置两处M24吊装孔,下滑块应设置在前后两端面,一端各一处,若设置在上面则在吊装时与凸块干涉,无法使用。
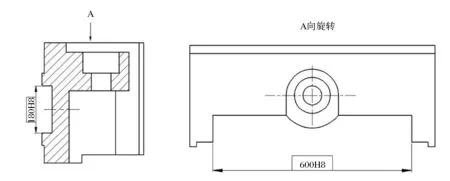
图6 滑块关键尺寸Fig.6 Key dimensions of slider
2.4 衬板质量控制点
弯辊装置上使用的衬板种类很多,主要分为钢衬板和铜滑板两大类。衬板以及对应安装的凸块、连接块、缸块和滑块上两处定位销孔中心距带±0.02mm公差,在制造阶段选择工艺路线时应按数控机床走坐标进行加工,避免手工划线钻孔加工导致孔距误差大,衬板无法实现精确定位装配。换辊轨道上的钢衬板在端头拼接处应加工出30°导向角,这样便于在换辊时轴承座能顺利滑入滑出,起到导向作用,同时也避免对应接触的铜滑板过快磨损。
2.5 换辊位检测与调整
为了保证装配后的实际换辊位置与设计相符,弯辊装置联装完成后需要对换辊位置进行检测,此工序通常需要在数控龙门铣床上完成,将弯辊装置整体平放于机床上,预先将图纸换辊位尺寸转换成凸块底面(基准A)至各换辊轨道底面的尺寸,在机床上打表检测并将实际数据与转换后的尺寸进行对比,误差超过0.05mm则需要进行调整。
工作辊换辊位调整可通过修配换辊轨道钢衬板厚度实现,中间辊换辊位调整通过修配安装在滑块活塞杆上的定位环厚度实现,调整完成后需要复检换辊位尺寸,直至满足图纸要求。
3 结构改进建议及总结
由于弯辊装置结构限制,滑块上活塞杆安装孔位不在中心,由于滑道上有间隙,滑块安装后会有倾斜的趋势,这样在中间辊弯辊时滑块会出现滑动不灵活或挤死的现象,也会使滑道上铜衬板磨损加大。为了克服这一情况,可以考虑在凸块上再增加一个平衡缸,中间辊弯辊时两个缸同时动作,使滑块在工作时处于水平平衡状态。
本文所述的质量控制点经过多套六辊冷轧机的制造过程不断总结完善,并通过在用户现场的生产验证,效果良好,整机性能均达到用户要求。