鱼雷罐车保温性能的改善
2022-06-01洪建国祁文华
陈 贵 洪建国,2 祁文华
(1.上海梅山钢铁股份有限公司制造管理部,江苏 南京 210039;2.上海大学材料科学与工程学院,上海 200444)
鱼雷罐车是钢铁企业运输铁水的专用车,即将铁水输送到下道炼钢工序,铁水在鱼雷罐车中的短时间贮存也有利于调整炼铁炼钢工艺流程[1]。但是,铁水在运输过程中不可避免地会发生温度下降的情况。
目前,为减少铁水运输程中的温降,通过改进管理及流程优化等已经取得了一定的成效,铁厂用鱼雷罐车盛铁水到钢厂倒罐,这个过程中铁水的温降已经控制在150℃左右,但与要求的低于140℃仍有一定差距。由粗略的计算可知,铁水温降减少1℃,每吨钢将产生0.5元的经济效益[2]。
关于鱼雷罐车传热与温降,国内外均进行了很多研究。楚化强等[1]以某钢厂320 t鱼雷罐车为研究对象,采用计算机模拟技术和红外探测技术等探索了鱼雷罐车内衬温度随时间的变化以及内衬材料厚度对铁水温降的影响;齐晖[3]对宝钢鱼雷罐车进行了传热和相关的应力分析,取得了一定进展;张亚竹等[4]利用钢厂的生产数据建立了不含铁水的鱼雷罐车二维多层壁面传热的铁水温降模型,并通过有限元分析计算了鱼雷罐车在转运铁水过程的温降;马学东等[5]对350 t鱼雷罐车进行了有限元分析,构建了铁水和壁面的模型,计算了铁水温降;Verdeja-Gonzalez等[6]通过构建二维有限元模型分析了鱼雷罐车罐体内的温度分布,并根据罐体内热梯度分析了铁水运输过程中的热损失;宝钢开发了铁水温降数学模型;英国韦尔顿公司改进了鱼雷罐车内衬的结构,增添了一层硅镁绝热板,对减少铁水温降有一定的效果;中国台湾中钢公司在添加20 mm厚的保温层后又进一步减少了工作层耐火材料的厚度,不仅有效减少了散热消耗,还一定程度上扩大了鱼雷罐车的容积[2]。
高炉铁水温度也影响鱼雷罐车内衬材料的使用寿命。倒出铁水前后的温差较大,易导致内衬开裂、剥落和腐蚀等。内衬损坏导致铁水泄漏,不仅威胁人身安全,也会造成巨大的财产损失[7-8]。鱼雷罐车内衬的损坏和残余厚度的监测也是一个非常重要的问题,已有人进行了大量研究。单佳等[9]提出,可采用红外热像仪对罐体内衬厚度进行在线监控;宋利明等[10]采用热电偶检测鱼雷罐车内衬的温度,建立了罐体传热分析模型,并通过铁水温降和内衬温度测试为鱼雷罐车的改造提供了基础;史东磊等[11]提出了建立以红外热像仪、鱼雷罐车罐号识别装置、数据通讯系统、系统服务器、鱼雷罐车侵蚀模型、声光报警设备、PC显示器等组成的鱼雷罐车监测系统,可监测鱼雷罐车的表皮温度并通过侵蚀模型计算耐火材料的侵蚀状况,从而保证鱼雷罐车能安全稳定运行,避免漏铁事故发生;Tang等[12]利用红外线传感器建立了以热辐射理论为基础的监测系统,并在宝钢炼钢厂进行了在线测试,结果表明该系统可靠稳定,具有较好的抗干扰性能。
为了减小鱼雷罐车铁水的温降,减少热损耗,新型保温材料和保温工艺的工业应用已经成熟。通常,鱼雷罐车铁水的保温有3种措施,即采用保温型内衬结构、加盖运行和扩容。鱼雷罐车加盖经济效益不高,容易损坏,使用不便,目前很少采用。鱼雷罐车扩容需要相应地减薄内衬,但每减薄10 mm内衬,将减少50炉的炉龄,而铁水装载量却仅能增加4 t左右,并且其成本不菲。综合来看,采用保温型内衬保持铁水温度更有效,而且便于实施,是目前国内外钢铁企业广泛采取的控制铁水温降、减少散热损耗的措施[3]。
本文改进了鱼雷罐车的内衬结构,即在鱼雷罐车永久层先喷涂NMPTL-0.3纳米涂料,然后再喷一定厚度的PTL-20涂料,涂料材质为Al2O3微型球珠和铝硅微粉,以代替原先的黏土砖永久层。涂料由河南海格尔保温材料有限公司生产。实验室验证和上海梅山钢铁厂现场试验证明,新的保温结构能有效减少铁水的温降。
1 鱼雷式罐车内衬结构优化
鱼雷式罐车耐火衬一般由工作层、安全层和永久层组成(图1),不仅可以容纳铁水,也可以对铁水保温。鱼雷罐车内衬的传热是一个较复杂的过程,鱼雷罐车重罐时(即鱼雷罐车在高炉装完铁水至倒出铁水的间隔时间)的传热包括罐口的辐射传热、罐壳与空气的对流辐射传热和铁水与罐衬材料之间的热传导等。

图1 鱼雷罐车结构示意图Fig.1 Schematic diagram of design of the torpedo car
1.1 鱼雷罐车内衬结构的优化方案
在鱼雷罐车永久层先喷涂NMPTL-0.3刚玉粉纳米涂料,然后再喷一定厚度的PTL-20涂料,涂料材质为Al2O3微型球珠和铝硅微粉,以代替原先的黏土砖永久层。原先黏土砖的厚度为45 mm,两层,具体数据如表1和表2所示。如图2所示,鱼雷罐车传统内衬由ASC(Al2O3-SiC-C)砖、涂料、两层黏土砖及钢壳组成。以Al2O3喷涂料代替黏土砖永久层的方案是,保温内衬由ASC砖(砖型简化)、喷涂料、1~2 mm厚的纳米涂料组成,最外面为钢壳。纳米涂料的成分(质量分数)为[13]:轻量化矾土55% ~65%,微珠2% ~4%,纯铝酸钙水泥13% ~24%,菱苦土4% ~5%,纳米Al2O36% ~14%。在900℃,黏土砖的热导率为1.17 W/(m·K),而用于内衬结构的PTL-20涂料和NMPTL-0.3纳米涂料的热导率分别为0.3~0.5和0.1~0.3 W/(m·K),采用热导率低的材料有利于铁水保温。

图2 鱼雷罐车传统的(a)和优化(b)的内衬结构Fig.2 Traditional(a)and optimized (b)lining structure for the torpedo car

表1 鱼雷罐车黏土砖内衬的厚度Table 1 Thickness of clay brick lining of the torpedo car mm

表2 鱼雷罐车喷涂料内衬的厚度Table 2 Thickness of lining sprayed with the coatings for the torpedo car mm
1.2 优化方案效果
1.2.1 实验室模拟试验
采用重烧试验炉(图3(a))模拟现场条件下鱼雷罐车内衬结构改进前、后的传热状况,进行比对试验,重烧试验炉炉膛温度与铁水温度相同,为1 400℃。重烧试验炉的炉门装有改进前后的鱼雷罐车内衬结构(图3(b)),图中左侧为改进前的结构,右侧为改进后的结构。重烧试验炉的升温和保温曲线如图4所示,用红外测温仪测量改进前后内衬结构的表面温度。

图3 重烧试验炉(a)和受热后改进前后耐火材料试样(b)Fig.3 Reburning test furnace (a)and refractory sample heated before and after improvement(b)

图4 重烧试验炉的升温(a)和保温期(b)Fig.4 Heating(a)and soaking(b)periods of the reburning test furnace
1.2.2 实验室模拟结果
内衬结构优化前后和1 400℃保温期鱼雷罐车外壳壁的温度变化如图5所示。
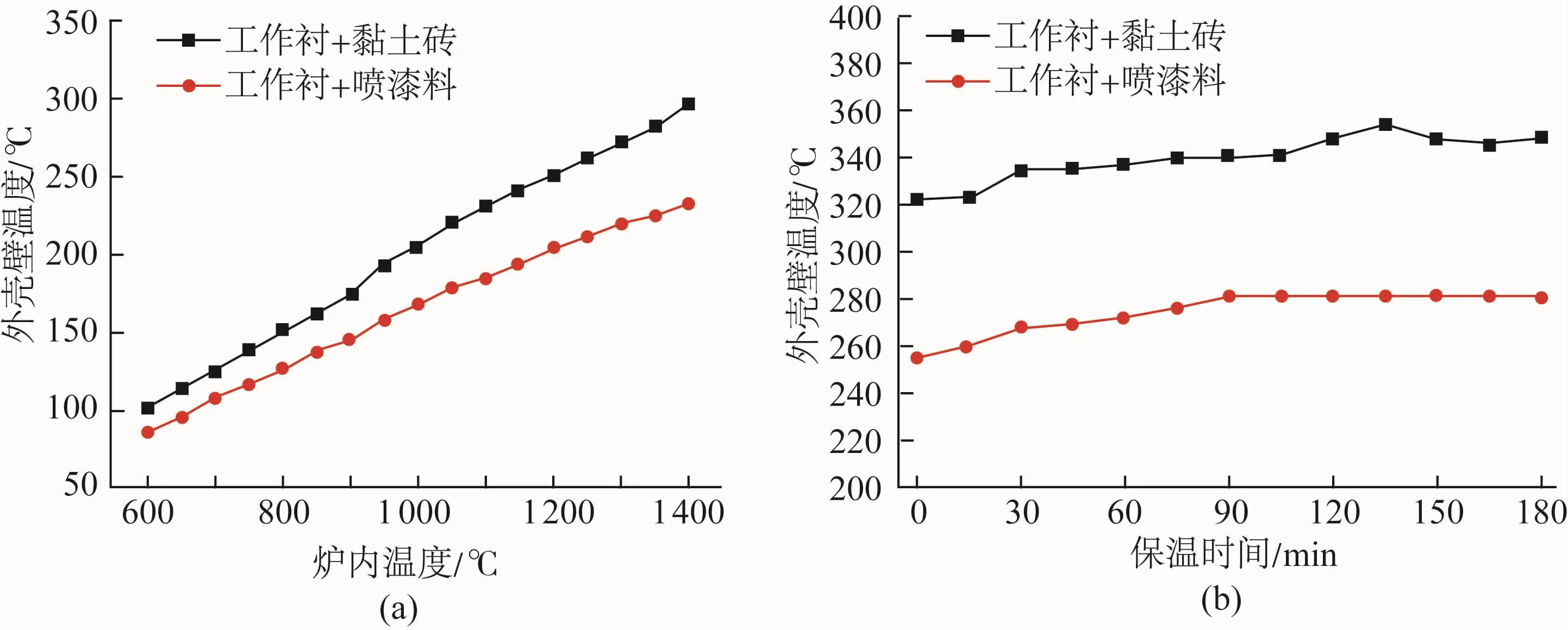
图5 内衬结构优化前后(a)和1 400℃保温期(b)鱼雷罐车外壳壁的温度变化Fig.5 Variation in temperature of shell wall of the torpedo car before and after optimizing lining structure(a)and in sawing period at 1 400 ℃(b)
图5表明,内衬结构优化的鱼雷罐车外壳壁温度降低了。在600℃,两种炉衬结构的鱼雷罐车外壳壁温差为15℃;在1 400℃,则为64℃,并且温差随着炉温的升高而增大。在1 400℃保温,随着保温时间的延长,温差稳定在65℃左右,外壳壁温度变化不大。
在相同条件下,以喷涂料内衬时热端温度比黏土砖内衬低65℃左右,表明改进的内衬结构是有效的。
2 现场试验
2.1 养护与烘烤
砌筑好的鱼雷罐车自然养护48 h后检验内衬质量并收集数据,包括灰浆饱满度要大于90%,工作面要大于95%,砖缝为2 mm。鱼雷罐车投入使用前需进行烘烤,以去除砌体中的水分和气体。烘烤步骤为先倾动罐体使受铁口向操作台方向转动90°,然后支承固定杆(稳定车体)。小开燃烧气,点燃煤气(或天然气)。推动烘烤器进入罐内,使挡板距罐口100 mm,然后固定空气法兰。逐步交叉开大煤气(或天然气)和空气量到烘烤需要的开度(有自动控制装置的按自动要求操作),然后转入正常烘烤状态。烘烤曲线如图6所示,烘烤温度分别为300、600和900℃。

图6 鱼雷罐车的烘烤过程Fig.6 Baking process of the torpedo car
2.2 试验结果
保温内衬结构优化后的鱼雷罐车在上海梅山钢铁厂进行了生产试验,测定了鱼雷罐车外壳壁温度。在一个月的试运行期间,罐车外壁温度与同期使用的传统内衬罐车外壳壁温度如图7所示。试运行期间,试验罐外壳壁温度平均为231℃,其他罐车外壳壁平均温度为270℃,前者比后者降低了39℃,铁水温度下降了12℃,表明改进的罐车内衬是有效的。

图7 内衬优化前(a)、后(b)鱼雷罐车的外壳壁温度变化Fig.7 Change in shell wall temperature of the torpedo car before(a)and after(b)optimizing lining
3 结论
(1)内衬结构改进的鱼雷罐车对铁水的保温效果更好,内衬改进后的罐车外壳壁温度比传统炉衬罐车的低65℃左右,改进的罐车内衬是有效的。
(2)内衬结构改进鱼雷罐车的外壳平均温度为231℃,而传统内衬结构的鱼雷罐车外壳平均温度为270℃,前者比后者下降了39℃,铁水温度也下降了12℃。
