汽车冷却水泵叶轮加工精度影响因素与优化分析
2022-06-05张倡伟
1 引言
进入到新世纪以后,我国社会经济发展越来越迅速,人们的生活水平得到了极大改善,汽车成为了人们日常生活中十分重要的出行工具。汽车作为一个便捷的高速运行的交通工具,其行驶的安全性与稳定性十分重要,所以在加工汽车各个部件时都应当要严格安全标准进行。冷却水泵是汽车发动机运行过程中十分重要的一个部件,有助于控制发动机运行问题,提高发动机运转的稳定性与可靠性。冷却水泵一般涵盖了水泵壳体、连接盘、水泵轴、水泵叶轮以及水封装置等部件,其中叶轮是冷却水泵中的关键部件,叶轮造型不规则,加工精度要求高,并且加工环节十分多样,从而造成叶轮在加工过程中有较多因素会影响到叶轮自身的加工精度,对叶轮运行效果产生较大影响
。为了进一步提高冷却水泵工作效率与平稳性,在进行叶轮加工时必须要保证生产加工精度,严格按照标准要求进行各工序加工。本文重点阐述了冷却水泵叶轮加工的主要流程与特征,指出了叶轮加工的主要影响因素,提出了提高冷却水泵叶轮加工精度的优化手段,切实保障加工完成的叶轮能够符合标准要求。
2 冷却水泵叶轮加工流程与特征分析
传统叶轮特征主要表现为叶片在载体上均匀的分布,同时叶片会沿着同一个方向基于曲线形式向外延伸
,此外,由于叶片本体部分的厚度不高,因此在实际进行叶片加工时通常采用切削加工的方式进行
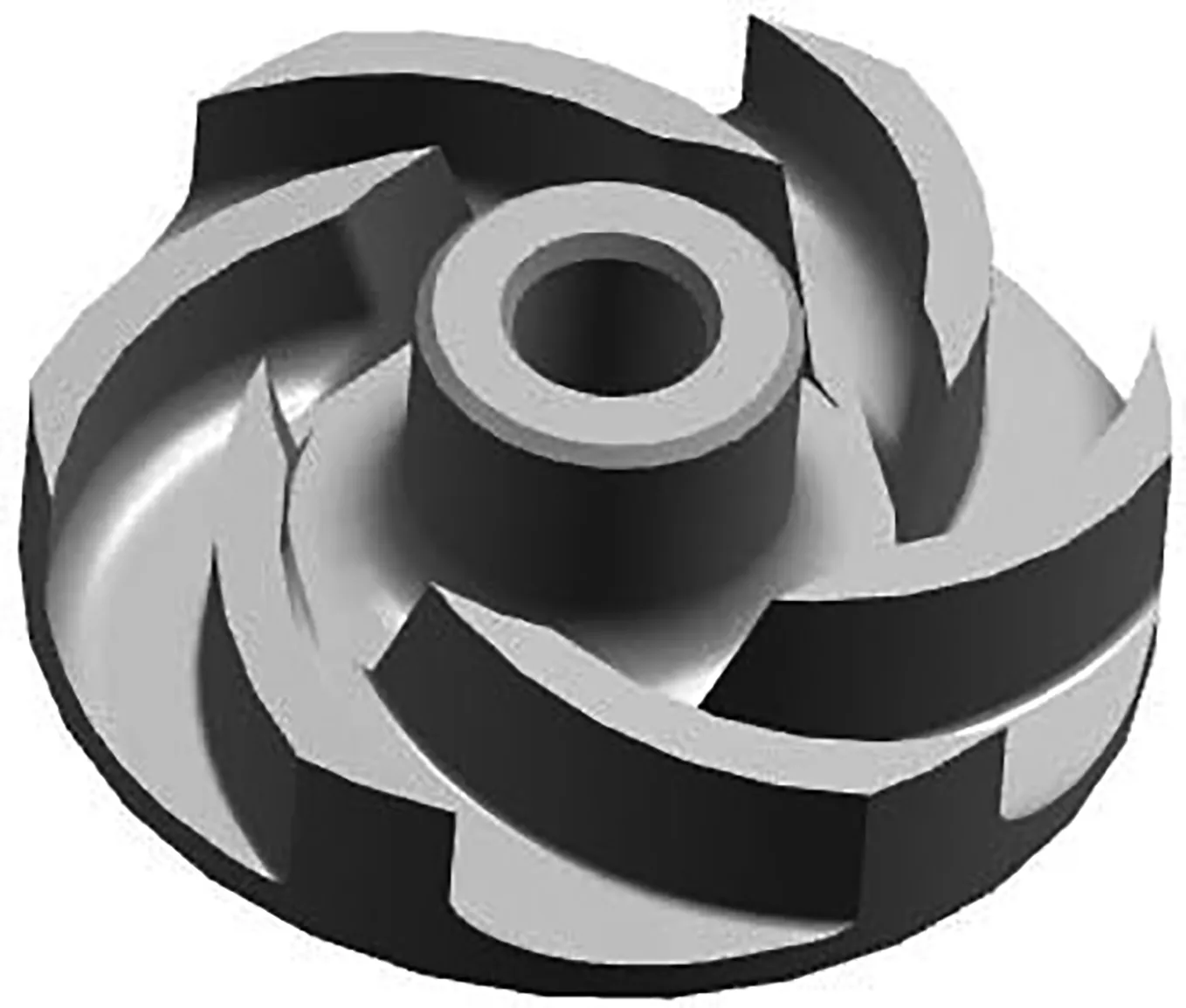
。如图1所示为冷却水泵叶轮模型图。在进行叶轮加工过程中,需要着重从四个方面入手,即叶片整体加工、叶轮根部倒角、流量通道与中间连接部位加工
。另外,在进行冷却水泵叶轮加工过程中,首先需要使用粗加工工艺将工件中较多无用部分准确切除掉,之后在选取适宜的加工基准面,使用合理的加工工艺,然后有目的性的进行叶轮的半精加工与精加工工序
。值得注意的是叶轮整个加工工序分为了若干个部分,不同部分有着各自的加工标准与加工目的,在实际进行各个部位加工时应当要采用相应的方法与工艺。比如说粗加工是为了在短时间内切除掉叶轮中的多余材料,将叶轮大致结构轮廓显示出来;半精加工的目的是为了改善粗加工表面的平整度,并去除叶轮加工中产生的毛刺,为进一步提高叶轮表面粗糙度打好基础;精加工是叶轮加工的最后一步,在该环节中需要针对叶轮具体部位进行加工,提高叶轮加工尺寸的准确性,并使得叶轮具有良好的综合性能。
我们发现,Painless DPN组较Non-DPN组左侧丘脑局部一致性减低。丘脑是除嗅觉外所有感觉传至大脑皮层的集中部位,是皮质下感觉的最后中继站,起到重要的感觉加工和信号调制功能[21]。有研究表明[22],维持丘脑神经元功能可能是糖尿病患者感知神经性疼痛症状的先决条件。本研究中,Painless DPN组丘脑局部神经元活动降低,提示丘脑神经功能受损,这也许可以解释为何部分DPN患者不出现神经性疼痛症状。
3 冷却水泵叶轮加工主要精度影响因素
3.1 叶轮材质选取的影响
结合叶轮的工作特性与使用需求,通常情况下在进行叶轮加工时,优先选择钛合金材料。这是由于钛合金材料拥有较高的强度、优异的抗腐蚀性能以及受温度变化影响小等优势,因此在进行叶轮设计加工时,绝大多数均采用钛合金材质,然而由于叶轮形状较为复杂、叶片较薄、加工工序较为复杂,当使用的加工工艺不合理时,很容易造成叶片加工过程中产生形变,从而影响到叶片正常使用。一般来说,叶轮使用的主流材料有TC4、TC11以及TA6等
,这些材质均以钛为主导,将其它相关元素融入到其中,比如说碳、氮、铝以及钼等,由此形成的钛合金不仅拥有优异的工艺性,同时还表现出较强的切削性能,在航空以及军事等领域中有着十分广泛的应用,能够很好的满足像冷却水泵叶轮这种外形不规则、形状复杂零部件的加工。
3.2 叶轮加工刀具选择的影响
在实际进行冷却水泵叶轮加工时,加工刀具是必不可少的工具,科学合理选择与使用刀具对提高叶轮加工精度与质量有着非常重要的影响。在使用刀具进行材料切削时,刀具硬度是一个关键的考虑因素,应当要根据各个加工工序的实际要求选取与之相匹配的刀具硬度
。当选择的刀具硬度较低时,在使用该刀具进行叶轮加工时,一方面会因为刀具强度不够,难以承受住切削过程中产生的切削力,从而导致刀具变形与破损,另一方面也会对工件表面产生一定的影响。另外,当刀具与系统中记录的切削量相差较多时,也会导致叶轮表面材料加工过多或者过少等问题。此外,当刀具因为硬度不够而在切削加工过程中产生形变时,会同步改变刀具的规格与尺寸,从而造成叶轮表面加工粗糙度较差,不利于提高叶轮表面加工的精细程度。在进行叶轮切削加工过程中,包含了较多的加工工序,由于不同工序的加工要求不同,其切削量、切削速度以及进给量等有着较大差异,因此在选择切削刀具时也应当要选取不同的刀具类型。例如,在进行叶轮粗加工环节中,因为要在短时间内切削完成较多材料,并且不要求加工精度,因此一般使用切面较大的刀具,像立式铣刀等,如图2,只有选取适宜的切削刀具才可以有效提高切削加工速度。而在进行叶轮半精加工与精加工时,则需要使用刀面较小的刀具,这样才可以改善叶轮表面粗糙度,保证叶轮切削加工精度,提高叶轮加工品质。
粗加工是冷却水泵叶轮加工中不可或缺的一部分。在实际开展叶轮切削加工时,第一道工序便是将毛坯零件多余的材料切削掉,因为粗加工的最终目的是为了在较短时间内切削更多的材料,并对加工精度要求不做过高的要求,因此在进行叶轮粗加工时,应当要选取较高的切削速度,从而改善叶轮粗加工效率,降低叶轮加工成本。

3.3 切削参数选取的影响
从而能够得到转速
=12000r/min,带入到
=
公式中,能够得到
=1000mm/min。
4 冷却水泵叶轮加工优化措施
4.1 选取适宜的加工中心
随着现代科学技术水平的不断提升,机床加工设备的技术水平也越来越高,出现了更多先进的加工设备。为了进一步提高冷却水泵加工精度,应当要尽可能的使用五轴数控加工中心,相比较于三轴加工中心,在加工精度与速度等方面有着更大的优势。由于五轴加工中心拥有更多的运动模式,同时结构类型也是丰富多样,因此能够在叶轮实际加工过程中更加精准、灵活的控制切削刀具的工作角度,并且可以迅速的更换需要使用的切削刀具,从而可以很好的防范刀具运用过程中出现刀具占位大、干涉等问题,确保叶轮加工过程的稳定有序进行,有效提高叶轮加工的效率与精度
。
4.2 加工步骤确定与参数计算
课题一:设计一台轴流式压气机,压气机设计点给定参数:大气压力:101 325 Pa,大气温度:300 K,空气流量:57.47 kg/s,总增压比:3.119,总绝热效率0.872,转速:7 800 r/min,通流部分形状:等内径,进排气道形式:直管。
但幸运的是,中国医疗管理界已有恩泽集团这样的“丰田精益样本”可循。截至2018年,全国150余家医院已在恩泽集团的精益医疗感召下,导入了精益医疗管理,虽然进度不一,却都在为“更LEAN”的医院管理努力着。
假设
=6000r/min,
=4,
=0
1,那么通过上述公式就可以得到
=3500mm/min。
转速
=6000r/min,
=
通常情况下,叶轮粗加工切削方式设定为跟随式,并且在切削参数规划中将切削深度数值设置为0.2mm。而各个刀具距离的确定则需要以刀具长度为基准来确定,一般来说将刀具长度的80%作为刀具之间的距离,切削过程中叶轮的外侧面预留2mm余量。
2.叶片半精加工
丁柔是周桥的前女友,在众人眼里是女神一般的存在,毕业没多久就成了北漂一族,当年她嫌周桥不够有斗志,坚持了一年异地恋后结束。
1.毛坯余量粗加工切除
在进行叶轮半精加工过程中,其刀具运行轨迹与粗加工过程有着较高的相似度,不同的是半精加工中对加工精度有一定的要求,需要使用直径较小的刀具进行切削加工,以此来提高叶轮表面加工的光洁度。假设
=125m/min,
=0.04,
=3。
当前,我国关于个人信息保护立法工作有待改进。从法律规定内容看,具有较强的原则性但可操作性不足;从立法体系看,相关法律规定散见于各层级的立法文件中,缺乏统领性的专门立法。这为个人信息保护工作带来一定的困境。为此,笔者从国家层面、行业层面分析我国个人信息保护立法现状。
在进行叶轮切削加工前,需要在设备上设定好各个切削参数,比如说切削速度、切削深度以及进给量等,使得叶轮能够按照设定好的程序依次完成各个工序的加工。切削速度表示为叶轮切削加工过程中刀具移动的速度,假使设定的切削速度偏低,则会使得叶轮加工速度较慢,一定程度上提高了叶轮加工成本,不利于提高企业的经济效益,而当切削加工速度设定过快时,便容易导致切削刀具损耗较大,同时在加工过程中产生振动等不稳定现象,既会导致叶轮表面的粗糙度较差,同时也难以确保叶轮加工尺寸的准确性。进给量是叶轮切削加工过程中十分重要的一个参数,进给量的设定必须要十分精准,假使高于设定的进给量便会导致叶轮表面产生形变,从而出现较大的加工偏差
。切削深度的设定需要与叶轮切削余量相匹配,防止设定的切削深度大于标准范围,当设定的切削深度不合理时,既会导致叶轮加工精度出现偏差,同时也不利于提高叶轮加工速度。
需要特别留意的是,在进行叶轮半精加工过程中,刀具进给量设定应当要基于刀具自身直径,一般为直径的30%。
3.叶片精加工
在完成叶轮粗加工以及半精加工工序之后,最后就需要对叶轮进行精加工,该加工环节为叶轮的最后一道加工工序,因此应当要特别注重叶轮加工尺寸的精准性、叶轮表面的光洁性等,确保加工完成的叶轮能够满足设计要求与使用要求,达到较为理想的结果。
从而能够得到转速
=10000r/min,代入到
=
公式中,能够得到
=800mm/min。
在将各项加工参数设定完成以后,接下来将叶轮三维模型导入到数控系统中进行模拟仿真,紧接着依托于后置处理的关联程序,将调整好的各项叶轮加工参数导入进来,模拟运行无问题后,将其生成为一个关于叶轮数控加工的专用程序。接下来将该程序导入到数控加工设备中,进行实际的叶轮加工操作,加工过程中密切观察各个加工环节,获取与分析加工过程中产生的各种问题,并根据加工完成的叶轮情况进行深入探讨,对相关问题给予有效的解决方法,确保叶片加工的完整性,并使得叶轮表面具有较高的光洁性,最终得到一个加工精度高、表面光洁度好的叶轮产品。
杂文和漫画,还有相声,三者相通,都是批评的艺术,也都是正能量。三者都像猫头鹰,使有些人不待见。其原因是有些人眼光短浅、胸怀狭窄,而与这些艺术本身无关。批评的艺术,如同悲剧,比喜剧更深沉,震撼力更强大。我爱看漫画,爱听相声,也爱鼓捣杂文,但批评艺术的造诣尚欠火候。因此,应当时时自我提醒:“革命尚未成功,同志仍需努力。”
登子卷缩在角落里,看到小李打开门,睁大眼睛望着门口,看到身后的甲洛洛,他一下用双手蒙住脸,整个人缩成一团。甲洛洛走近他,把手放在他肩上:登子,你还是想开点吧,我理解你!登子依然把脸深深地埋在手掌里:我还有什么脸面见你。甲洛洛长叹一口气:你放心地去改造吧,孩子们不会饿死的。登子的脸依然埋在手掌里,甲洛洛把面放在地上,走出黑屋子。屋外太阳出来了,把院里的一辆吉普车照得特别刺眼。
(三)开发新型设备与新型技术
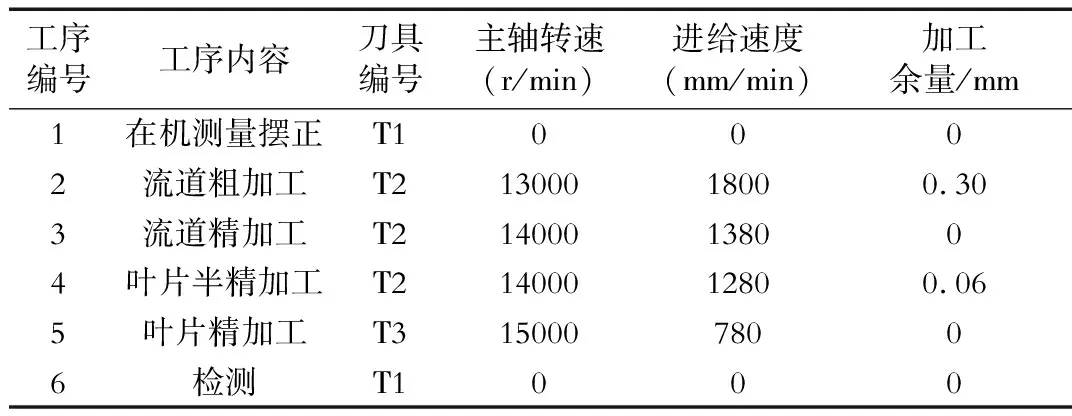
提高叶轮加工精度对改善冷却水泵运行性能有着十分重要的影响,然而要想获得更高的叶轮加工精度,必须要建立在更加先进设备以及技术的基础之上。进入到新世纪之后,我国社会经济快速发展,科学技术水平也得到了较大突破,对科技生产加工产生了非常大的影响。然而在改善冷却水泵叶轮加工精度方面涉及的较少,对这部分的技术与设备研发支持不足,使得设备与技术更新速度较慢。值得注意的是,技术研发是一些系统的、漫长的工作,需要进行大量的研究、试验、分析与调整,假使我国科研人员能够依靠自身的努力与经验,开发出能够有效改善冷却水泵叶轮加工精度的技术手段,便能够大幅提升当下叶轮加工精度,在保证叶轮加工质量与精度的同时,也可以很好的提升叶轮加工效率。另外,还应当要学习与引进国外其它国家先进的机械加工设备,针对叶轮加工中的问题进行充分的交流,借鉴国外许多可行的优秀经验,加强冷却水泵叶轮加工领域的学习交流与信息获取,为开发新型设备与新型技术带来全新的思路与方法。值得注意的是,当国外其它国家研制出更加先进的、能够提升加工精度的设备时,我国应当要及时与该国家进行沟通交流,并投入较多的资金争取将该设备引入到国内,这对于提高我国设备加工水平、强化我国设备研发总体实力有着十分重要的作用,能够为不断改善冷却水泵叶轮加工精度提供支持。例如,在进行某叶轮加工过程中,引入在机检测技术,将叶轮加工划分为叶轮流道粗加工、流道精加工、叶片半精加工以及叶片精加工四个工序,设计的工序卡如表1所示。通过这种方式能够比传统五轴曲线加工提升50%的效率,同时可以获得更加优异的清根效果。
五、结语
综上所述,汽车冷却水泵叶轮作为一个重要的零部件,确保其加工精度十分有必要,有助于提高冷却水泵工作的稳定性,更好发挥冷却水泵的工作性能。在实际进行冷却水泵叶轮加工时,叶轮材质的选择、叶轮加工刀具的选择以及切削参数的选择均会对加工精度产生影响,为此,应当要尽可能的降低这些因素对叶轮加工精度的影响,同时选取适宜的加工中心,设定合理的加工工艺与加工参数,引进新型设备与技术,保证冷却水泵叶轮加工精度。
[1]周晓红,曾维友,陈伟,罗时军,耿宁一.汽车冷却水泵小流量工况下非定常空化特性研究[J].机电工程,2019,36(08):777-782+790.
[2]唐清春,刘谦,马仲亮,黎国强,闫欣然.某汽车增压器分流式叶轮加工工艺研究[J].机床与液压,2015,43(14):30-33.
[3]周晓红,曾维友,陈伟,罗时军.叶顶间隙对汽车水泵压力脉动影响的数值研究[J].流体机械,2018,46(08):25-31.
[4]张会杰,唐煜,赵万华.面向增压器叶轮加工工艺的柔性自动化生产线设计[J].实验室科学,2020,23(02):214-218+221.
[5]李振兴,丁震龙.基于CAD/CAM技术的渐开线水泵叶轮设计及加工研究[J].机械工程师,2018(12):158-160+166.
[6]王小旭,付大鹏.车用涡轮增压器叶轮的五轴数控加工方法研究[J].机械工程师,2021(06):158-159+162.
[7]张宝荣,马强,靳峰,郭巨寿,张锦.柴油机水泵叶轮的加工工艺探讨[J].内燃机与配件,2021(24):41-43.
[8]杨立军,李俊,郑航.水泵叶轮在激光选区熔化成型加工中的几何误差研究[J].现代制造工程,2020(05):102-107.
[9]叶卫文,赵利平,侯贤州.发动机叶轮、叶片的五轴加工方法及参数改进研究[J].造纸装备及材料,2021,50(04):33-35.
