焊接烟尘中铬元素含量的研究与进展
2022-06-01席保龙张峻铭邓小龙徐顺鑫杨璟瑜王洪亚
席保龙,张峻铭,邓小龙,徐顺鑫,刘 燕,杨璟瑜,王洪亚
东方汽轮机有限公司,四川 德阳 618000
0 前言
我国作为世界最大的制造业国家,2020年全球粗钢产量达187 800万t,中国粗钢产量达到106 500万t,占比56.7%,位列全球第一。作为最大的钢铁生产和消费国,需要焊接的钢铁量约占产量的30%,其中奥氏体不锈钢母材和焊材含有大量的Cr、Ni等金属元素,具有优良的韧性、硬度、强度及耐腐蚀性[1-2]。
研究发现,焊接1 t不锈钢焊材几乎会产生18~33 kg烟尘[3],烟尘中包含大量的Cr、Ni、Mn等重金属元素。零价态的铬(Cr)和二价态的铬[Cr(Ⅱ)]毒性较低,适量三价态的铬[Cr(Ⅲ)]是人体细胞新陈代谢中不可或缺的养分元素,但六价态的铬[Cr(Ⅵ)]含有剧毒,并且国际癌症相关组织机构已明确Cr(Ⅵ)可致癌[4],在细胞研究中已被证明具有诱变作用[5-6]。焊工作业期间接触颗粒状和可溶性的Cr(Ⅵ)最多的是呼吸道和肺部细胞,流行病学相关研究表明焊接不锈钢制品的焊工肺癌死亡率将会增加[7-8]。国外学者Myers J M研究表明,人类呼吸道易吸收可溶性的Na2CrO4,而Na2CrO4会危害细胞质中硫化还原蛋白过程,不溶性的ZnCrO4则会危害线粒体中的硫化还原蛋白过程[9]。烟尘中的Ni、Mn元素可能会对肺部呼吸造成轻微损伤,及引起不良神经反应和帕金森症[10]。因钢结构焊接作业环境恶劣,且烟尘中伴随着大量有害的六价态铬[Cr(Ⅵ)],很大程度上造成愿意从事焊接工种的人员逐年降低,成为约束焊接行业健康发展的热点问题之一[11]。
近年来,随着经济的飞速发展,焊接钢结构产量大幅增加,加之高效焊接方法和药芯焊材等高发尘工艺及材料的普及,烟尘中的Cr(Ⅵ)含量问题日益凸显。因此,为了确保焊接人员的身体健康与环境安全,2006年美国职业安全与健康管理局(OSHA)新颁布了焊接烟尘中Cr(Ⅵ)的允许暴露极限值,要求从业人员8 h工作环境中Cr(Ⅵ)的质量浓度从52 µg/m3降至3 µg/m3[12]。美国国家职业安全与健康研究所(NIOSH)声明在1周的工作时间内10 h暴露的Cr(Ⅵ)质量浓度极限值[13]是1 µg/m3。2010年OSHA[14]将8 h接触Cr(Ⅵ)质量浓度极限值降至0.2µg/m3。但现实作业中,面临焊接作业强度高且为较封闭的空间场合,烟尘中的Cr(Ⅵ)质量浓度远超标准要求的最低极限浓度,对人体危害和环境污染的问题非常严峻。因此,大幅降低烟尘中的Cr(Ⅵ)含量,改善焊接从业人员的工作环境,已成为焊接行业亟待解决的关键问题。
随着《中国制造2025》战略的提出,倡导绿色制造和发展环境友好型新型不锈钢焊材成为大势所趋。目前,国内外对Cr(Ⅵ)含量的治理主要通过焊接工艺和焊接材料两个方向来进行。本文通过分析焊接烟尘Cr(Ⅵ)产生机理,比较了目前主流Cr(Ⅵ)治理措施的优缺点,为完善我国焊接烟尘Cr(Ⅵ)治理方法提供了一定的指导方法,并为新焊材的研制及工艺制定提出了技术方案。
1 焊接烟尘中的Cr(Ⅵ)生成机理及其危害
1.1 生成机理
在高温电弧作用下,母材和焊材同时发生复杂的物理和化学变化,焊材端部的铬或液态熔池中的铬及熔渣激烈蒸发,产生的高温高压蒸汽从熔滴表面或电弧区吹出并射向四周,进入周围空气迅速被氧化和冷凝,变成微小的固态颗粒。因铬与氧的结合力很强,快速转化为Cr(Ⅲ)和Cr(Ⅵ),而Cr(Ⅲ)会进一步被氧化成Cr(Ⅵ)。这些微小分散的颗粒悬浮物分布于电弧周围,最终形成焊接烟尘[15-16]。烟尘中主要包含Fe、Si、Mn、Gr等重要金属元素如表1所示[17],焊接烟尘形貌如图1所示[18]。

表1 焊接烟尘中化学成分(质量分数,%)[17]Table 1 Chemical components of welding fume(wt. %)[17]
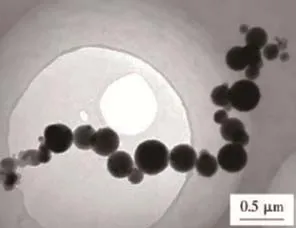
图1 焊接烟尘SEM形貌[18]Fig.1 SEM morphology of welding fume[18]
1.2 Cr(Ⅵ)的危害
焊接作业生成大量有害六价态铬,主要以颗粒的形式悬浮在作业空间,并以金属氧化物的形式存留,具有成分复杂、粘性大及粒径不统一的特点,且在空气中扩散。
James M.Antonini等人[19]采用体内、体外生物测定的方法,对不同烟尘类型下小鼠体内肺细胞中的特征参数进行了研究,肺细胞内焊接烟尘参数如表2所示。三种方法中的不锈钢焊接烟尘特征参数尤为突出,Cr(Ⅵ)含量最高,可溶性占比最高。同时在体外进行了细胞培养(在含有三种烟尘类型的无菌磷酸盐盐水中),结果如图2所示,随着烟尘浓度的上升,细胞的褶皱变形越大,Cr(Ⅵ)含量越高,细胞损害越大。S.S.Wire等人[20]采用海狮的肺细胞进行生物遗传病学研究,实验发现,随着Cr(Ⅵ)质量浓度的上升,细胞分裂及染色体突变的概率增大,即质量浓度为10µg/cm2时,细胞分裂及染色体突变的概率几乎为39%和56%。Beate Pesch等人[21]分析了焊接烟雾中Cr(Ⅵ)引发的肺癌风险,分析来自2个病例,并对照3 418例肺癌病例和3 488例健康男性,结果表明,肺癌病例体内Cr(Ⅵ)的浓度均明显高于参考健康男性,焊工的头皮毛发样本含量较高,且随着接触焊接烟雾时间的累积,与焊接相关的肺癌风险也增加,但当前拟合回归模型预估风险处于定性分析。考庆君等人[22]研究K2Cr2O7对小鼠的影响,研究表明随着Cr(Ⅵ)质量浓度增加,小鼠体重下降,且高浓度时小鼠肝脏显著肝窦充血、瘀血、渗血,可能出现坏死病。
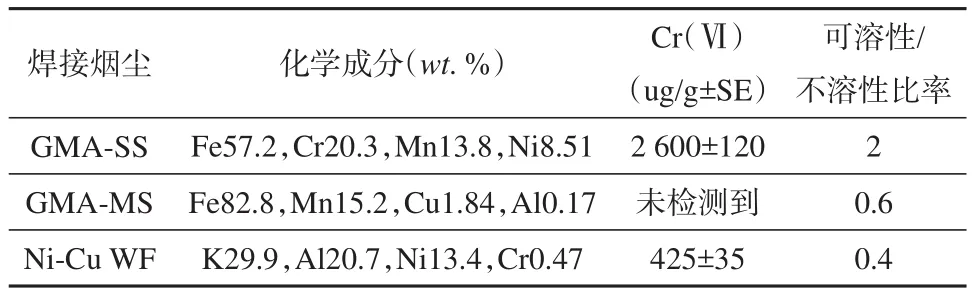
表2 肺细胞内焊接烟尘的参数[19]Table 2 Parameters of welding fume in lung cells[19]

图2 不同焊接烟尘下细胞外形的变化[19]Fig.2 Cell shape changes under different welding fume[19]
Gube M等人[23]分析了Cr作为防锈剂时对焊工的危害。虽然焊接作业人员不能区分生物样品中Cr的含量,但长期暴露含Cr(Ⅵ)的烟尘中,将出现职业性哮喘、眼睛刺激和损伤、耳膜穿孔、呼吸困难、刺激、肾损害、肝损害、肺充血、皮肤刺激、腹痛和糜烂等危害。Miller和Chang[24]采用空气动力学颗粒的方法,结果表明10µm尺寸以上的烟尘颗粒将卡在喉头或鼻咽里,尺寸3~10µm的烟尘颗粒将沉积在导气管内,尺寸0.5~3µm的烟尘颗粒将穿透远端气道和肺泡间隙,尺寸小于0.5µm的颗粒则会被过滤掉,像气体被一样呼出,该文为目前研究金属可能渗入细支气管和肺泡提供了清晰的证据。Bakri S[25]等人综述了1950~2016年焊接烟尘中Cr元素引起的肺部疾病,讨论了在汽车工业中肺部疾病的风险系统,进一步研究Cr(Ⅵ)与人体、动物细胞相互作用的危害。更多有关Cr元素危害的研究如表3所示。

表3 在体内和体外实验中,焊接烟尘中Cr元素对人和动物肺部的危害[25]Table 3 In vivo and in vitro experiments,chromium in welding fume caused lung cancer in human and animal lungs[25]
2 焊接烟尘中Cr(Ⅵ)的治理措施
为了净化焊接烟尘中的Cr(Ⅵ),发展绿色焊接,需要从源头减排和技术创新两方面综合治理,以保证焊接产生的有害Cr(Ⅵ)质量浓度在极限值范内。目前常见的治理措施主要分为绿色焊接工艺的制定与新型绿色焊接材料的研发。
2.1 绿色焊接工艺
焊接工艺主要包含焊接方法的选择和焊接参数的设置[32]。
2.1.1 焊接方法
不同的焊接方法直接决定着不同的烟尘发尘量。Sowards J W[33]分别采用焊条电弧焊(SMAW)、熔化极气体保护焊(GMAW)、药芯焊丝电弧焊(FCAW)和脉冲熔化极气体保护焊(p-GMAW)四种焊接方法研究焊接烟尘中的Cr(Ⅵ)含量。研究发现,SMAW排放的烟尘中Cr(Ⅵ)含量最高,如表4所示。Yoon C S等人[34]研究了SMAW和GMAW两种焊接方法对烟尘中Cr(Ⅵ)的影响,结果表明SMAW烟尘中的Cr(Ⅵ)质量浓度高于GMAW,但SMAW烟尘中Cr(Ⅵ)总质量数低于GMAW。Jane Blunt等人[35]研究了多种焊接方法对烟尘发尘量的影响,按影响严重的程度依次排序为:SMAW>GMAW>TIG>氧乙炔焊>SAW。Mtusiak J等人[36]研究了SMAW、GMAW和TIG三种焊接方式下烟尘中的Cr(Ⅵ)质量浓度和Cr质量浓度,结果表明烟尘中Cr(Ⅵ)的质量浓度排序为:SMAW>GMAW>TIG,这是由于TIG焊中的Cr(Ⅵ)只来源于母材;其他两种焊接模式下的焊材中含有大量K、Na氧化物,不仅增大了发尘量,且促进Cr向Cr(Ⅵ)转化。Dennis J H等人[37]研究了单层、双层气体保护法对不锈钢GMAW中Cr(Ⅵ)和臭氧浓度的影响,结果表明双层气体保护可显著降低臭氧浓度,但Cr(Ⅵ)浓度并未降低。

表4 不同焊接方法下焊接不锈钢的烟尘量[33]Table 4 Fume emission for several different stainless steel welding method[33]
2.1.2 焊接参数
白建涛等人[38]研究了不同焊接参数和熔滴过渡模式对自制的不锈钢药芯焊丝的电弧稳定性、焊接烟尘颗粒尺寸及Cr(Ⅵ)含量的影响。结果表明,短路过渡生成的焊接烟尘平均颗粒尺寸小于粒状过渡的,但烟尘中Cr(Ⅵ)/总 Cr(n/N)比值大;Cr(Ⅵ)/总Cr(n/N)的变化与焊接烟尘颗粒尺寸变化相反;同一种不锈钢药芯焊丝焊接烟尘中的Cr(Ⅵ)的含量比随着焊接热输入正相关变化,如图3所示。

图3 药芯焊丝在不同焊接工艺参数下焊接烟尘中Cr(Ⅵ)/总Cr的比例与烟尘平均颗粒尺寸[38]Fig.3 Average particle size and Cr(Ⅵ)/Cr(n/N)in welding fume of flux cored under different welding parameters[38]
陆春花等人[39]检测了不同焊接参数下不锈钢焊接烟尘中的锰、铬、镍浓度,结果表明降低焊接热输入能减少焊接烟尘量及降低空气中锰、铬、镍及其化合物的浓度。张恒铭等人[40]研究表明在大的电参数下,熔滴过渡模式对烟尘的发尘量影响不大,但热输入过大将增大熔滴和母材的蒸发量,增大焊接烟尘量。樊丁等人[41]研究了不同熔滴过渡模式对焊接烟尘的影响,结果表明熔滴过渡转为旋转射流过渡时,电弧不稳定,发尘量大,烟尘粒径与熔滴过渡方式有关联。Matusiak J等人[36]研究表明焊接热输入与Cr(Ⅵ)质量浓度成正相关,且氧含量也与Cr(Ⅵ)质量浓度成正相关,如图4所示。
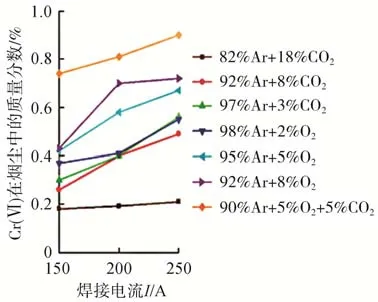
图4 焊接电流和保护气体对GMAW不锈钢焊接烟尘中Cr(Ⅵ)质量分数的影响[37]Fig.4 Influence of welding current and shielding gases on the contents of Cr(Ⅵ)in fume during GMAW welding of chromium-ferrites steel[37]
Yoon C S等人[34]研究了不同热输入对烟尘Cr(Ⅵ)的生成率影响,发现随着焊接热输入的升高,整体上烟尘中Cr(Ⅵ)及Cr的质量分数也增大,但Cr(Ⅵ)的质量分数并不是一直上升,这可能与熔滴过渡模式相关,短路过渡Cr(Ⅵ)占Cr的质量分数远大于射流过渡,如图5所示。图5中,B为82%Ar+18%CO2,C为 92%Ar+8%CO2,D 为 97%Ar+3%CO2,E为98%Ar+2%O2,F为95%Ar+5%O2,G为92%Ar+8%O2。
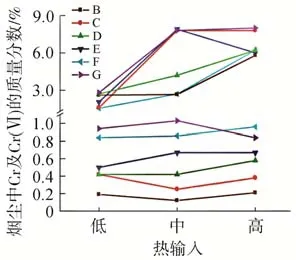
图5 焊接热输入量对焊接烟尘中Cr与Cr(Ⅵ)的质量分数的影响[34]Fig.5 Influence of welding input on Hexavalent chromium content in total chromium[34]
因此,在保证焊接质量的前提下,综合考虑电弧电压、焊接电流、焊接速度等工艺参数对焊接烟尘和Cr(Ⅵ)的影响,选取最佳参数组合,减小热输入,降低烟尘发尘量。
2.2 焊接材料
焊接材料成分的微量变化直接影响焊接烟尘的发尘量和Cr(Ⅵ)含量。国内学者明珠等人[42]研发了一种E2507N高氮不锈钢药芯焊丝,基于焊丝组分配制原则添加0.65%~0.7%N元素,研究表明E2507N高氮焊丝焊接作业产生飞溅较小,烟尘发尘量少。栗卓新等人[43-44]采用在焊丝中添加一定数量的Zn-Zr合金添加剂的方法,研究不锈钢焊丝的性能及Cr(Ⅵ)浓度,结果表明添加剂可显著减少烟尘中30%~50%的Cr(Ⅵ)。谢清莲[45]为了解决低氢型焊条有毒烟尘发尘量的问题,在原有药皮萤石含量的基础上,添加一定比例的BaCO3和SrCO3,结果表明这是一种低尘、低毒的优良新型焊接材料。文献[46]研究表明目前已研制出两种新型不锈钢药芯焊丝,与传统308L焊丝相比,其焊接烟尘中Cr(Ⅵ)浓度有效降低至原来的10%或甚至20%,如图6所示。

图6 新型1#与传统308L奥氏体不锈钢药芯焊丝中焊接烟尘Cr(Ⅵ)排放率对比[46]Fig 6 New type 1#and traditional 308 Laustenitic stainless steel fluxcored wire welding fumes of Cr(Ⅵ)emissions contrast[46]
国外学者Vishnu B R等人[47]研究了一种低烟尘的新型不锈钢耗材,采用纳米化合物替代改性方解石助熔剂材料,结果表明纳米化合物的引入提高了电弧稳定性,可显著降低焊接烟雾和Cr(Ⅵ)浓度;实验电极使金属的回收率达到85%~100%,产生的烟尘排放最少,并且其中一种实验电极可将Cr(Ⅵ)的浓度降至42%。Sowards J W等人[48]研究了一种无Cr基的新型不锈钢耗材,采用Ni-Cu基体合金替换Cr-Ni基体合金,研究表明Ni-7.5Cu合金体系防腐性最佳,并添加Ru元素提高其工艺性能;烟尘中的Cr全部来源于母材自身,显著地使烟尘中的Cr(Ⅵ)浓度从2.65%降至0.02%~0.097%;我国是一个Ni资源缺乏的国家,减少Ni的使用可降低成本,也解决了Ni含量过高导致的人体过敏、中毒等问题。Odonnell D B等人[49]通过改善药皮成分,研究出一种可降低烟尘中Cr(Ⅵ)浓度和提高电弧稳定性的新型不锈钢耗材,在药皮成分为0.5%~12.5%CeFe和2%~25%(CeO2+ZrO2)时,该耗材具有电弧稳定性高、Cr(Ⅵ)浓度低及造渣性良好的优点。Baune E[50]为了解决碱性金属发尘量几乎是酸性金属发尘量的2倍的问题,采用Li水玻璃替换焊条中的Na、K水玻璃,抑制碱金属活性,降低Cr(Ⅲ)向Cr(Ⅵ)的转化率,可有效降低烟尘总量和25%~40%的Cr(Ⅵ)。Wang J等人[51]采用在保护气体中通TMS(SiO2前驱体化合物)的方法,研究对TIG焊烟尘中Cr(Ⅵ)的影响,结果表明TMS在高温作用下分解成SiO2,包裹在电弧周围阻断Cr(Ⅵ)通向培养大肠杆菌的通道,降低与细胞接触的概率,提高大肠杆菌存活率,当气体流量为30 L/min且4.2%TMS时,TIG焊中的烟尘Cr(Ⅵ)符合OSHA标准要求,工作效率几乎高于90%。
由此可知,研制低度、低尘、价廉及低Cr(Ⅵ)是环保型不锈钢焊材的发展潮流。
3 结论
(1)烟尘中Cr(Ⅵ)的产生是一个极其复杂的物理化学过程,其危害治理需要采取综合性的手段。
(2)烟尘中Cr(VI)的含量控制措施要取决于主动保护,实现从源头治理,朝着焊接绿色化的生产方向发展。
(3)绿色焊接工艺和绿色耗材体系的革新,为实现资源节约和环境友好的生产开辟了新的道路。
