真空退火处理对选区激光熔化TA2纯钛显微组织及力学性能的影响
2022-06-06张春雨陈贤帅杜如虚
张春雨, 颜 瑜, 陈贤帅, 杜如虚
(1. 佛山市逸合生物科技有限公司, 广东 佛山 528200;2. 广东健齿生物科技有限公司, 广东 广州 511458)
钛及其合金由于具备低密度、低刚度、高强度、耐腐蚀、耐疲劳和生物相容性优良等特点,在医疗器械行业有着广泛应用[1-2],由于钛合金的导热系数低,传统机械加工时切削刀刃口处会产生极高的切削温度,造成粘刀、烧刀、断刀等现象,因此存在一定的加工难度。金属选区激光熔化技术可以解决这一问题,通过三维模型直接进行形状复杂的结构制造,具有加工周期短,产品质量高的特点。选区激光熔化技术(Selective laser melting,SLM)是一种适用于钛及钛合金产品成形的金属选区激光熔化技术,该技术于1995年由德国Fraunhofer研究所[3]提出,主要原理是将金属粉末平铺于粉末床上,激光在计算机控制下有选择性的熔化金属粉末层,重复铺粉—熔化过程,逐渐堆积成形[4]。
在实际应用中,金属选区激光熔化成形时,因为材料本身逐层累加的特点决定其需要经过复杂的热循环,因此选区激光熔化金属所呈现的显微组织特征与传统铸造、锻造、焊态金属存在差异,在不均匀温度场的作用下容易产生残余应力,热处理是目前改变这一现状的有效手段之一[5]。Vrancken等[6]研究发现对SLM技术制备的Ti6Al4V合金部件在850~950 ℃进行热处理能够使其力学性能得到显著的提高。陈素明等[7]发现TC18钛合金试样经600 ℃退火保温2 h后的力学性能可以满足GJB 2744A—2007 《航空用钛及钛合金锻件规范》的要求。Liu等[8]对选区激光熔化状态下强度高但塑性差的Ti-5Al-5Mo-5V-1Cr-1Fe近β钛合金进行热处理工艺探索,发现在近β转变温度下进行三级热处理使得塑性得到显著提高。朱言言等[9]研究发现采用经α+β两相区840 ℃预处理和标准固溶时效热处理,或经单相区910 ℃预处理和标准固溶时效热处理的工艺,均可以明显提高激光选区激光熔化TC17钛合金的综合力学性能,使其达到TC17锻件航空标准规定值。谷美邦[10]试验证实普通退火态激光3D打印TA15钛合金为细片层α+β超细网篮组织,极限强度、屈服强度和疲劳极限均优于双重退火态;双重退火态激光3D打印TA15钛合金为初生α相+超细β转变组织构成的特种双态组织,具有较好的塑性和优异的断裂韧性。
在关于选区激光熔化钛及钛合金热处理的研究中,对纯钛材料的热处理工艺研究较少,因此本试验着重分析不同真空退火处理对选区激光熔化TA2纯钛显微组织和力学性能的影响,为进一步优化热处理制度,优化选区激光熔化TA2纯钛医疗器械的产品性能提供技术支持。
1 试验材料与方法
试验材料为TA2纯钛球形粉末,粒径为15~53 μm,其化学成分如表1所示。选区激光熔化在Concept laser Mlab cusing 200R 3D打印机上进行,选区激光熔化试样坯料为两头粗中间细的哑铃状,两头粗端直径φ10.5 mm,长度均为12 mm;中间细段直径φ5.5 mm,长度为40 mm;两头粗端和中间细段的过渡区域长度均为3 mm,整个坯料加起来总长度70 mm。选区激光熔化坯料平行于基板摆放,与激光扫描方向呈45°夹角,选区激光熔化工艺参数如表2所示。试验前先对粉末进行真空烘干处理,防止粉末吸附周围环境水分;基板采用TA2纯钛锻造板材,试验前对粉末沉积表面进行打磨,并使用异丙醇进行擦洗,以减少表面缺陷、氧化膜、油污及未熔合颗粒等对试验的影响。

表1 TA2纯钛化学成分(质量分数,%)

表2 选区激光熔化的工艺参数
采用N280M型立式高真空退火炉对选区激光熔化TA2纯钛试样分别进行不同工艺的真空退火处理,具体参数见表3,其中编号1为原始态试样,编号2、3、4、5、6为真空退火态试样。随后将退火处理后的TA2纯钛拉伸试样经表面抛光和两端车螺纹等工序,加工成工作直径φ5 mm、标距为40 mm的标准拉伸试样,如图1所示,拉伸试验结果取3次试验的平均值作为最终结果。采用AG—IS250kN万能材料试验机按GB/T 228.1—2010《金属材料 拉伸试验 第1部分:室温试验方法》进行室温拉伸测试,拉断后采用JSM-7001F场发射型扫描电镜观察断面形貌。TA2纯钛的金相试样经研磨、抛光后用Kroll腐蚀液(HF∶HNO3∶H2O体积比为1∶6∶7)进行腐蚀,通过Axiovert200MAT数字光学显微镜观察显微组织;利用HVS-10A显微硬度计测试部分试样的硬度值,载荷砝码为10 kg,加载时间为30 s;采用LECO氮氧联合测定仪TC600测试热处理前后试样中的含氧量。

表3 真空退火处理的工艺参数
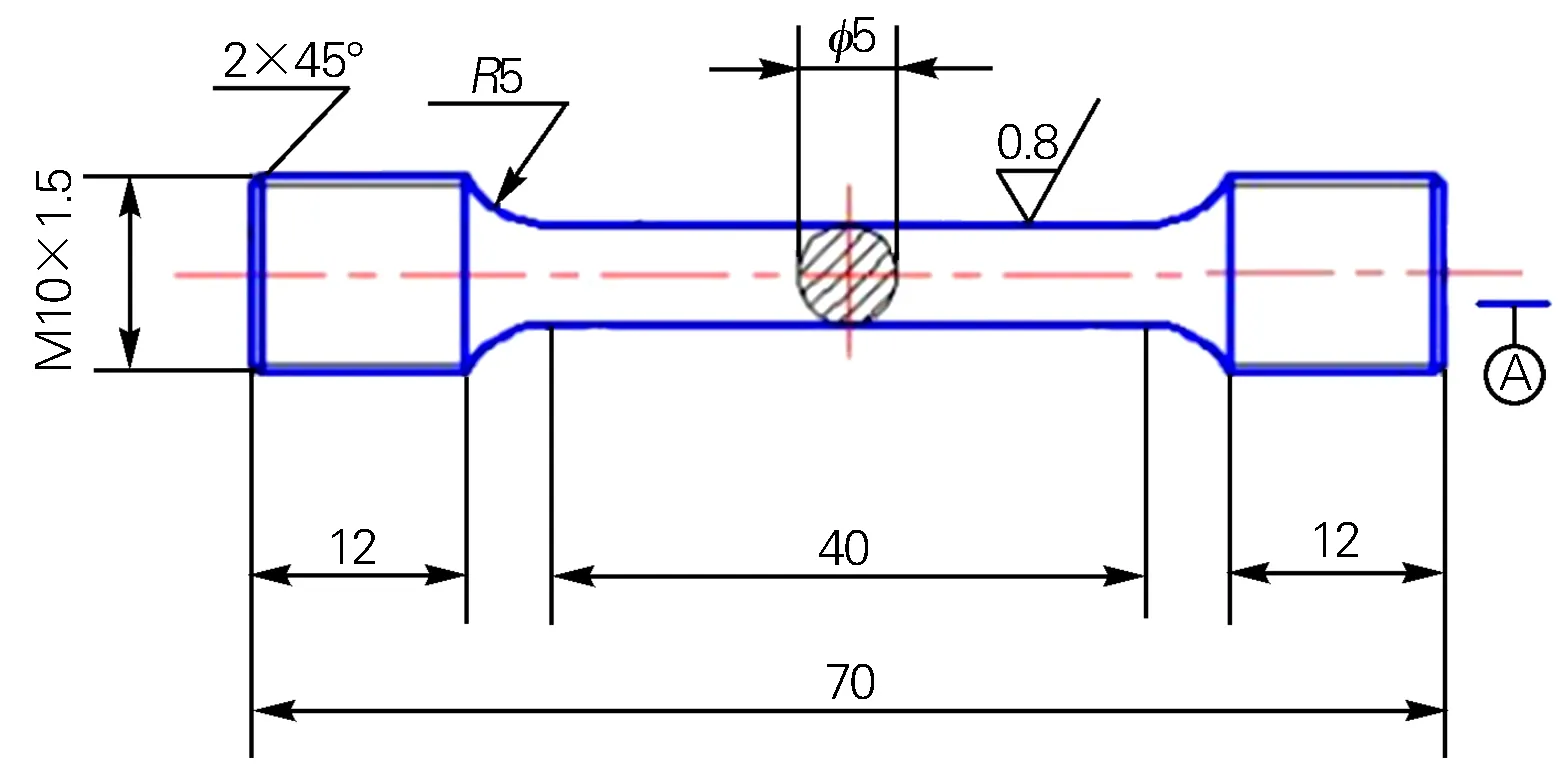
图1 拉伸试样尺寸示意图Fig.1 Schematic diagram of tensile specimen size
2 试验结果及讨论
2.1 宏观形貌
图2为选区激光熔化TA2纯钛力学性能拉伸件的外观照片。由图2可见,拉伸件外观平滑,无裂纹,无明显缺陷,表面呈均匀银灰色,表明拉伸件在制备过程中未发生明显氧化。为满足室温拉伸力学试验安装要求,利用408MT机床对夹持端进行螺纹加工。

图2 选区激光熔化TA2纯钛拉伸件的图样Fig.2 Photo of the TA2 pure titanium tensile specimens prepared by selective laser melting
2.2 真空退火处理对TA2纯钛显微组织的影响
图3为原始状态的选区激光熔化TA2纯钛试样经不同真空退火处理后的显微组织。可以看出,图3(a) 所示的选区激光熔化TA2纯钛试件原始状态为马氏体组织,与图4所示普通锻造TA2纯钛试样的细小等轴组织不同。图3(b~f)为选区激光熔化 TA2纯钛试样经不同热处理温度和保温时间退火处理后的显微组织,随着退火温度的升高,α相发生粗化,逐渐从细小的马氏体组织转变为粗大的等轴组织,当退火温度达到800 ℃时,已完全转化为等轴组织,如图3(d) 所示,此外,延长保温时间或提高退火温度,都会使得等轴组织进一步粗化,如图3(e,f)所示。图3(d)为真空退火态选区激光熔化制备的TA2纯钛显微组织形貌,与图4中锻态TA2纯钛基板的显微组织相比,形貌相似,晶粒尺寸相当。
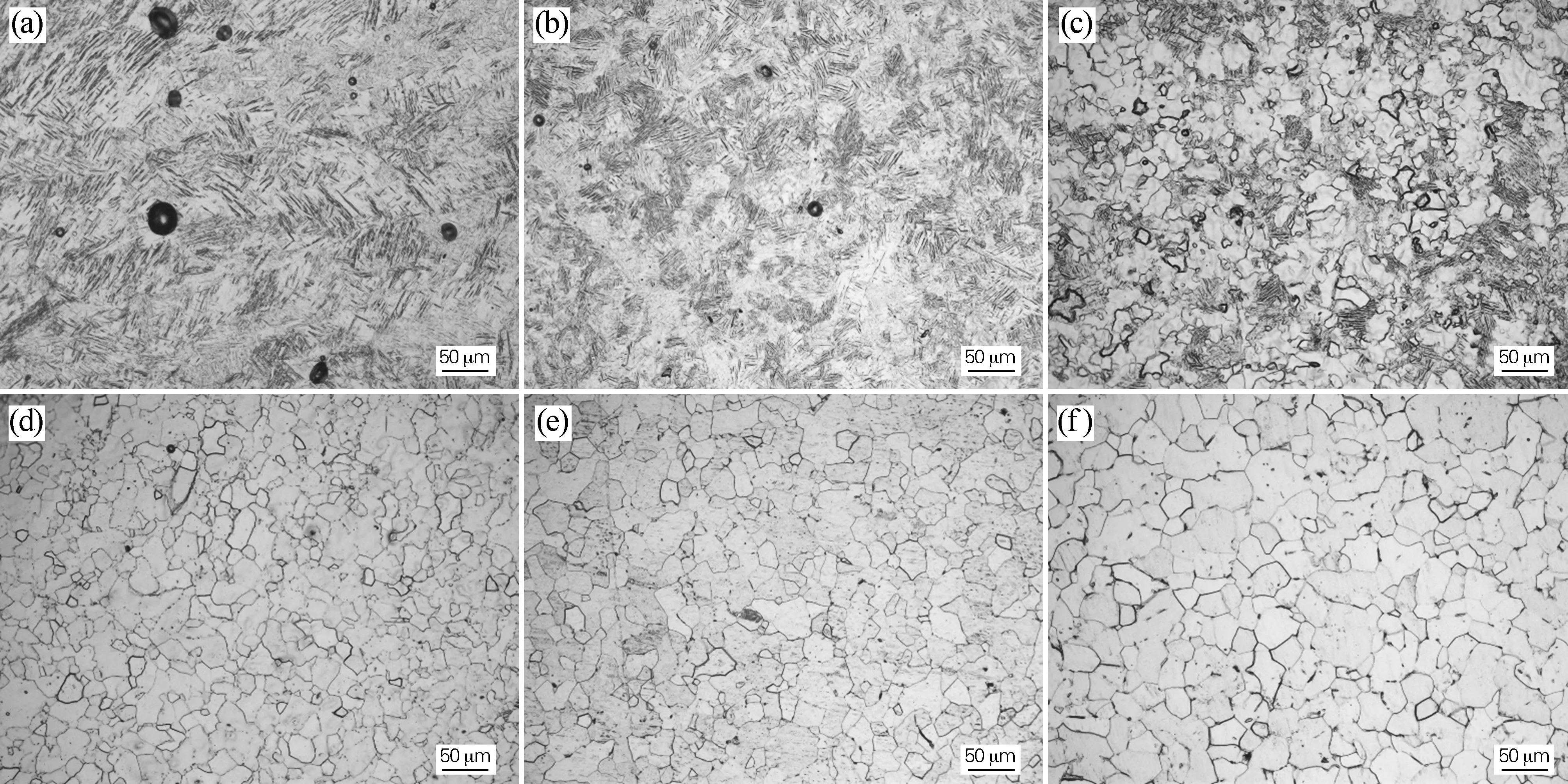
图3 不同真空退火处理后选区激光熔化制备的TA2纯钛试样的显微组织 (a)原始状态;(b)450 ℃×1 h;(c)650 ℃×2 h;(d)800 ℃×1 h;(e)800 ℃×2 h;(f)900 ℃×1 hFig.3 Microstructure of the TA2 pure titanium specimens prepared by selective laser melting after different vacuum annealing treatments(a) original state; (b) 450 ℃×1 h; (c) 650 ℃×2 h; (d) 800 ℃×1 h; (e) 800 ℃×2 h; (f) 900 ℃×1 h
2.3 真空退火处理对选区激光熔化TA2纯钛力学性能的影响
表4为选区激光熔化TA2纯钛试样经不同真空退火处理工艺后以及原始未热处理试样的室温拉伸性能,对比编号2、3、4和5的试样可知,随着退火温度的升高,强度降低,塑性提高。对比编号4和5的试样可知,随着保温时间的增加,强度降低,而塑性提高。综合分析可知,除了编号4和5的试样以外,其他试样的断后伸长率和断面收缩率不满足GB/T 13810—2017《外科植入物用钛及钛合金加工材》的要求,仅当退火温度为800 ℃时,试样的各项力学性能平均值均满足GB/T 13810—2017要求。根据有限的试样测试结果可知,退火温度为800 ℃时,保温时间1 h 的3个试样(编号4)各项力学性能均能满足GB/T 13810—2017要求,保温时间为2 h的3个试样(编号5)中有1个试样的断后伸长率不满足GB/T 13810—2017的要求,因此,保温时间1 h比保温时间2 h更有利于选区激光熔化TA2纯钛试样的性能优化。对比编号1和4的试样,可发现在800 ℃进行退火处理,试样的断后伸长率相对于原始未处理试样提高了近50%,其力学性能几乎可与传统锻造件相当。经观察,5号拉伸试样的断裂位置均位于标距内,说明该批次选区激光熔化制备的TA2纯钛试样,在夹持端部没有明显缺陷,成分相对均匀。

表4 不同真空退火处理后选区激光熔化制备的TA2纯钛试样的室温拉伸性能结果
2.4 真空退火处理对TA2纯钛含氧量的影响
表5为选区激光熔化TA2纯钛试样在真空退火处理前后试样中含氧量的变化。从表5可以看出,对比编号1和4的试样可知,真空退火处理前后,试样中的含氧量降低,降幅达到12.857%;对比编号4和5的试样可知,延长真空退火处理保温时间,试样中的含氧量无明显变化;对比编号4和6的试样可知,提高真空退火处理的温度,试样中的含氧量变化极小,甚至可以忽略不计。所有试样的含氧量均满足GB/T 3620.1—2016《钛及钛合金牌号化学成分》的要求。选区激光熔化3D打印制造过程通常采用氩气或氮气等稀有气体进行保护,不能有效避免金属材料氧化。因此真空退火处理对降低选区激光熔化3D打印产品的含氧量,提升其力学性能具有现实意义。

表5 不同真空退火处理前后选区激光熔化制备的TA2纯钛试样的含氧量(质量分数,%)
2.5 真空退火处理对TA2纯钛硬度和拉伸断口的影响
表6为选区激光熔化TA2纯钛试样经不同真空退火处理工艺后以及原始未热处理试样的硬度测试值。从表6可以看出,对比原始态试样编号1和其他编号的试样可知,热处理后材料硬度降低;对比真空退火处理后的编号3和4试样可知,随着退火温度的升高,硬度降低;对比真空退火处理后编号4和5的试样可知,同样的退火温度下,保温时间的延长,同样也会使硬度值降低。

表6 不同真空退火处理后选区激光熔化制备的TA2纯钛试样的硬度变化(HV10)
图5为选区激光熔化TA2纯钛试样在真空退火处理前后的拉伸断口形貌。可以看出,相较于图5(a)未进行真空退火处理的原始状态下选区激光熔化TA2纯钛的拉伸断口,800 ℃保温1 h的真空热处理选区激光熔化TA2纯钛纯钛的拉伸断口的颈缩比较清晰,塑性变形明显,如图5(b)所示;对比图5(c,d),韧窝都比较明显,在同样的SEM放大倍数下,图5(c)的韧窝小而密且不太均匀,图5(d)的韧窝大而深。韧窝尺寸越大,说明在形成韧窝的过程中发生的塑性变形更充分,断裂过程会吸收更多能量,其塑性越好。试样的断口形貌体现与2.3小节中力学测试结果是可以相互印证的。除此之外,断口上还可看到明显的缺陷和杂质,正是目前选区激光熔化工艺制造产品的明显特点,也是其韧性不如传统锻造件的主要原因。

图5 真空退火处理前后SLM TA2纯钛试样的宏观(a, b)和微观(c, d)拉伸断口形貌(a,c)未热处理;(b,d)800 ℃×1 h Fig.5 Macro(a,b) and micro(c,d) tensile fracture morphologies of the TA2 pure titanium specimens prepared by SLM before and after vacuum annealing(a,c) untreated; (b,d) 800 ℃×1 h
真空热处理可有效减少产品中的残余应力但会引起产品硬度值降低,造成产品耐磨性变差。植入式医疗器械产品的耐磨性降低会直接影响其使用安全,因此,在利用真空退火处理适当提升选区激光熔化纯钛金属医疗器械产品力学性能的同时,如何保持良好的耐磨性仍需要进一步探索研究。本文确定的最佳真空退火处理工艺为退火温度800 ℃×1 h,但是该真空退火处理工艺参数与产品尺寸的关系仍需要进一步探索研究;前期试验仅专注于沉积方向的TA2纯钛试样力学性能的优化研究,但是解决选区激光熔化产品各向异性的真空退火处理参数仍需要进一步探索研究。
3 结论
1) 真空热处理可以改变选区激光熔化TA2纯钛材料的显微组织和力学性能。退火温度从450 ℃升高到900 ℃,保温时间从1 h延长到2 h,其晶粒发生粗化,逐渐从马氏体组织转变为近等轴组织。退火温度从450 ℃升高到800 ℃,试样的拉伸强度和屈服强度随温度升高而下降,断后伸长率和断面收缩率随温度升高而增大;退火温度从800 ℃升高到900 ℃,试样的拉伸强度和屈服强度随温度升高而下降,断后伸长率和断面收缩率也同时下降;退火时间从1 h延长到2 h,试样的拉伸强度和屈服强度随时间延长而下降,断后伸长率出现小幅度下降。因此,可得出结论,最佳的真空退火处理工艺为退火温度800 ℃×1 h,此时各项力学性能指标均能满足GB/T 13810—2017《外科植入物用钛及钛合金加工材》的要求。
2) 真空热处理可有效改善选区激光熔化TA2纯钛材料的含氧量,使含氧量下降幅度超过12%。此外,由于热处理引发的显微组织变化,随着退火温度的升高和退火时间的延长,试样硬度值都会下降,但最终性能仍可满足植入式医疗器械的行业标准YY 0017—2016《骨接合植入物金属接骨板》的要求,即纯钛产品的硬度值不小于150 HV10。
