质量工具在外包过程质量控制中的应用
2022-06-09厉沙沙丁宁刘腾飞陈宗强
厉沙沙 丁宁 刘腾飞 陈宗强
(1.中国航发北京航空材料研究院,北京 100095;2.空装驻北京地区第六军事代表室,北京 101300)
0.引言
随着中国航空发动机集团公司的成立,国家对应用型研究所的要求由自主研发扩展到试制生产。而传统的应用研发研究所生产资源有限,为确保产品的交付进度,在“小核心、大协作”的生产经营模式下,研究所充分调动外部资源,将非优势、技术含量低的工序通过传递外部资源来释放压力,集中内部资源提升自身技术优势以提高企业核心竞争力。更有甚者,在研究所资源有限的条件下,为保证交付进度,有些关键工序和特殊过程也存在外包的情况。目前形势下,外包是某些产品必须经历的一个工序,也是研究所在控制质量方面必须面对的一个重要环节。
文章以铝合金模锻件的机加工外包为实践载体,以研究所AEOS理论为指导,以提高外包产品的质量和批次稳定性为目标,聚焦产品质量、成本、效率等突出问题,协助外包方提升技术水平和管理水平,采用质量工具,控制机加外包过程,让外包方能向研究所提供长期、稳定、可靠的服务,达到双方共赢,实现资源利用最大化。
1.主要工具与做法
本文围绕研究所外包过程的质量控制,探索与外包方将机加类外包方的生产过程能力纳入研究所监控范围,深入外包现场,采用鱼骨图分析关键因素;采用MSA[1](测量系统分析)与培训相结合提高测量系统可信度;通过能力分析与可视化、标准化项结合,降低质量事故风险;利用SPC[2](生产控制)图实时监控,及时处理过程中,在以上基础上研究所与外包方全方面深入合作,互促互进,系统提升外包产品的质量和批次稳定性,缩短加工周期,提升产品质量控制,形成互促型外包机加过程管理模式。
1.1 使用质量工具分析关键因素
外包方技术能力和管理水平直接决定了产品质量及成本,是外包过程管理的关键所在。在外包初期,外包方加工技术水平不稳定,导致产品质量波动,生产节拍不能满足研究所进度要求。针对这些问题,研究所可组织相关人员深入外包现场,查找问题。
首先统计产品尺寸、加工节拍等高频问题,针对问题逐项了解现场生产情况,结合产品特点,综合表观现象和主要矛盾,充分运用鱼骨图(见图1)工具全面评判过程控制缺陷,在“人机料法环测”6个方面找准问题根源:(1)人员操作不熟练,动作不协调,导致锻件在装卡时接触面不平行并且进度慢;(2)人员对加工流程不熟悉,造成编程加工不顺畅;(3)卡具端面不平行,造成锻件加工尺寸偏差不符合要求;(4)卡具设计不合理,操作动作无法一次完成,导致加工进度慢;(5)卡盘张合力大,造成锻件撑变形;(6)锻件毛坯尺寸有偏差,导致加工基准点无法合理确定,从而造成锻件局部加工量不足;(7)空间布局狭窄、物料存放间隔距离大,导致物料周转过程复杂,影响进度。(8)测量操作手法不一致,导致测量尺寸有误差。
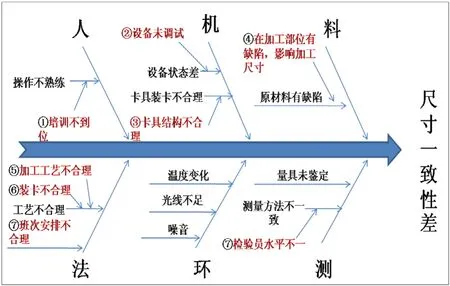
图1 鱼骨图分析尺寸一致性差的影响因素
1.2 结合可视化和标准化建立交流平台
在外包过程中,为加强双方沟通有效性,可协助外包方建立并运行问题信息反馈板,用于每日的信息反馈和问题沟通。在信息反馈时,需要包含以下内容:(1)生产流程、生产计划及执行情况状况;(2)各工序合格率、一次交检合格率及最终合格率等产品质量数据;(3)包含质量问题在内的现场存在的各种异常状况。在建立以上可视化反馈的基础上,双方均可及时了解外包过程进度、产品质量情况,并对发生的质量、进度异常进行沟通处理。
建立操作者标准作业并进行可视化。研究所可根据外包方的设备情况和加工工艺,指导外包方制订操作者标准作业指导书,并合理利用信息化达到操作现场的快捷查询。操作者标准作业既是现场操作的依据,也可作为人员培训教材,其制订进一步提高了产品的质量稳定性。
1.3 优化流程
在完成初期的外包过程平台搭建后,研究所组织双方团队共同探讨,深入挖掘,寻找外包初期整体流程的待改善点,进一步优化外包流程,信息流由传统模式向智能化转化,关注点也由结果检验向操作过程控制转化。改善前后的流程图,如图2所示。

图2 改善前后的流程图
1.4 MSA(测量系统分析)结合培训提高测量系统可信度
在传统的检验方法中存人员、工具、方法、环境及被测对象导致的测量系统不可信,因此需要进行测量系统分析。首先采用MSA分析变差来源,随后采取措施来保证测量系统的重复性和再现性。为使测量系统可靠,研究所组织专业质量检验人员对供方的检验人员进行理论及实际操作培训。培训内容主要包含:(1)测量锻件时测量工具使用及维护注意事项;(2)测量时测量点的选取及测量数据读取注意事项;(3)产品批次管理及出现不合格品时的处理方法。培训后的分析结果,R&R为28.01%,测量系统可接收。研究所质检人员的介入,一方面可提升提高了测量系统的可信度使供方可更了解,如图3所示,并协助外包方质量控制,形成一种紧密的互促合作关系,资源得到有效互补,实现资源利用最大化。
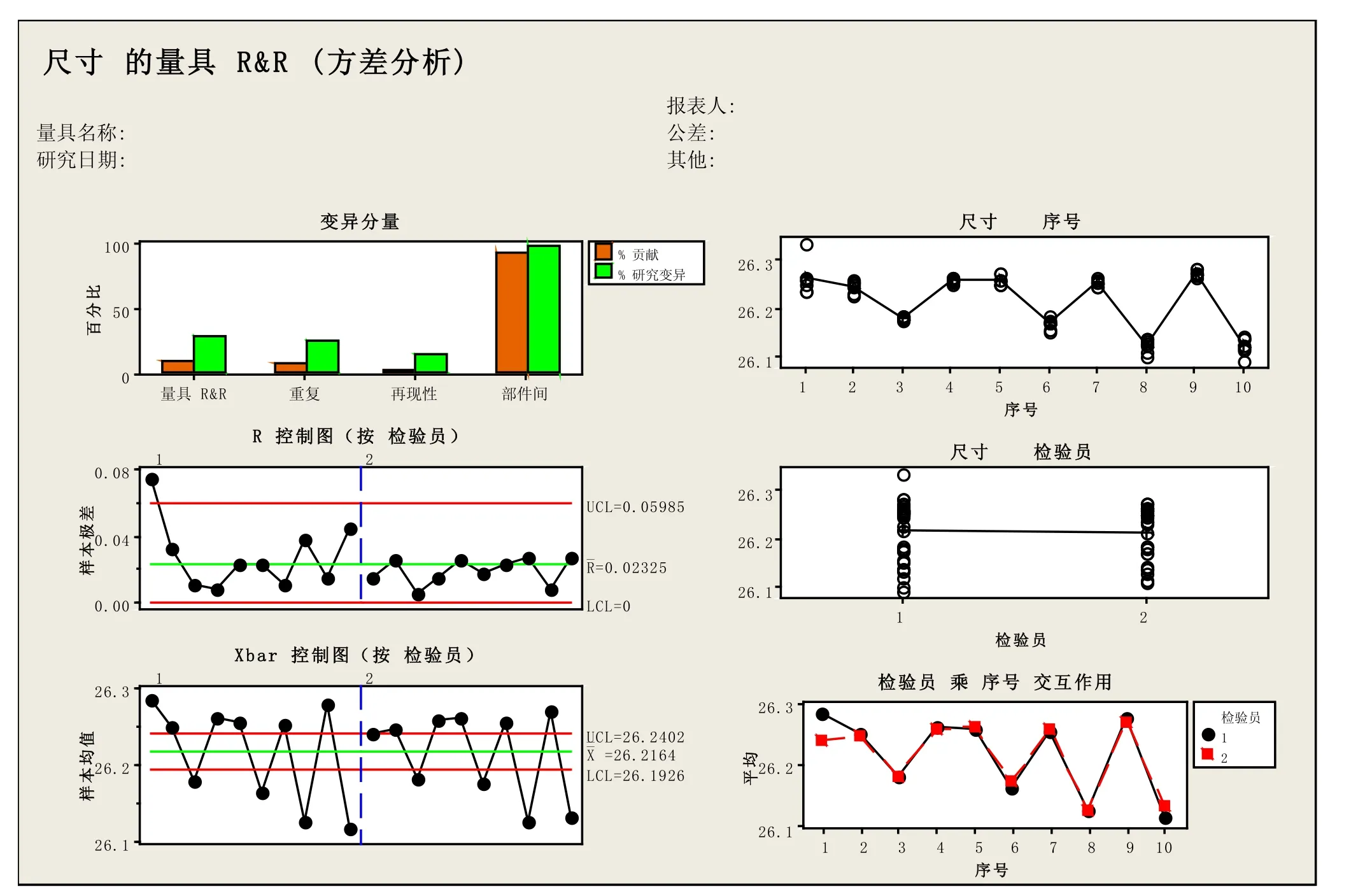
图3 测量系统给分析(改善后)
1.5 能力分析,保证在质量事故风险在可控范围内抽检
根据收集数据,计算各个尺寸的机加工过程能力,以裙边高度的机加工过程能力为例,如图4所示,Cpk值为2.09(根据统计学与六西格玛理论所述,当Cpk≥1.33,认为过程可基本满足要求[3]),可保证产品批次稳定性,在此基础上研究所与供方进行充分沟通,本着既能降低成本又可控制质量的原则,对产品的抽检要求进行详细的规定。
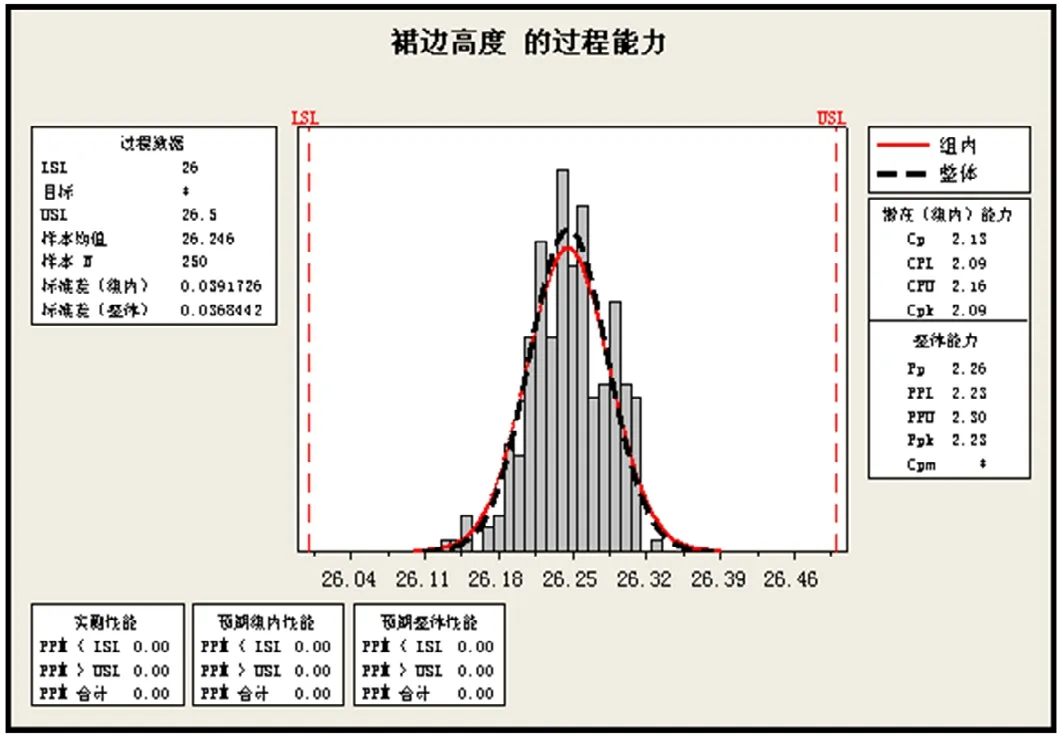
图4 过程能力分析
1.6 实时监控,建立现场SPC图
SPC控制图是一种带有控制界限反应过程质量的记录图形,不仅能将数值以曲线表示出来,以观其变异之趋势,且能显示变异属于偶发性或非偶发性,以指示某种现象是否正常,从而采取适当的措施。
在测量系统以及加工过程能力可接受后,为及时反馈加工过程中的异常情况,缩短外包方质量问题的反应时间,提升外包方质量管控水平,协助外包方在加工现场建立SPC控制图,如图5所示,分析SPC图以发现过程异常现象,并对加工系统及时进行调整,以避免批量不合格品的产生。SPC工具在外包方的推送和协助使用,提升外包方对质量问题的反应能力,可有效避免其中一方操作不规范带给另一方不良影响的可能。
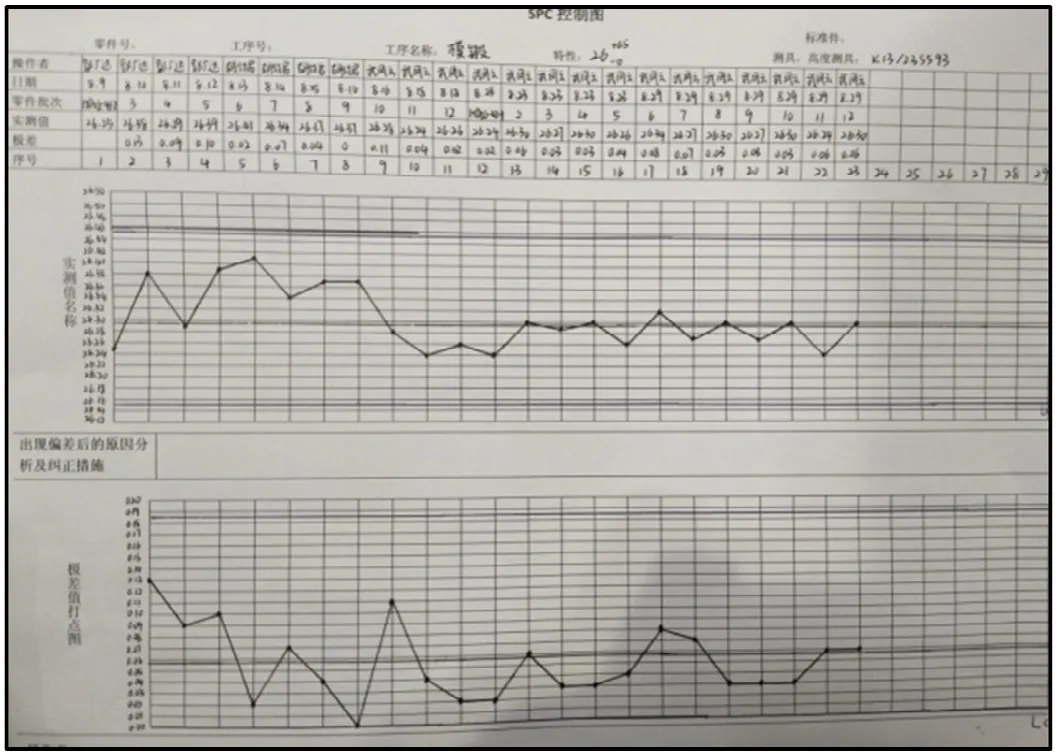
图5 外包现场建立SPC控制图看板
1.7 利用PDCA循环改进
为确认外包过程控制无死角,外包全流程管控无遗漏,研究所结合以上质量工具使用PDCA循环对外包过程进行循环改善。
P-在选定外包方之后,根据前期试加工样品的检验情况,和外包方签订质量保证协议,包括涉及的人员、设备、物料排产、节拍、操作方式的标准化、质量队伍的保证和验收的要求等。
D-外包方根据研究所的要求实施外包过程,研究所除日常的过程审核和监督外,协助外包方建立并持续SPC图、问题反馈看板,对加工过程实施实时监控,以便发生异常现象时随时进行调整。
C-在入厂验收时,对照签订的质量协议,抽检样品是否达到预期目标,量化长期过程能力指数,无法达到要求时,应采取相应措施,协助外包方解决问题,如到外包方检查加工因素是否存在变异,技术人员前去现场协助解决技术问题,质检人员对外包方质量人员进行培训等。
A-根据检查的结果采取措施,巩固成绩,吸取教训。对于固化动作纳入签订的质量协议中。
2.结语
2.1 扩宽外包过程监管广度和深度,实现产品全流程过程控制
本项目从量化外包过程能力指数,提出外包过程需改进之处,用直观的SPC控制图等来实现外包过程的质量情况。实现产品全流程过程的控制,打破传统的事后整改的做法,做到事前预防、事中控制,由可控的过程确保良好的结果。
2.2 改变合作方式,实现双方合作共赢,搭建互促型外包管理模式
铝合金模锻件在外包的过程中,在加工初期,加工尺寸不稳定,装卡不稳定,导致质量波动较大,研究所技术人员多次到供方共同探讨解决装卡问题,可加快加工节拍,稳定加工合格率;利用MSA并对研究所质检人员对外包方检测人员进行培训,宣贯研究所的质量体系要求,提高外包方测量系统的可信度及质量管控能力。研究所对外包方的沟通以及协助可深化双方合作,调动外包方的积极性,外包方积极参与反馈问题、解决问题,可直接提升外包产品的品质,搭建成互促型外包管理模式。
2.3 提高研究所的软实力,外包产品质量明显提升
随着近年来军民品铸锻件需求日益增多,订单量日益增加,而铸、锻件产品工序繁多,研究所类机构设备能力有限,外包成为提升生产效率的有效途径之一。
本研究聚焦影响产品交期、质量的主要因素,意在改变合作双方在法律上的关联关系,包括双方定位,双方形成一种互促型长期的战略合作关系,通过长期稳定的合作、有效的资源整合,实现资源利用最大化。同时,对外包过程深入管理的探索和实施,为批量外包产品质量控制提供了参考,可提高铝合金铸锻件机加工外包过程的管理能力,拓展产品全流程管理的软实力,有效缩短外包产品交付周期,全面提高产品质量。