核电工程现场的职业卫生防治
2022-06-01马新朝
马新朝
中国核电工程有限公司,北京 100840
0 前言
核电工程中广泛应用的焊接方法有焊条电弧焊,手工氩弧焊GTAW、GMAW,埋弧焊、CO2气体保护焊,螺柱焊,管道热丝TIG焊,MAG焊等方法,焊接质量稳定可靠。焊接职业卫生健康管理水平的高低、能否实现绿色施工,充分发挥以人为本的安全管理理念,减少焊接职业卫生病患,是保证焊工及操作工健康的关键。
焊工职业病的发生主要取决于以下因素[1]:焊接烟气的浓度、性质及其污染程度,焊工接触有害污染的机会和时间,焊工的个人体质和个人防护状况,焊工生产环境的质量和各种有害因素的相互作用。焊工只有在恶劣的工作环境中工作或长期缺乏劳动保护时,才有可能引发职业病。焊工职业病包括焊工尘肺、锰中毒、氟中毒、金属烟热和电光眼炎[2]。焊接烟雾和有害气体的医学和临床表现为咳嗽、咳痰、胸闷、气短甚至咯血;高频电磁辐射对人体的主要影响是神经衰弱综合征,如头晕、疲劳、心悸、体重减轻、脱发等3];在焊接过程中,光辐射会导致电光性眼炎,包括轻微情况下的眼睛不适和异物感,以及严重情况下的烧灼感和剧烈疼痛。
1 典型焊接职业卫生事件
案例一:2001年某核电工程管道班在2KX K754房间一个地坑安装核级管道,铆工配合焊工完成管道安装并实施焊接监护。该管道采取背部充氩保护手工氩弧焊,焊前充纯度≥99.99%的纯氩气,充气4~5 min后,焊工下地坑侧身仰卧准备焊管,该焊工请监护铆工调节焊机电流。当监护人调好焊机电流返回到作业点,告诉焊工已调好电流的信息时,发现焊工已昏迷,经抢救终因吸入氩气过量窒息而亡。
案例二:2003年某核压力容器制造厂共有焊工16人实施容器筒体焊接、钢结构件焊接及相应的管道焊接。经体检发现,其中3人存在“尿锰、发锰、血锰”及肌张力不足,同时患有电光性眼炎、青光眼、白内障,另有2人发生舌颤、眼颤,某铆工体检手颤,吃饺子时如筷勺不共用则不能准确夹到饺子。这些现象均是由于不注重焊接职业病及防护所致,对身体造成了很大伤害,被诊断为焊接职业病。
另外,对于部分结构件或临时非工程构件如钢筋的焊接,往往发现部分焊工甚至不用焊工面罩就实施焊接,这均会造成相应人群患电光性眼炎的可能。
2 原因分析
2.1 未认识及辨识焊接过程中的职业危害
焊接是一种热加工工艺,通过加热加压、高温高压的方式使金属或其他热塑材料熔化熔合,实现原子状连接。焊接作业中的危害主要分为化学危害(焊接烟尘,有害气体)和物理危害(噪声、高频电磁辐射和光辐射)。电焊烟尘的化学成分取决于焊接材料和被焊材料(焊件及填充金属材料、辅助工艺材料,助熔剂、焊剂、焊条药皮、造气剂等)的成分和蒸发难度。不同成分的材料在焊接过程中会产生不同的焊接烟雾,焊接烟雾颗粒较小,烟雾破碎。烟气温度高时,粉尘量大。焊接高温电弧产生的有害气体主要包括臭氧、氮氧化物、一氧化碳、氟化物和氯化物。高频电磁辐射(氩弧焊和等离子焊)的强度取决于高频设备的输出功率、高频设备的工作频率、高频振荡器的距离以及设备和传输线是否被屏蔽。光辐射强度取决于焊接工艺参数、焊接方法、与焊接点的距离和相对位置、保护方法等。
焊条电弧焊,TIG焊(GTAW焊)等弧焊均会产生高温电弧熔融金属,焊条(焊芯:钢、碳、锰、硅、铬、镍、硫、磷等;药皮:氧化铁、锰、钛或大理石、荧石)及金属构件在加热、加压过程中会产生焊烟尘(氧化物颗粒)、焊烟气(锰、铬、镍氧化物、氟化氢)、电弧光(紫外辐射)、一氧化碳、氮氧化物、臭氧、高温;焊件、焊条;高温、紫外辐射;放射线(钍钨电极)等物质。
电焊烟尘对健康的影响:电焊烟尘成分较复杂,与焊条、焊件的成分有关,一般含锰、氮氧化物、CO、CO2、臭氧、氟化物等。此外,电焊过程中还存在电焊弧光(紫外线)的危害。
油漆的原料通常为树脂类、油脂类,溶剂为汽油、苯系物、乙醇、乙酸乙酯、酮类,SMAW焊接过程中会发生相应的磷酸盐等不良因素,会对人体产生呼吸困难、苯中毒等危害,而苯中毒会造成血液中血红蛋白造血障碍,危害更大。因此,在焊接油漆构件时必须做好油漆的打磨,严格遵守焊接工艺纪律。
氩弧焊弧光辐射的强度大,强烈的紫外线照射会引起红斑、小水泡等皮肤疾病,存在高频电磁辐射和放射性危害,有毒气体臭氧和氮氧化物会造成呼吸系统疾病,存在触电危险[4]。
2.2 未辨识环境的安全作业条件
未有效辨识作业环境会造成危害,如在密闭空间/受限空间作业,在高温/低温环境作业;未辨识出临时用电、接近高温热源等高风险作业对人体的危害等因素。
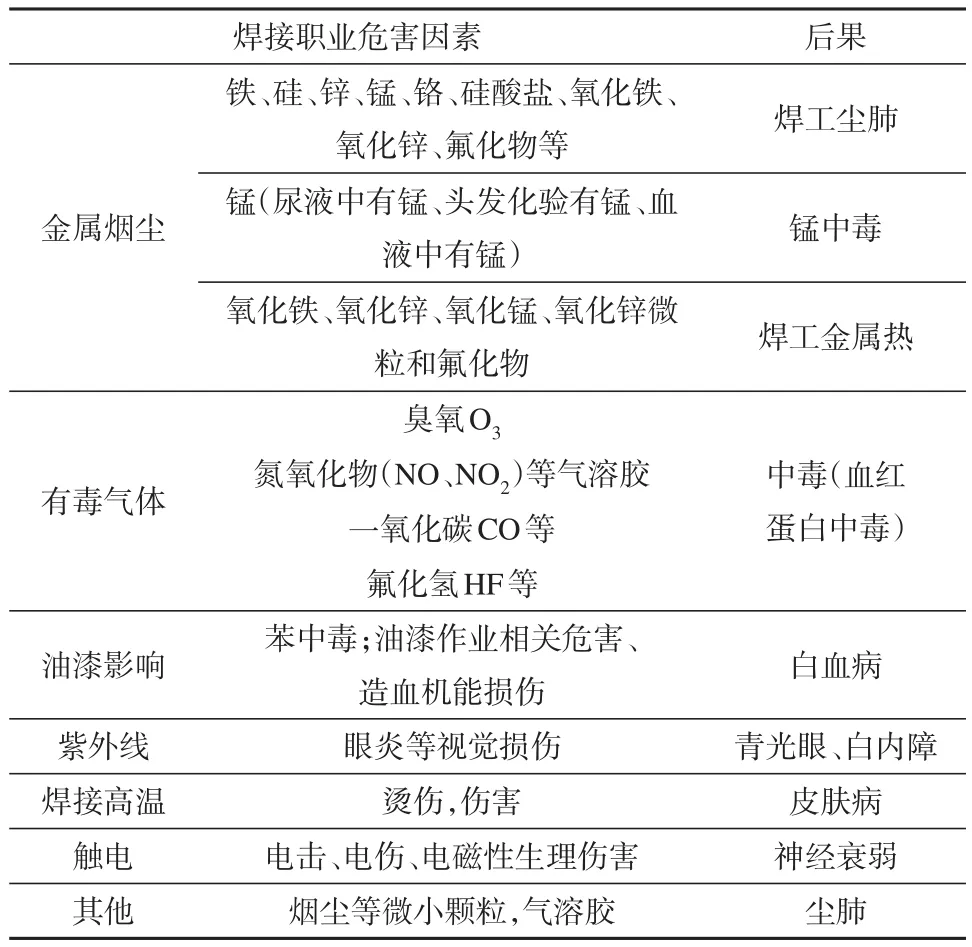
表1 焊接职业危害因素Table 1 Factors endangering welding occupation
案例一中充氩焊工窒息死亡事故的直接原因是:焊工在无监护人的情况下进入2KX K754房间焊接区域,施工区域未设置并开启吸气措施,由于氩气密度大于氧气,地坑狭小,下部严重缺氧而造成氩气窒息。工厂未按照受限空间的安全管理要求进行管理,致使焊工未遵守安全管理规定造成安全事故。
焊接前未清理所焊构件的油漆等异物,违反焊接工艺超电流或加大电流焊接,不严格执行焊接工艺规程要求等。
2.3 管理重视不足
未有效开展技术安全交底工作,对地坑等开口空间的内部焊接重视不足、安全敏感性不足,对惰性气体换气的安全防护措施不到位,监护环节脱节造成了死亡事故;同时,对于焊接的职业卫生健康防护管理和重视程度不够,存在风险辨识不到位。
3 治理措施
通过对窒息、锰中毒、眼疾等职业伤害的产生原因分析,围绕作业环境、季节因素、作业过程、人因等环节,逐一采取措施进行治理,在保证焊接质量的同时保证人员不受职业病折磨。
通过职业卫生知识和技能培训,增强焊工及焊接操作工的个人意识培训,提升个人的防护意识,积极预防并加强个人营养管理,形成良好的工作习惯,规范作业,从制度及组织上做好职业防护。
3.1 绿色施工
3.1.1 应用新工艺和新材料优化施工
将手工焊接改为自动焊接,减少焊工直接操作所受高温热辐射及焊接烟尘的影响,应用埋弧焊、热丝TIG自动焊、MAG焊等新工艺新流程;改进焊接材料,选择无毒或低毒的的焊丝或焊条,减少材料金属烟尘对身体的损伤;改造手工焊操作难度高、工作量大的施工位置,如将4G改为1G焊接,现场焊接调整为车间预制、模块化现场焊接,减少焊接强度;减少厚度6 mm钢衬里壁板对接焊缝背部清根(碳弧气刨等工序)等工序,用单面焊双面成形实施焊接。
对CO2气体保护焊,手工TIG焊、热丝TIG焊等焊接方法,必须采取焊接区域的低部区域送排风,减少这类气体沉积在地面或作业场所底部,避免形成地窑/窖,造成人员窒息伤亡。
3.1.2 改造老旧设施
改进现场工作环境,如在容器预制车间主体厂房侧墙及前后大门梁上部容易施工的墙体结构,在核准安全和稳定的基础上扩大窗户、增加轴流风机加强排风;焊接区域安装排风罩及空气净化装置进行换气;实施敞口区域焊接,保证焊烟能及时排出;焊接区域增设相应的抽风、送风设施,保证区域新风质量。
3.1.3 环境控制
在施工现场醒目部位张贴职业健康环保的风险公示牌,并设置环境监测设备,用相对温湿度仪、有毒有害气体测量仪进行监测,对不符合标准的场所,采取技术措施进行控制,以确保环境符合职业健康要求。
必须将管沟内、地坑、廊道等狭长型构筑物,管道、容器、穹顶、小型房间按受限空间的安全管理规定进行管理,实施工作许可制。做到通风、检测、焊接,再通风、再检测、焊接,间隙控制,必须做到施工环境符合安全条件后才能实施焊接。
实施焊接点必须有专人巡视监护和监火,做到动火焊接监护有效,避免发生火险及意外。
3.2 高温的危害及防治
气温高、日照时间长,易引发作业人员头晕、中暑症状,作业人员易疲乏、易违章作业[5];导致作业人员个人防护用品穿戴不规范;容易引发作业人员其他并发性疾病,如心脏病、高血压。职工休息区须配备清凉饮用水、防暑降温用品;采取轮班更替作业、减少焊接作业的劳动强度,必要时配备奶蛋营养用品,增强焊接作业人员的免疫力和抵抗力。
3.3 焊接烟尘的防治
区分工作与生活区相隔离,焊接烟尘必须采取防尘措施并佩带防毒口罩,禁止在工作场所吸烟、进食等与工作无关事宜。
焊工操作时须屏蔽和增大与辐射源的距离,消除焊接弧光的影响,使用移动屏障围住操作区,以免其他工种工人受到紫外线、弧光照射[6];非电焊工禁止进入操作区域裸眼观看焊接电弧,焊工及其辅助工必须佩戴专门的面罩、防护眼镜,以及适宜的防护服和手套。
焊接过程中产生的有害气体和烟尘,须采用局部排风加以排除。8h OELs:辐照度 0.24 μW/cm2;照射量3.5 mJ/cm2。用环境监测仪动态测量控制保证,典型照片如图1所示。

图1 现场净化排风装置Fig.1 Field purification exhaust device
3.4 班组管控
3.4.1 供给饮料和营养
高温作业工人须补充与出汗量相近的水分和盐分,最好办法是供给含盐饮料:一般每人每天供水3~5 L,盐20 g左右。在8 h工作日内汗量少于4 L时,每天从食物中摄取15~18 g盐即可;若出汗量超过此数时,除从食物摄取盐外,尚需从饮料适量补充盐分如盐汽水。饮料的含盐量以0.15%~0.2%为宜;饮水方式为少量多次,饮料温度不宜超过15℃。在高温环境劳动时,能量消耗增加,应达到12 600~13 860 kJ,膳食总热量比普通工人稍高,可由营养师调配,蛋白质增加到总热量的14%~15%为宜;此外还可补充维生素和钙等。
3.4.2 个体防护
劳保配备可防止辐射热、耐热、热导率小而透气性能好的白帆布或铝箔制的工作服,工作服宜宽大又不妨碍操作、可收口。根据不同作业的需要,供给工作帽、防护眼镜、隔热面罩、阻燃手套、鞋盖、护腿等个人防护用品[7]。
3.5 医疗预防
对从事焊接、接触高温能量介质的焊接作业工人须进行就业前和入暑前体格检查和筛查:凡有心血管系统器质性疾病、血管舒缩调节机能不全,持久性高血压、溃疡病、活动性肺结核、肺气肿、肝病、肾疾病、明显的内分泌疾病(如甲状腺功能亢进)、中枢神经系统器质性疾病、过敏性皮肤疤痕患者、重病后恢复期及体弱者,均不宜从事焊接,从源头控制好焊工资格。每年要进行健康体检,对照体检报告核对关键检验指标,及时发现超标项进行康复疗养。
5 结论
在施工现场醒目部位张贴职业健康环保的风险公示牌,并设置环境监测设备,警示职工做好个人防护及医疗预防,提高安全环保风险意识。焊接作业前要分析辨识焊接过程的安全风险并消除事故隐患,要做好安全先决条件检查和确认,合理调整劳动强度,防止疲劳作业。
为保证焊接施工质量及职工健康,必须做到焊接区域通风良好,不能形成穿堂风,控制焊接环境的风速小于9 m/s的标准要求;从事氩弧焊等惰性气体焊接时必须保持相应的休息频次,通过底部送排风来解决这类气体沉积在地面或作业场所底部的问题。在管道、容器以及人孔、地坑或其他可界定为密闭空间作业,必须办理作业许可证,并采取加强机械送风措施,定时测试氧气含量,并派专人监护,可靠的安全措施有效落实后方可实施焊接,以保证人员安全。
