水泥企业烘干系统的计算机控制
2022-06-08王金山山西职业技术学院山西太原030006
□□ 王金山 (山西职业技术学院,山西 太原 030006)
引言
水泥生产过程中,对各种原料、燃料以及其他配料都必须进行烘干处理,确保物料中的水分能达到水泥生产工艺要求,否则物料在粉磨、输送和储存仓内会发生堵塞和结拱现象,并严重影响产品产量和质量,增加能耗,导致生产不能正常进行。烘干系统的主要质量指标为烘干产量、能耗和物料中的水分。这就要求企业既要增加产能、降低能耗,又要达到水分合格率,保证产品质量。因此,对水泥企业烘干工艺的自动控制系统进行必要的设备配套及改造,在保证产品质量的前提下,提高物料烘干效率,增加产能,降低能耗具有十分重要的意义。
1 水泥企业烘干系统现状
目前,我国大部分水泥厂采用操作简单、对物料适应性较好的回转式烘干机及其烘干系统来烘干物料。烘干系统的能耗约占整个生产过程总能耗的10%~15%,且粉尘污染严重。因此,烘干系统的节电、节煤、增产、除尘十分重要。水泥企业一般采用沸腾炉燃烧室技术,该技术取得了一定的节能、增产效果,在国内得到了发展,但各企业取得的效果并不一致。部分企业使用后节煤效果达到30%以上,产量也有大幅度提高,而且还可以使用炉渣、劣质煤等作燃料,为水泥企业取得了很好的经济效益,节能效果良好。部分企业节能效果差,仅节能10%~20%,有些企业甚至未取得效果。分析原因主要是沸腾炉的操作是人工操作,操作人员的操作水平有高有低,再加上关联设备不配套等原因造成。因此,对烘干系统进行计算机自动控制,可以消除人工操作的影响,保证产品质量,提高物料烘干效率,增加产能,降低能耗。
2 微机自动控制原理
计算机自动控制原理如图1所示。
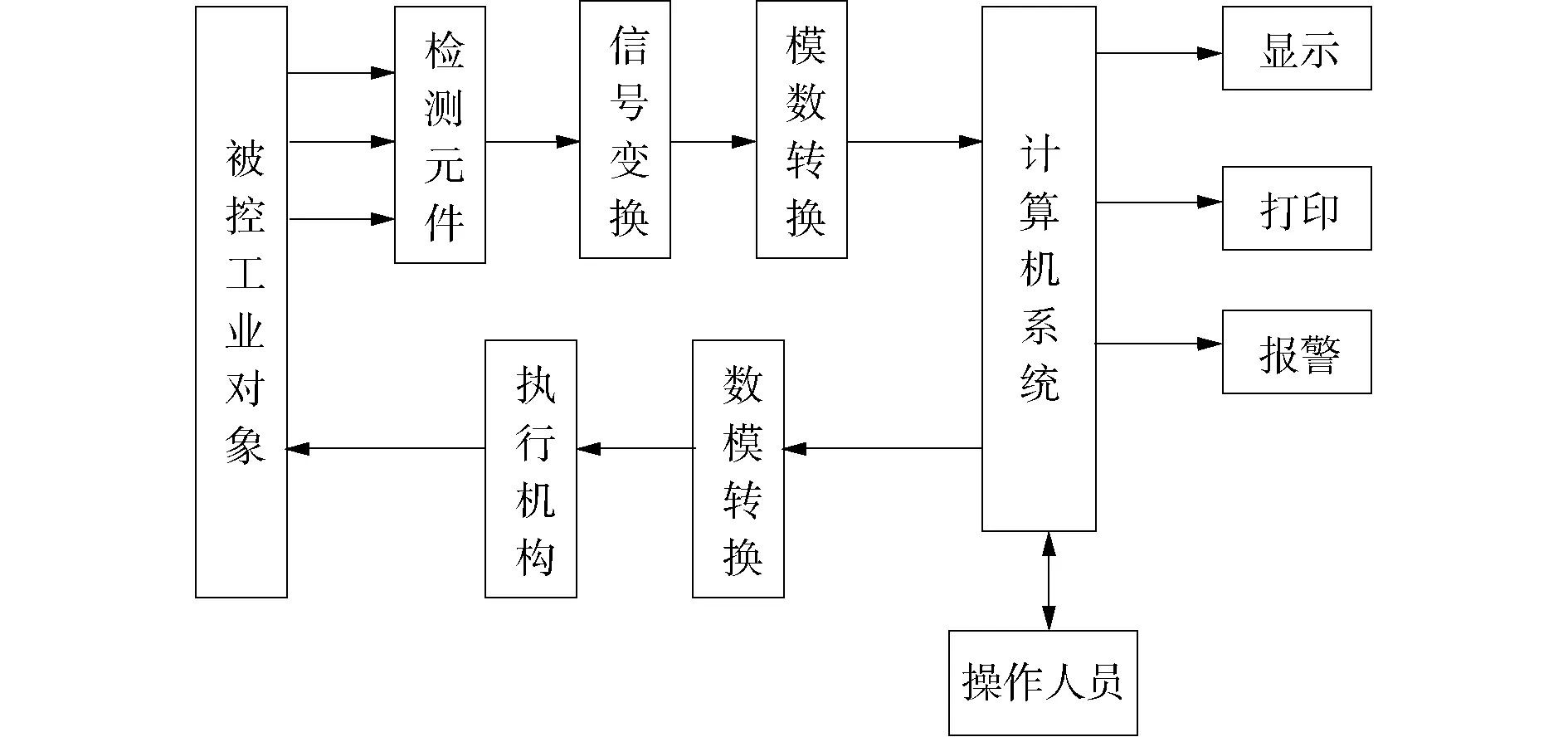
图1 计算机自动控制原理
通过热电偶、传感器、摄像头等检测元件对生产过程的各种工况参数(测量值)进行检测,对这些数据,经过信号放大和模数转换等数据处理,转换为计算机能够接受的数字信号输入计算机,计算机将测量值与给定值进行比较,然后按照预先的控制规律进行控制运算,将运算结果通过数模转换等数据处理输出给各种执行机构,执行机构对被控对象加以操作或调整,同时在控制台显示或打印,实现对生产过程的闭环控制。
3 烘干系统的控制系统设计
3.1 控制方案
水泥企业烘干系统环境条件比较恶劣,加上控制参数较多,用传统的仪表控制难度大,所以采用自动控制方案。烘干系统工作参数控制点如图2所示,其微机控制系统如图3所示。

图2 烘干系统1.喂煤控制点;2.风量控制点;3.风室压力检测点;4.沸点以下温度检测点;5.悬浮温度检测点;6.悬浮压力检测点;7.烘干机入口温度检测点;8.烘干机入口压力监测点;9.喂料控制点;10.烘干机出口温度检测点;11.烘干机出口物料检测点

图3 控制系统硬件图
控制过程如下:
(1)依据烘干机出口废气温度的变化自动调节物料的喂料量,实现物料的闭环自动控制。
(2)确保燃烧室温度基本恒温,根据炉内温度变化自动调节控制喂煤量和鼓风量。
(3)配置CCD摄像头监控主要设备的运行情况,配置显示器显示重要参数,如沸腾炉运行情况及各点温度、风量、风压等,配置打印机打印各运行参数。
3.2 检测系统
3.2.1温度检测
悬浮温度和烘干机入口温度的检测采用WRN-120型镍铬镍硅热电偶。
烘干机出口温度控制在60~200 ℃之间,若出口温度<60 ℃,易造成收尘系统结露,影响系统正常工作,如>200 ℃,则浪费能源,损坏收尘器,可以选用WRK-120型镍铬烤铜热电偶。
3.2.2风压检测
风压风量的检测大部分采用U型管或膜合压力计仪表控制系统显示风压,也可以用0~9 806.65 Pa微压传感器,其测量结果精确,可以线性地将风室的压力信号转换为电信号送入计算机进行数字处理和显示。
3.3 调节系统
调节系统是一个局部阻力可以变化的节流系统,对被调节对象的控制是通过改变其阻力大小来实现。调节系统主要是针对喂料量、喂煤量及鼓风量的有效调节来改变被调节对象,以达到自动控制的目的。
3.3.1喂煤量和喂料量的调节
由于原料的性质不同,喂煤和喂料可以选用圆盘喂料机、电磁振动喂料机、电子皮带秤、叶轮给料机、螺旋喂料机等设备来完成。用手动信号或自动控制信号,控制喂料机电机的转速,可调节喂煤量和喂料量。如果选用圆盘喂料机,水泥企业一般会选用Φ600的圆盘机喂煤,Φ1 300的圆盘机喂料。圆盘喂料机的控制参数见表1。

表1 圆盘喂料机控制参数
3.3.2鼓风量的调节
在风机进口处设置DN250型对价式蝶阀,由DKJ316型电动执行器控制蝶阀的开度,以实现风量的控制。电动执行器主要参数见表2。

表2 电动执行器主要参数
3.4 主机
处理器采用80C196芯片,该芯片是Intel公司的16位单片机,具有以下功能:
(1)芯片内部的EPROM/ROM,可达16 K寄存器RAM有512个。
(2)A/D转换器(8位)。
(3)特殊中断方式。不可屏蔽中段(NMI)、陷入中段(TRAP)和非法操作码中断。TRAP用于软件调试,产生软件中断;非法操作码中断为软硬故障而造成的程序飞跑现象提供了一种恢复手段。
(4)2个不可擦除的可编程只读存贮器UPROM。
(5)外设事务服务器PTS,是一种微代码硬件终端处理器,对终端提供类似于DMA(直接存贮器访问)的响应。
(6)具有3个PWM(脉宽调制)输出,用于直接驱动电机类的执行元件,滤波后获得直流输出(D/A输出)。
(7)时间处理阵列EPA,包含若干个捕获/比较模块和若干个比较模块用来实现输入事件捕获和输出事件发生的功能。
(8)可在掉电方式下工作。
3.5 信号处理
从热电偶、传感器检测到的微弱信号,经过信号放大处理和模数转换等数据处理,转换为计算机能够识别的数字信号输入给计算机。
3.6 图像信号处理
图像信号处理系统线路如图4所示。由CCD探头检测到的现场图像信号,转换为电信号,然后送入由计算机控制的模拟开关,经CRT显示器显示。

图4 图像及检测线路图
4 系统软件设计
计算机通过热电偶、传感器、摄像头等检测元件对生产过程的各种工况参数(测量值)进行采样检测,如果测量值与给定值有差别,则按照预先设定的控制规律进行控制运算,将对应的处理数据输出给各种执行机构,执行机构对被控对象加以操作或调整,同时在控制台显示或打印。主程序流程图如图5所示。
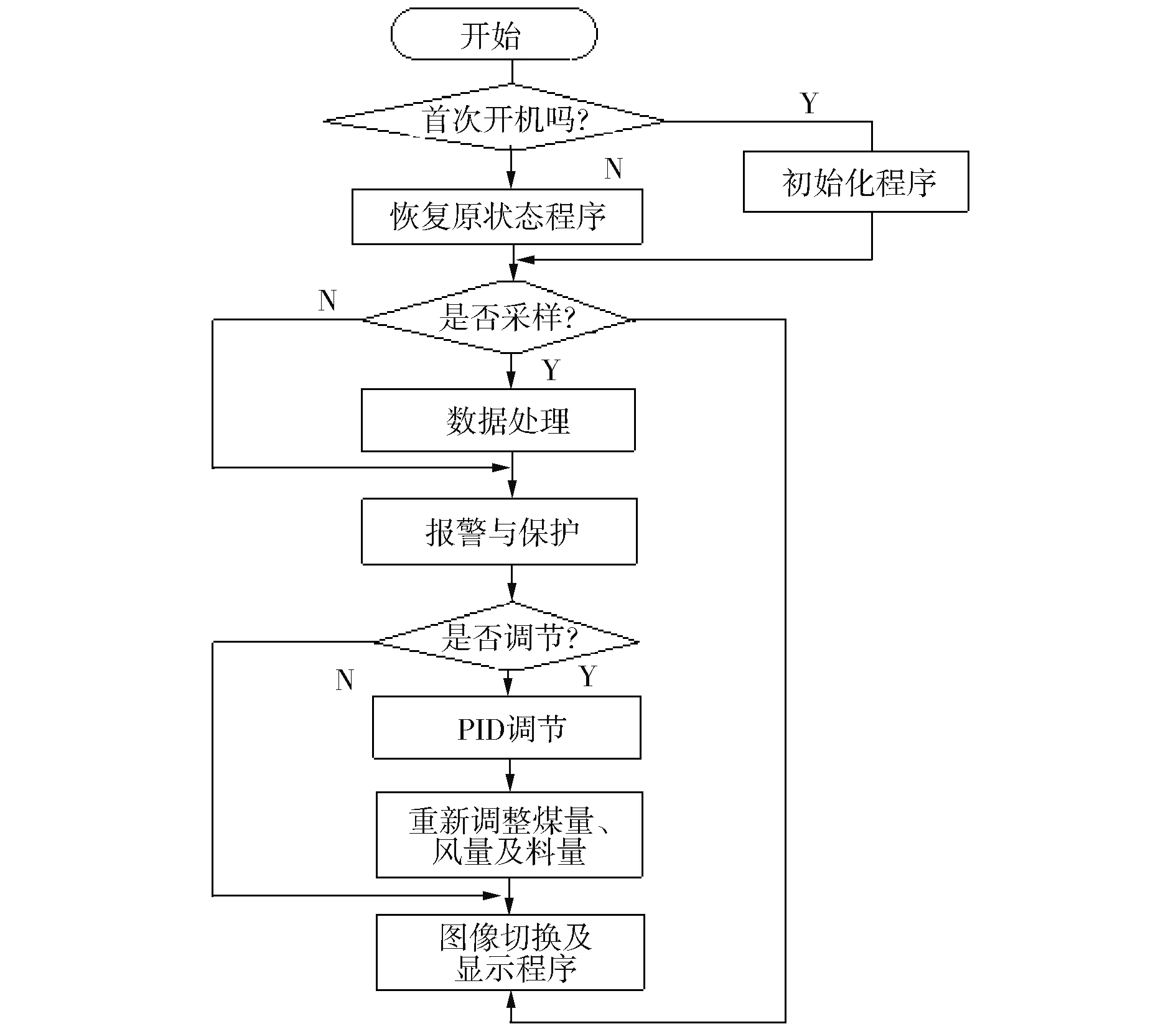
图5 主程序流程图
5 安全保护措施
5.1 增加稳定性
水泥企业环境条件差,电网稳定性差,干扰因素多,为提高控制系统的稳定性,增强抗干扰性能。因此,在硬件设计中应使用二级电源稳压和LC滤波,能够达到很好的抗干扰性能,保证系统的长期稳定运行。
5.2 加强报警和保护措施
生产中意外事件时有发生,如物料中存在异物、通风受阻等情况,均会导致故障出现。因此,需要加强报警和保护措施,当某个检测点出现异常情况,立即声光报警,工作人员便可及时将系统切换为手动控制,保证生产正常进行。
6 结语
计算机已应用到水泥工业的各个方面,且由于生产过程控制系统和应用软件的多样性,不同控制系统及软件具有不同特点,但计算机控制原理都是相同的,水泥企业生产控制和技术人员,需要掌握计算机在水泥工业中的应用,以适应现代化水泥工业生产、管理、科研、设计等方面的需要。
