3D打印用光固化树脂产品性能研究
2022-06-09衣惠君张清怡摆音娜
衣惠君,汤 明,张清怡,摆音娜
(北京燕山石化高科技术有限责任公司,北京 102500)
0 前言
SLA 3D打印是最早出现的3D打印技术,其经过30多年的发展,先后出现了液态树脂固化或SLA、数字光处理、液晶显示、连续无分层液体界面提取技术、双光子3D打印、全息3D打印等多种打印技术。SLA成型技术以光敏树脂为原料,通过计算机控制激光按零件的各分层截面信息在液态的光敏树脂表面进行逐点扫描,被扫描区域的树脂薄层产生光聚合反应而固化,形成零件的1个薄层;1层固化完成后,工作台下移1个层厚的距离,然后在固化好的树脂表面再敷上1层新的液态树脂,直至得到三维实体模型(图1)。SLA 3D打印技术显著的特点是制品尺寸精度高、表面质量优、成型速度快、能耗低,因此在生物医疗、人工智能、微电子、皮革、鞋业、制衣、人体工学等许多领域都有良好的应用且应用前景广阔。
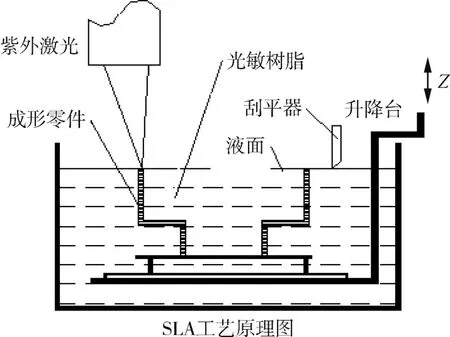
图1 SLA 3D打印成型原理Fig.1 Principle of SLA 3D printing molding
SLA成型技术的核心问题之一是光敏树脂的开发。3D打印用光敏树脂必须挥发性小、黏度低、稳定性好、固化快、收缩率低,固化后有较好的力学性能及热稳定性;此外,其在打印过程中及其成型制品应无毒、无刺激性气味[1]。SLA树脂一般由感光性树脂、光引发剂、活性稀释剂及各种助剂(活性稀释剂、流平助剂)复配而成。其中感光性树脂可以是低分子量单体及或预聚体,活性官能团可以是不饱和双键或环氧基,单体和预聚体在紫外光照射下由光敏剂引发聚合,进而交联固化。本文中制备的硬质SLA树脂由光活性树脂环氧树脂、二丙烯酸酯、三丙烯酸酯、光引发剂组成,通过研究不同组分对体系性能的影响,最终确定硬质SLA树脂产品的配方。
1 实验部分
1.1 主要原料
双酚A环氧丙烯酸酯,分子量1 200左右,广州市利厚贸易有限公司;
二丙烯酸酯、三丙烯酸酯,纯度90%,广州市利厚贸易有限公司;
光引发剂,2-羟基-2-甲基-苯基-1-丙酮,纯度75%,广州市利厚贸易有限公司。
1.2 主要设备及仪器
紫外光固化机,UPP3-634,依瓦塔(上海)精密光电有限公司;
电子万能材料试验机,4302,美国INSTRON公司;
平板流变仪,RS1,德国HAAKE公司;
电子比重计,DH-300,深圳市达宏美拓密度测量仪器有限公司;
3D打印机,IMake S1,成都思维智造科技有限公司。
1.3 样品制备
称取低聚物双酚A环氧丙烯酸酯,将其与活性稀释剂二丙烯酸酯、三丙烯酸酯混合,将其在室温下充分搅拌均匀;再避光称取光引发剂,加入到上述混合物中,在室温下充分搅拌直至成为均匀淡黄色透明液体,即SLA树脂;以黑色塑料桶包装所得产品。
1.4 性能测试与结构表征
固化收缩率测定:用分析天平称量干燥比重瓶的质量(W0,g),然后向其中装入蒸馏水并放入恒温水浴槽,恒温后塞上塞子,多余的水会从毛细管溢出,此时用滤纸将水擦去再称量比重瓶质量(W1,g);倒出比重瓶中的蒸馏水,将其烘干后装入被测树脂,采用相同方法恒温后称其质量(W2,g);液态树脂密度(ρ1,g/cm3)按式(1)计算:

式中ρ水——水的密度,g/cm3
用电子比重计测定树脂固化后固态聚合物的密度(ρ2,g/cm3,以水为介质);根据ISO 3521:1997,液态树脂固化收缩率(S,%)按式(2)计算:

动态流变性能分析:采用平板流变仪进行测试,测试板为60 mm钛合金平行板,测试应变值为1%,测试频率为0.01~100 Hz,测试温度为30℃;
黏度测定:采用平板流变仪于不同温度下测试液态SLA树脂的静态黏度,测试采用梯度升温模式,温度梯度为2℃,测试温度区间为25~80℃;
拉伸强度测试:将SLA树脂置于紫外光固化机下,在光源主波长为365 nm下进行3D打印,获得哑铃状测试样条,将其在恒温恒湿箱调节48 h后,采用电子万能材料试验机按照GB/T1040.2—2006测试样品的拉伸性能,拉伸速率为2 mm/min,测试温度为25℃。
2 结果与讨论
2.1 各组分含量对SLA树脂力学性能的影响
双酚A环氧丙烯酸酯是一种低聚物,其在SLA树脂中可加快固化、减少收缩、参加固化反应。由表1可见,在其他成分含量相同情况下,随着双酚A环氧丙烯酸酯含量的增加,树脂固化物的拉伸强度先逐渐增大;随着其含量的继续增加,树脂固化物的拉伸强度变化不大,且低聚物继续增加时SLA树脂的黏度也会增大,SLA反应速率会相应减小。因此,要保证树脂具有较大拉伸强度的同时固化反应速率又不会太低,就要控制好低聚物和稀释剂含量配比。

表1 各组分含量对SLA树脂固化物拉伸强度的影响Tab.1 Effect of content of different component on tensile strength of SLA resin cured product
二丙烯酸酯稀释剂含有可光聚合官能团,不仅可以溶解和稀释低聚物,还会参加SLA过程。从表1可以看出,随着二丙烯酸酯含量的增加,树脂固化物的拉伸强度逐渐减小。这是因为在树脂体系中,固化物的基本性能主要是由低聚物双酚A环氧丙烯酸酯决定的,稀释剂含量的增大会造成低聚物含量的下降,必然会对固化物的力学性能造成不良影响。但稀释剂含量不可过低,稀释剂含量过低会造成树脂体系黏度增大,分子移动位阻增大,SLA速率减慢,会降低其可使用性和生产效率。三官能团活性稀释剂的SLA速率快。从表1可以看出,随着三丙烯酸酯含量的增加,树脂固化物的拉伸强度也逐渐下降。
2.2 各组分含量对SLA树脂黏度的影响
黏度是衡量SLA树脂可流动性、可加工性能的一个重要指标,适中的黏度有利于提高制件制作速率和精度。不同类型稀释剂对树脂黏度的降低效果受到其自身分子量及分子结构影响。添加一定含量稀释剂能够有效降低SLA树脂的初始黏度,使其获得充分的流动性,使活性中心和单体更易于扩散,提高反应速率[2]。图2展示了改变SLA树脂中稀释剂及双酚A环氧丙烯酸酯含量及温度对树脂体系黏度的影响。可以看出,温度变化对树脂黏度影响很大;随着温度的升高,树脂黏度下降;25℃左右时,微小的温度变化都会引起树脂黏度的大幅度变化;虽然提高温度可以达到降低树脂黏度的目的,但为了防止温度过高造成树脂发生热固化,在3D打印时不宜使用过高的温度。另外,树脂体系中双官能度稀释剂含量变化对树脂黏度也有较大影响,本研究选择的二丙烯酸酯稀释剂含有甲基短支链,使得分子间距离增加,分子间作用力相对减少,因此双官能团稀释剂含量对黏度的影响幅度相对三官能度稀释剂更缓。三官能度稀释剂分子量较大、黏度较大,在SLA树脂中主要起到提高交联密度及SLA速率的作用,其含量增多对SLA树脂黏度影响较大,因此只在SLA树脂中加少量三丙烯酸酯。双酚A环氧丙烯酸酯为低聚物,本身具有较高的黏度,对树脂黏度的影响起主要作用;同一温度下,随着其含量的逐渐增多,树脂黏度逐渐增大。综上可知,要使树脂有较好的可流动性就要控制好低聚物与稀释剂及稀释剂中不同官能度稀释剂的配比。
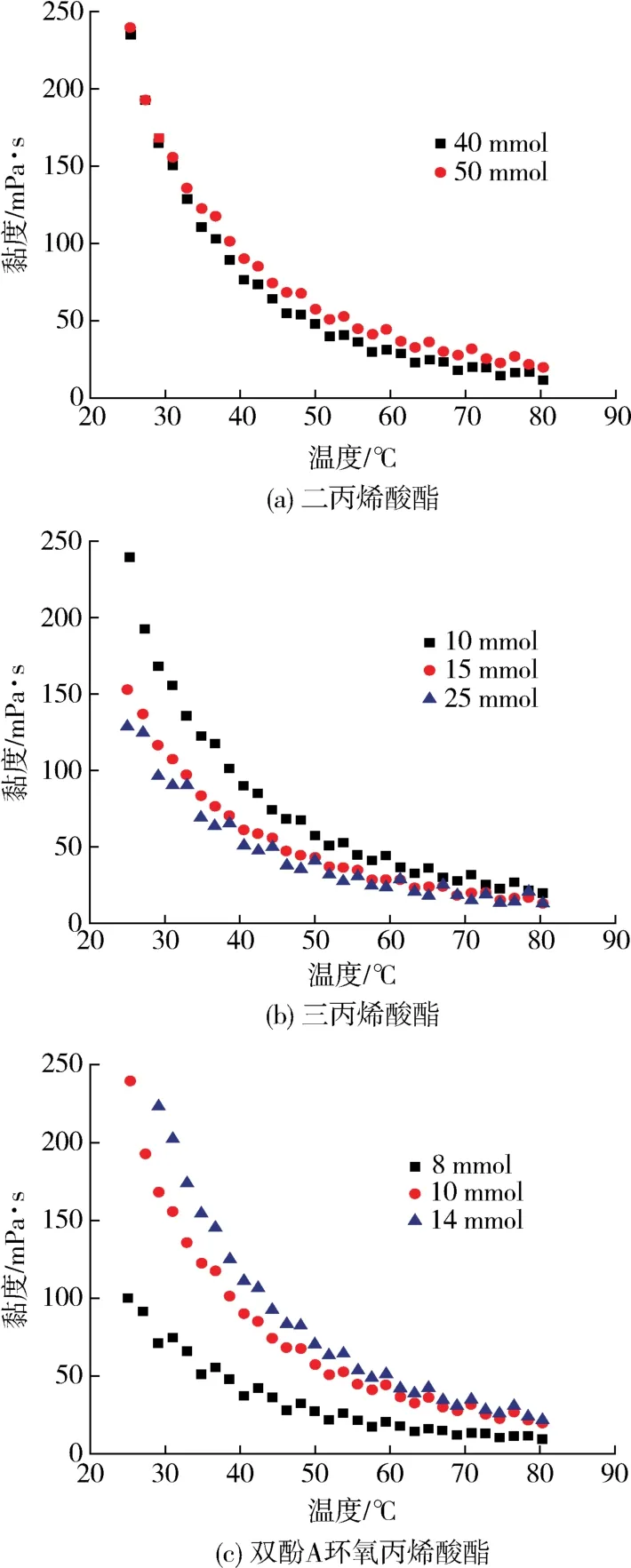
图2 各组分含量对SLA树脂黏度的影响Fig.2 Effect of content of different component on viscosity of SLA resin
2.3 各组分含量对SLA树脂体积收缩率的影响
SLA树脂的体积收缩率是SLA树脂的重要物性指标。在激光快速成型中,SLA树脂受紫外光照射时光引发剂吸收光能后会光解出活性自由基,引发光敏活性种聚合,使树脂中的小分子逐渐聚合成长链大分子,树脂体系中原先分子间部分范德华力的作用距离变成了共价键距离[3];由于共价键距离小于范德华力作用距离,光反应后会造成较大的体积收缩。另外,液态树脂聚合后,原先杂乱无章的小分子逐步聚合成相对规整的大分子,也会造成一定的体积收缩[4]。收缩的存在会导致收缩应力的产生,从而引起成型零件的翘曲变形,影响零件制造精度。
SLA树脂中各组分含量对树脂固化物体积收缩率的影响见表2。可以看出,SLA树脂中不同组分含量变化对树脂SLA体积收缩率的影响不同,这是由于树脂中各组分的分子结构及其相互之间的排列方式不同,使其宏观上表现出密度差异。其中,二丙烯酸酯为双官能团稀释剂,随着其含量的增加,树脂的体积收缩率逐渐减小。这是因为随着体系中双官能度稀释剂含量的逐渐增加,树脂黏度逐渐减小,SLA反应速率也增大,聚合物来不及收缩便已经聚合,因此体积收缩率逐渐减小。随着三官能团稀释剂含量的增加,树脂体积收缩率逐渐增大。这是因为树脂固化后,三官能度的单体分子交联密度大、交联点多,明显限制了链段的运动,同时分子内各原子间相对位置和距离发生较大变化,因此随着其含量的逐渐增大,树脂固化物的交联密度逐渐增大,固化体积收缩率也就越大。随着双酚A环氧丙烯酸酯含量的增加,SLA树脂体积收缩率先减小后增大的趋势。分析可知,在一定范围内,随着低聚物含量的增加,树脂体系中双键浓度相对减小,则由SLA收缩机理可得出,体系中双键浓度越小,则体系收缩程度越小;但随着低聚物含量继续增加,体系中稀释剂含量相对减小,树脂的SLA反应速率逐渐减慢,体积收缩率增大,这一点同样在稀释剂含量变化对树脂体积收缩率的影响方面得到印证。
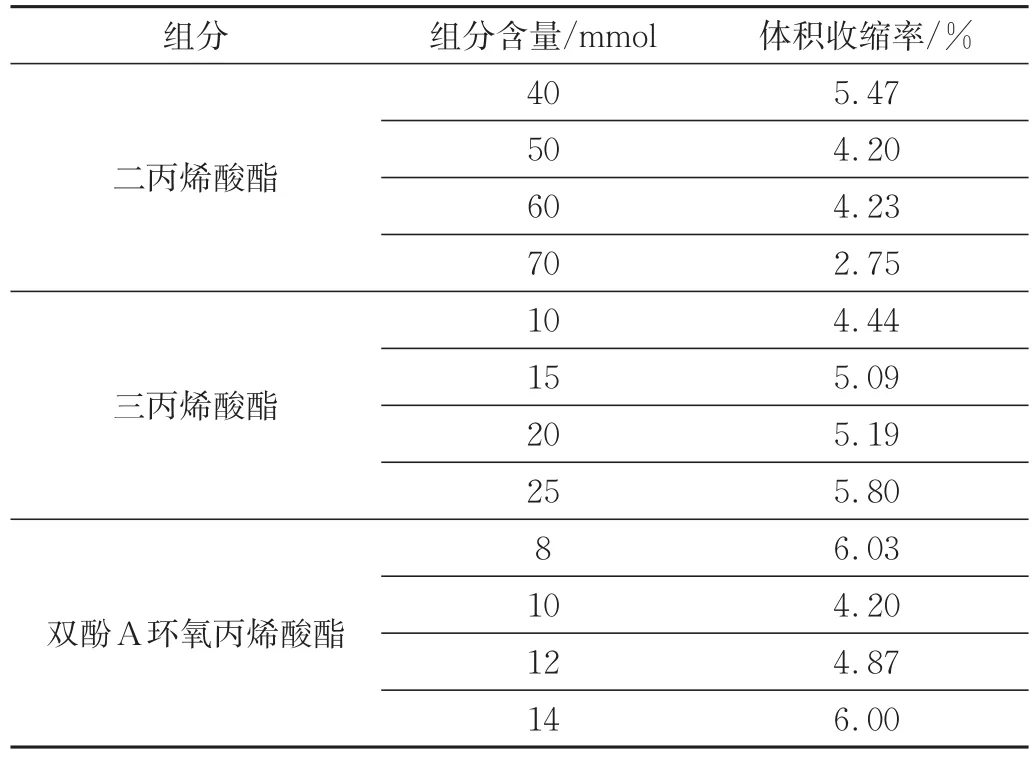
表2 不同组分含量对SLA树脂体积收缩率的影响Tab.2 Effects of content of different component on volume shrinkage of SLA resin
3 打印测试
综合第2节讨论的各影响因素确定较适合的SLA树脂的配方,即低聚物双酚A环氧丙烯酸酯2 mol,活性稀释剂20 mol,光引发剂适量。在25℃下对该配方的物性和固化后性能进行测试,得到该SLA树脂黏度为 240.8 mPa·s,拉伸强度为 47.1 MPa,断裂伸长率为5.62%,弹性模量为145 1 MPa,弯曲强度为72.5 MPa,弯曲模量为242 9 MPa,液体密度为1.11 g/cm3,固化物密度为1.16 g/cm3,体积收缩率为4.44%。将该SLA树脂材料用3D打印机进行实物打印,盛装SLA树脂的液槽温度为25℃,紫外激光波长为355 nm,制作了埃菲尔铁塔、皇冠、钢琴等物品(图3)。结果表明,各物品尺寸与计算机辅助设计软件设计尺寸吻合且制作轮廓清晰,说明配置的SLA树脂作为3D打印立体光刻快速成型材料时收缩率低、应用效果好。

图3 SLA树脂打印制品Fig.3 Printed products made of SLA resin
4 结论
(1)在采用SLA工艺制造产品时,一方面SLA树脂的黏度要尽可能低、SLA速率尽可能快,以提高成形速率;但另一方面,作为稀释剂使用的单体含量不可过高,单体含量过高会导致SLA树脂中双键含量过多,最终导致树脂固化后收缩严重,难以保证制件的成形精度;
(2)在制备不同性能的SLA树脂材料过程中,确定SLA中稀释剂与低聚物含量时要综合考虑树脂强度、树脂黏度以及树脂的固化体积收缩率等各因素的影响。
