基于PROFIBUS通信的模块式自动生产线控制系统应用研究
2022-06-10武彩霞刘媛媛赵振荣王莉莉
武彩霞,刘媛媛,赵振荣,王莉莉
(无锡科技职业学院 智能制造学院,江苏 无锡 214028)
0 引言
“中国制造2025”的核心就是实现制造业智能升级,而实现制造业智能升级离不开工业通信网络的应用。
传统的单个控制器控制的自动生产线系统生产产品种类单一;而多个控制器组成的模块式自动生产线系统可以根据不同客户的需求,进行个性化产品定制,提升了生产线系统的柔性。模块式自动生产线系统中多个控制器则需要通过工业通信网络进行连接。
本文以模块式自动生产线控制系统为研究对象,系统中共有6个控制器,其中主站为西门子S7-300系列PLC,5个从站均为西门子S7-200系列PLC,应用PROFIBUS通信成功实现系统各单元之间通信,提升生产线的智能化程度,方便地实现了生产线系统的生产柔性。
1 模块式自动生产线系统
模块式自动生产线系统是一种典型的自动化系统,它可方便地根据用户的需求进行组合,满足客户对于不同生产过程的需求。本研究以供料、搬运、加工、安装、搬运与安装、分类等几个站组合而成的模块式自动化系统为研究对象。
图1显示了系统中工件从一站到另一站的物流传递过程:供料站将大工件按顺序排好后提升送出;搬运站将大工件从上料检测单元搬至加工站;加工站将大工件加工后送出工位;安装搬运站将大工件从加工站搬至安装工位放下。安装站再将对应的小工件装入大工件中。而后,安装搬运站再将安装好的工件送分类站,分类站再将工件送入相应的料仓。

图1 模块式自动化生产线系统工作过程示意图
系统综合应用了机械、气动、电机与电气控制、PLC、检测传感、网络通信等多种技术。该系统可作为教学平台,用于机械制造及其自动化、机电一体化、电气工程及自动化、自动化工程、控制工程、测控技术、计算机控制、自动控制、机械电子工程、机械设计与理论、等相关专业的教学和培训[1]。
2 PROFIBUS通信
2.1 工业通信网络技术
企业的通信网络可分为企业级、车间级和现场级3个级别。企业级用于企业的上层管理,为企业提供生产、经营、管理等数据,通过信息化的方式优化企业的资源,提高企业的管理水平。在企业级的通信网络中IT技术的应用十分广泛,如Internet和Intranet。车间级介于企业级和现场级之间。其主要任务是解决车间内需要协调工作的不同工艺段之间的通信。要求通信网络能够高速传递大量信息数据和少量控制数据,同时具有较强的实时性。对于车间级通讯网络,所使用的主要解决方案是工业以太网。现场级处于工业网络系统的最底层,直接连接现场的各种设备,包括I/O设备、传感器、变送器、变频与驱动等装置。所使用的通信方式比较复杂,对网络实时性和确定性要求很高。对于现场级通信网络,现场总线是主要的解决方案。最具有影响力的现场总线:PROFIBUS现场总线、基金会现场总线、Devicenet现场总线和CAN现场总线等[2]。
图2中所示为一西门子工业通信网络拓扑图实例。网络中分为监控、操作和现场3层,分别对应企业级、车间级和现场级三个网络级别。现场控制信号如I/O、传感器、变频器等,通过HART、ModBus等各种方式连接到S7-300 PLC上,PROFIBUS总线完成S7-300 PLC与现场设备的信息交流,可以很方便地进行第三方设备的扩展。现场层配备有两个数据同步的互为冗余的主站,保证现场层与操作层之间的数据信息的稳定可靠。中央控制室与操作员站、工程师站通过开发、标准的以太网进行数据的交换[3]。

图2 西门子工业通信网络拓扑图实例
2.2 PROFIBUS通信
PROFIBUS总线符合国际标准IEC61158,是目前国际上通用的现场总线标准之一,并以独特的技术特点、严格的认证规范、开放的标准、众多厂商的支出和不断发展的应用行规,成为现场级通信网络的最优解决方案,其网络节点数已突破1000万个,在现场总线领域遥遥领先。
PROFIBUS总线包括PROFIBUS-DP、PROFIBUSFM和PROFIBUS-PA三种。PROFIBUS-DP专为自动控制系统和设备级分散I/O之间通信设计,用于分布式控制系统数据传输,广泛适用于制造业自动化等系统中单元级和现场级设备高速通信。PROFIBUS-FMS解决车间级通用性通信任务,提高大量的通信服务,完成中等传输速度的循环和非循环通信任务,主要用于自动化系统中系统级和车间级的过程数据交换。PROFIBUS-PA专为过程自动化设计,标准的本征安全的传输技术,实现了IEC1158-2中规定的通信规程,电源和通信数据通过总线并行传输,主要用于面向过程自动化等系统中单元级和现场级通讯[4]。
由于本文研究的模块式自动生产线系统中主站为S7-300PLC,型号为CPU313C-2DP,其自带了两个DP口,故本文选用了Profibus DP通讯方式。从站均为S7-200PLC,需扩展通信模块EM277实现与S7-300PLC的Profibus DP通讯。
3 系统配置
本文研究的模块式自动生产线系统由六个站组成,每个站均为独立的单元,分别为上料检测单元、搬运单元、加工与检测单元、安装单元、安装搬运单元、分类单元。每个单元都安装在独立的型材桌上,均由通信接口板、电气网孔板、按钮控制板、I/O接口板、各种传感器、警示灯、各类电磁阀和气缸等组成。以搬运单元为例,如图3所示,在工作台面上主要有机械本体:气动机械手爪、单杆气缸、双导杆气缸、旋转气缸、摆台,调压过滤器,电磁阀组和I/O接口等;在按钮控制板上有急停按钮、开机按钮、复位按钮、调试按钮、手/自动选择开关、单机/联机选择开关、停止按钮和上电按钮组成;电气网孔板上有电源总开关、控制器、通信模块走线槽等;为了便于移动,各实训桌下方均安装了万向轮。
各个单元均有控制器,可以实现单站独立运行。各站控制器之间通过Profibus通信,可以实现联机运行。各个单元的控制器安装在各自的电气网孔板上,如图3中的控制器。

图3 搬运单元外形图
本文中模块式自动生产线系统的各站控制器及通信模块配置见表1,主站为S7-300PLC,自带两个DP口,可直接进行Profibus DP通信;从站均为S7-200PLC,每个站需扩展通信模块EM277,才能实现与主站之间的Profibus DP通信。

表1 MPS系统配置表
搬运单元、安装单元、安装搬运单元驱动部分为纯气动,选择价格相对便宜的继电器输出类型的PLC即可满足使用。加工与检测单元和分类单元中因用到了步进电机,控制器需选择可以发送高速脉冲的晶体管输出类型的PLC方可满足使用。
4 硬件组态与通信设置
本文研究的模块式自动生产线系统,以S7-300 PLC为主站控制器,5个从站控制器均为S7-200 PLC。系统中应用PROFIBUS通信,需进行在S7-300 PLC编程软件SIMATIC Manager中硬件组态,在系统实物中进行硬件设置,还需进行系统通信地址的分配,具体如下所述。
4.1 硬件组态
在S7-300 PLC编程软件SIMATIC Manager中硬件组态,插入300站点,在STEP 7中组态S7-300主机架(rail),1号槽放置电源模块PS 307 5A,2号槽放置CPU模块CPU313C-2DP。PROFIBUS属性设定传输率为1.5MPS,配置文件选择DP,如图4所示。S7-300 PLC作为PROFIBUS-DP的主站系统,从站的S7-200 PLC通过EM277模块连接到PROFIBUS-DP网络中,在STEP 7的硬件目录中选取EM277模块,如图5所示,双击进行添加即可。从站站号分别设置为4、5、6、7、8,硬件组态完成后如图6所示。

图5 S7-300 PROFIBUS DP中选择EM277模块

图6 S7-300 PLC编程软件中的硬件组态截图
4.2 网络连接器设置
在编程软件中组态好后,在各站的S7-200 PLC扩展的EM277模块中还需要进行硬件设置。首先设定各站的EM277模块地址,用一字螺丝刀调节模块上的编址开关,各单元模块地址出厂设定为4、5、6、7、8。然后将DP联线首端出线的网络连接器接到300主机的DP口上,其他网络连接器依次接到各从站的EM277模块DP口上,将联线末端网络连接器上的终端电阻开关打到“ON”位置,其他网络连接器上的终端电阻开关全部打到“OFF”位置。EM277模块地址和网络连接器,终端电阻设置如图7所示。

图7 EM277模块地址和网络联接器终端电阻设置
4.3 通信地址分配
PLC从站与主站的地址对应示例见表2。以4号站为例说明,程序分配了I30.0~I37.7、Q30.0~IQ30.7作为输入输出的点数。其中,S7-200 PLC向S7-300 PLC传送的数据作为输入型数据,S7-300 PLC向S7-200 PLC传送的数据作为输出型数据。

表2 PLC从站与主站数据对应示例表
在S7-200 PLC的程序中,V0.0~V7.7是作为S7-300 PLC向S7-200 PLC传送数据的输入点使用的,V8.0~V15.7是作为S7-200 PLC向S7-300 PLC传送数据的输出点使用的,在S7-200 PLC中作为输出给S7-300 PLC的数据,可以是Q*.*,也可以是I*.*,而作为S7-300 PLC输出给S7-200 PLC的数据,可以是Q*.*,或者是I*.*,例如S7-200 PLC的I0.0,可以通过V8.0~V15.7间任一点传送到S7-300 PLC主站上去,也可以让S7-300 PLC主站通过V0.0~V7.7间任一点传送到S7-200 PLC上来。
在各站程序中M5.*由V3.*输入,M6.*由V14.*输出。在S7-300 PLC程序中,各从站站点的数据对应到S7-300 PLC站点时见表3。
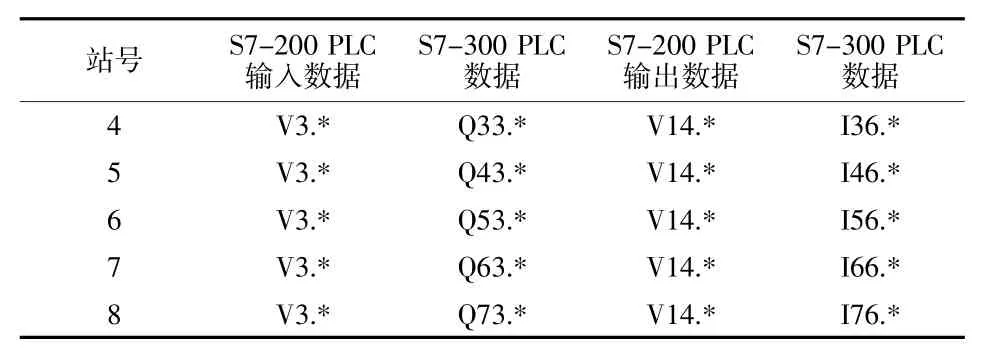
表3 各从站与主站数据具体对应表
5 结束语
PROFIBUS通信在模块式自动生产线系统中已成功应用,系统既可单机运行,亦可联机运行。通过PROFIBUS网络可以轻松地访问到主站和各从站PLC,方便地实现进行程序的下载、上传和调试。通过PROFIBUS网络,主站和从站之间可以实现信息共享,来按照系统要求完成各项动作,提高了系统可靠性和抗干扰能力,达到了较好的控制效果。该模块式自动生产线系统已作为教学平台,用于培养学生的机、电、气等技术的综合应用能力。
