焊接作业厂房治理模式的发展及分布式整体治理的应用
2022-06-01蔡德宏王延斌胡光明叶含青丁沛文梁晶晶
蔡德宏,王延斌,胡光明,叶含青,丁沛文,周 杰,梁晶晶
航天凯天环保科技股份有限公司,湖南 长沙 410129
0 前言
我国焊接作业场所的治理模式已相对稳定,但不同模式之间的适用性、可行性、经济性尚未得到协调统一。在焊接作业场所污染治理方案确定前,有必要针对自身特定需求,选择合适的治理工艺路线。比如:北方地区需要综合考虑排放带来的热能损失问题;南方地区特定作业厂房需要考虑降温、除湿;多点位的局部治理需要和整体治理进行投资成本、运行费用、治理效果等的分析判断。
1 焊接烟尘的产生及危害
1.1 焊烟的产生
焊烟是在电焊过程中焊条或焊丝与工件接触时,焊接位置在高温作用下金属熔化,与不同药剂产生高温燃烧反应而产生的烟尘。焊接烟尘一般伴随有大量的热能释放,因此焊接烟尘的扩散路径可一定程度上遵循热烟羽的过程。
焊接烟尘产生的污染物种类较为复杂,不仅存在固态金属颗粒物,且伴随有一定量气态污染物的产生,烟尘中含有二氧化锰、氮氧化物、氟化物、内臭氧等,如车间空气中焊尘浓度为0.50~18.33 mg/m3,则游离SiO2含量为2.92%~4.28%,锰(MnO2)含量为 0.035~0.280 mg/m3[1]。
呼吸带焊接废气及焊接烟尘浓度如图1、图2所示。由图可知,呼吸带CO、氮氧化物、粉尘随焊接电流变化均存在一定规律,并不是电流越大污染物产生量越大。计算污染物产生时应结合工作强度综合考虑污染物散发量。由图还可知,烟尘颗粒物产生的同时,伴随有一定量的气体污染物存在。对于有保温作业要求的空气处理厂房,气体污染物除少量吸附于颗粒物表面被除去外,很大一部分停留在作业场所不断富集。作业厂房有外窗或外门的,尚可通过门窗漏风形式补充新风对气体污染物予以稀释;当厂房空间较大、焊接作业量集中时,气体污染物得不到有效稀释而不断富集,量变引起质变,也将变成对作业人员身心健康产生损害的重要因素。

图1 作业人员呼吸带废气浓度随焊接电流变化关系[2]Fig.1 Relationship between the concentration of exhaust gas in the re‐spiratory zone of the operator and the variation of welding current[2]

图2 作业人员呼吸带废气及粉尘浓度随焊接电流变化关系[2]Fig.2 Relationships between exhaust gas and dust concentration in the respiratory zone of the operator and the variation of welding current[2]
1.2 焊烟的危害
电焊烟尘产生后,随热烟羽浮升到一定高度,被冷却后一部分轻质部分会动态悬浮于呼吸带,逐渐被作业人员呼吸入肺部,对作业人员身心健康造成损害。焊烟污染物类型及其危害如表1所示。

表1 焊烟危害分析[3]Table 1 Hazard analysis of welding smoke[3]
2 焊接作业厂房的治理模式
目前,焊接作业厂房烟尘治理模式大体分为三类:个体防护、局部治理、整体治理。
2.1 个体防护
相对而言,个体防护投资及运行成本最低,但也是效果最差的一类模式。尤其是工艺过程对作业环境有要求时,个体防护基本不起作用,且影响作业效率。
市面上常见的个体防护产品如图3所示,采用的是呼吸面罩形式。这类产品适用于作业强度不大的场所,作业人员长期负载会大幅消耗体力。
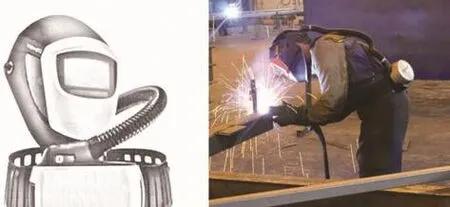
图3 个体防护产品及其作业过程Fig.3 Personal protective products and their operation process
2.2 局部治理
为了用较少的成本取得较好的效果,局部治理一般从烟尘源头进行收集,可以以小风量的投入收集高浓度的粉尘。由于局部治理有诸多优势,在行业内得到了大规模推广。为了保证收集效果,对局部治理也有一些限制性条件,诸如烟尘产生的位置应相对固定、焊接作业点相对集中、吊装方式不会干涉吸风口等。同时,局部治理一般不能改善整个作业空间的环境,尤其是温湿度环境。如铝合金焊接等工艺,除要求烟尘浓度外,对湿度也一般要求在65%以下。
局部治理的吸气臂模式如图4所示,其最大的优点是机动能力强,对固定焊接点位捕捉效果好。同时,要求吸风罩距离焊接点位较近,且位置要布置在烟尘热扩散的大体路径上。这对焊接作业过程的干涉较大,对焊接作业者的效率也由影响。

图4 吸气臂产品及其作业过程Fig.4 Suction arm product and its operation process
侧吸或底吸的局部工作台如图5所示,一般是针对小型工件,既可应用于焊接,又可应用于切割、打磨等作业,对作业过程影响相对小[3]。这类方式不适用于复杂的、大体积的工件作业。
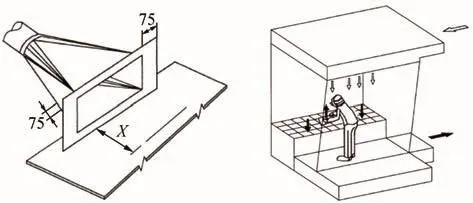
图5 侧吸及底吸的局部治理模式Fig.5 Local treatment mode of side suction and bottom suction
图6是最常用的顶吸式治理方式,设计有一定截面流速的顶吸罩,通常四周配合透明软帘一起应用。由于罩体较大,适用于流水线工艺或其他固定点作业工艺过程,若需要行车等上下料吊装,则需要进一步改进顶吸罩形式。

图6 固定顶吸罩局部治理模式Fig.6 Local treatment mode of fixed ceiling hood
图7为旋转顶吸罩模式,图8为一种跟随式上下移动顶吸罩模式。此类顶吸罩克服了固定顶吸罩上下料的问题,但其较大的空间体积对作业过程仍会产生影响。且大多数情况下,作业场所很难做到每个烟尘产生点位均布置有大体积的顶吸罩。

图7 旋转顶吸罩局部治理模式Fig.7 Local treatment mode of rotary top suction hood

图8 一种上下移动式顶吸罩的局部治理模式Fig.8 A local treatment mode of up-down mobile top suction hood
其他局部治理模式,如全封闭工作间、伸缩工作间等(见图9),均采用小风量封闭、半封闭结构,确保工作间外部作业场所的清洁,但作业场所内存在一定的污染风险,多应用于机器人作业场所,且其内部的气流组织模式也需要通过计算或模拟确定。图10为超高大伸缩工作间的仿真流场图和流线图。由图可知,虽然确保了工作间外无污染物外溢的可能,但工作间内部涡流使其内部污染物存在一定富集,从而恶化工作间内部作业环境。

图9 全封闭工作间及伸缩工作间的局部治理模式Fig.9 Local treatment mode of fully enclosed workshop and tele‐scopic workshop
2.3 整体治理
为了适应大工件、高标准的作业环境要求,整体治理应运而生。文中重点分析吹吸式模式和整体厂房分层送风模式。
早期的整体治理沿用的是前苏联的治理理念,对职业健康污染物的关注较少,主要以通风或空气调节为治理目的,通过侧吹侧吸的吹吸方式达到一定的环境治理效果[6]。如图11所示,可以看出其仍然沿用的是空调送风风幕的理念,试图通过气幕隔绝污染物的扩散路径[4]。
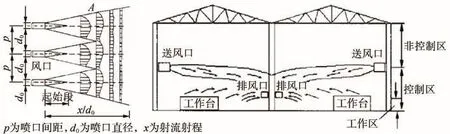
图11 吹吸式的整体治理模式Fig.11 Blowing and sucking overall treatment mode
随着职业健康要求的不断严苛,需要同时满足温湿度环境以及烟尘、废气的治理。通过引入整体厂房分层送风治理理念,利用如焊接类的热加工过程烟尘热烟羽作用,以小风量驱动大空间气流组织,达到作业环境的清洁治理。诸多实践项目效果表明,同样作业环境治理效果前提下,整体厂房分层送风方式风量约为传统侧吹侧吸方式风量的50%。
整体厂房分层送风除尘原理及控制原理如图12所示。在整体厂房分层送风系统中,是以低速在厂房的下部分层送风,清洁空气直接送入工作区,先经过人体,这样就可以保证人体处于一个相对清洁的空气环境中,从而有效地提高工作区域的空气品质。这种方式对空气状况的要求只是针对工作区域(工人活动范围及时段内)而不是整个厂房的空气输导。如同在除尘原理中所叙述,要满足工作区的相对温度,同时排除焊接烟尘,就要保证焊接烟尘在送风口推动和回风口抽吸的作用下缓慢上升,形成向上的单向流动。清洁送风使室内浊热焊接烟气逐渐抬升而非混合,可保证工作区的温度及含尘要求[5]。
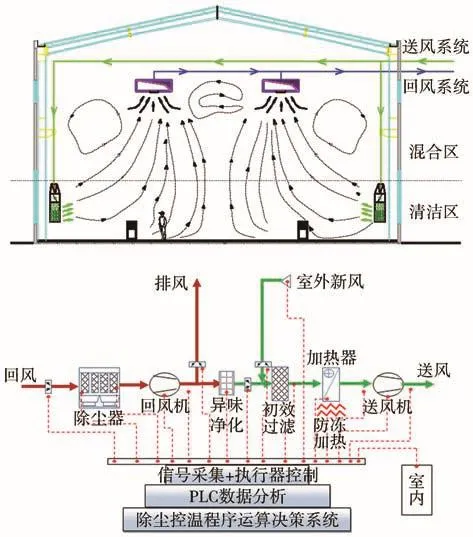
图12 整体厂房分层送风除尘原理及控制原理Fig.12 Principle and control principle of stratified air supply and dust removal in the whole plant
整体厂房分层送风系统最大的优点在于:风量小且作用直接,对工作区域没有任何影响,基本规避了局部治理带来的工艺影响。
整体治理面向整个作业车间环境的改善,一般采用大型综合治理设备,配套有除尘、新风、加热、降温、除湿、加湿、异味净化等功能,基本可以同步满足整个车间的空气调节。如图13所示,为涵盖除尘+供暖+异味净化+余热回收+恒温恒湿等功能的机组结构图。

图13 整体治理设备结构Fig.13 Overall treatment equipment structure
整体治理带来高便利性的同时,相应也增加了环境治理的投资及运维成本。虽然一定程度上通过计算合理的气流组织可以最小代价得到最优效果,但其配置风量仍相对局部点位治理高。因此,在考虑整体治理前应做好充分的调研分析及投资运维对比,确定整体治理的合理性、必要性及可行性,再借助经验计算和数值计算仿真等方法确定设计风量及空间风量匹配情况,以达到最佳经济效益。
2.4 整体厂房分层送风治理模式的发展
随着整体厂房分层送风治理模式的不断推广应用,根据实际需求产生了一系列新的思路和方法。
(1)局部+整体的综合治理模式。
对于作业相对固定的场所,且场所空间较大时,为减少污染物的扩散,并保证作业区域人员的空气治理,可采用局部+整体的综合治理模式。该模式沿用整体厂房分层送风气流组织,同时在焊接或其他热作业点上方布置局部吸风罩,配合整个车间的顶部回风,将车间形成一个工作区域送风、局部排风、车间顶部回风的有机整体。
具体结构如图14所示,实物如图15所示,为北方某大型汽车制造企业车间治理模式,在解决了供暖、余热回收的同时,极大改善了作业环境。

图14 某北方汽车制造企业局部+整体治理示意Fig.14 Schematic diagram of local+overall treatment of a northern automobile manufacturing enterprise
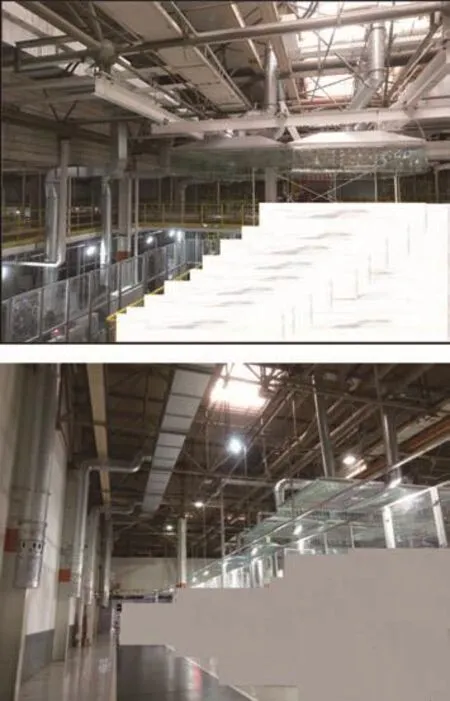
图15 某北方汽车制造企业局部+整体治理实物Fig.15 local+overall treatment of a northern automobile manufac‐turing enterprise
北方某客车厂车间治理模式如图16所示,为局部流水线封闭+整体治理模式,在解决夏季空调、冬季供暖的同时,极大改善了作业环境。
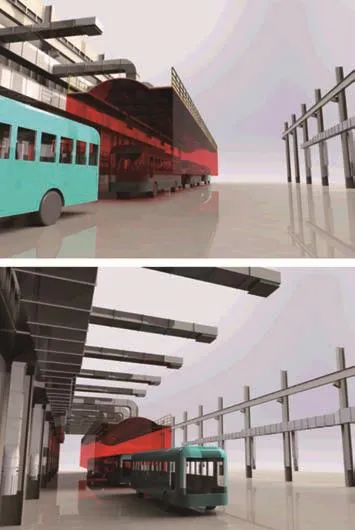
图16 北方某客车厂局部+整体治理示意Fig.16 Schematic diagram of local+overall treatment of a northern bus factory
(2)分布式整体治理模式。
分布式整体治理模式是在整体厂房分层送风基础上发展而来,沿用的是分层送风、下送上回的气流组织形式[7]。
整体厂房分层送风模式有其广泛的应用领域和实用价值,但在一些特定场合,虽然需要整体治理的气流组织,对一些功能性的需求并不强烈。比如,靠外墙的北方钢结构焊接厂房,局部治理无法满足要求,车间门窗又存在一定的新风漏风率,冬季又需要回风循环以防止供热损失。此时的整体厂房分层送风系统就可牺牲供暖、新风、空调、异味净化等功能,以除尘为治理目的。由此,可以采用分布式整体治理模式,通过众多小区块的分层送风气流组织相组合,形成整个车间的空气循环。
如图17、图18所示,分布式整体治理模式主机采用一体化治理机组,结构小巧、布置灵活,可模块化生产。众多的一体化治理机组,通过中控系统协调控制,组合成整个车间的分层送风气流组织[7]。
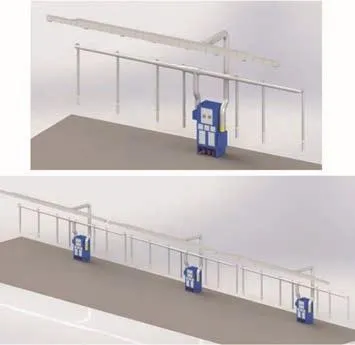
图17 分布式整体治理结构示意Fig.17 Schematic diagram of distributed overall treatment structure

图18 分布式整体治理模式管道布局Fig.18 Pipeline layout of distributed overall treatment mode
实践结果表明,分布式整体治理模式虽牺牲了一些功能性需求,但在改善烟尘环境方面效果显著,投资成本也得到较大幅度的节省,且更容易实现车间内的分区节能控制。
3 分布式整体治理模式的实践应用
项目坐落于山西某厂结构焊接厂房,治理范围涉及6#和87#两个作业厂房,共计5个生产区,治理面积共11 628 m2,厂房高度最大达18 m,跨距最大达32 m。
根据各个区域的治理面积及同时焊接作业数量,6#厂房设计采用14套分布式整体治理系统,87#厂房设计采用8套分布式整体治理系统。6#厂房和87#厂房共用一套中央控制系统,达到整体治理+分区联控的治理效果。治理区域工况统计如表2所示。
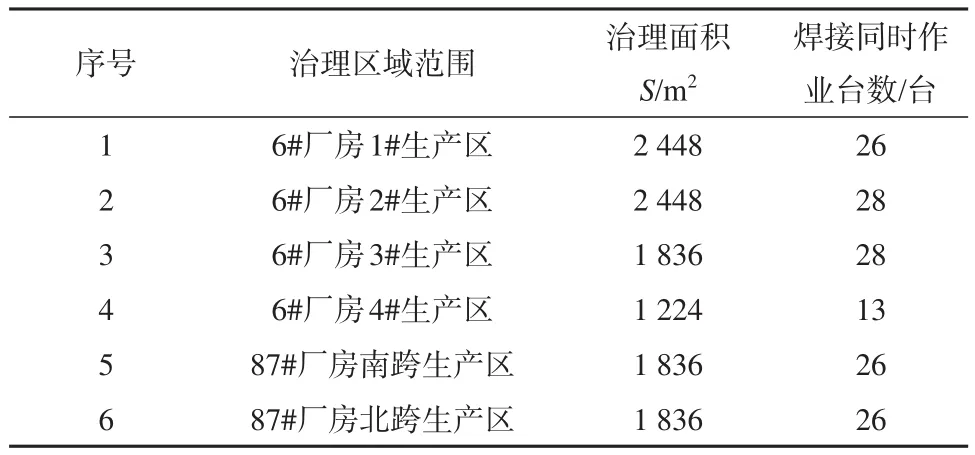
表2 治理区域工况Table 2 Working conditions in the treatment areas
图19为分布式整体治理系统的三维设计图。可以看出,单个分布式系统标准化强,可替换性强,极大降低了装备的制造、运输、安装、维护成本。

图19 山西某6#&87#厂房分布式整体治理系统三维设计图Fig.19 Three dimensional design drawing of distributed overall man‐agement system of 6#&87#workshop in Shanxi
系统安装完成后的实物如图20所示,部分设备安装于室外,以减少对车间空间的占用。

图20 山西某6#&87#厂房分布式整体治理系统安装实物Fig.20 Physical installation of distributed overall management sys‐tem in 6#&87#workshops in Shanxi
为了更为直观地判别分布式整体治理系统效果,对设备开机前后车间内烟尘情况进行了数据采集和直观观察。数据采集结果及直观观察分别如表3、图21所示,在不考虑新风、供暖、制冷、异味净化等功能条件下,分布式整体治理模式可以获得与整体厂房分层送风相当的烟尘收集治理效果。

图21 分布式整体治理系统在6#厂房开机前后效果对比Fig.21 Effect comparison of distributed overall management system before and after 6#workshop startup
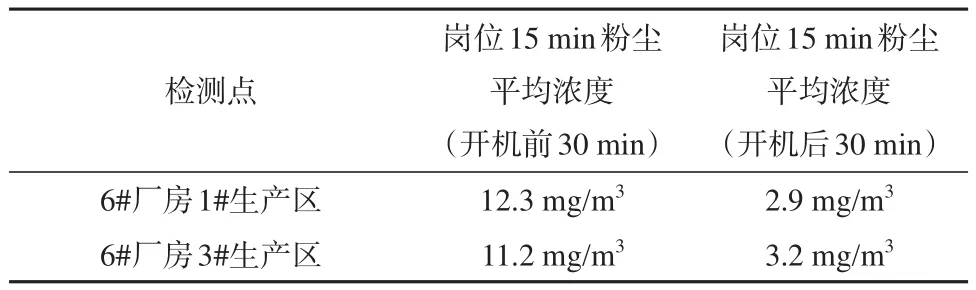
表3 开机前后测点粉尘浓度Table3 Dust concentration of measuring points before and after startup
4 焊接作业厂房治理模式的选择
综合作业厂房内影响治理工艺选择因素,如表4所示,作为治理模式选择的初步依据,按“☆”推荐,“☆”越多则可行性越好。
表4未能全面囊括所有的工艺类型,仅对可能存在的几种工况进行了评判分析。在今后的项目实践中,可根据实际应用情况不断丰富选型内容,不断细化各个工艺分支,以期为厂房治理提供更好的依据和标准。

表4 焊接作业厂房治理模式选型Table 4 Selection of management mode of welding workshop
5 结论
在传统整体厂房分层送风的基础上,针对特定工况开发的分布式整体治理模式,在牺牲了新风、制冷、供暖、除异味等功能的情况下,可低成本的广泛应用于大型钢结构焊接、钢结构焊割等作业环境。尤其是在北方地区,除尘的同时可有效降低热能损失。同时,在中控系统的整合下,众多的分布式一体化机组能更好地实现分区治理模式。每套系统控制区域即为一个治理分区,为进一步实现实时分区送风提供了新思路和新方法。实践应用表明,在除尘效果和节能运行方面,分布式整体治理可获得与传统整体厂房分层送风相当的治理效果,且投资成本更低,更适合于中小型企业焊接作业厂房治理的推广应用。
焊接作业厂房可根据自身针对性需求选择合适的治理工艺,达到最优的经济效益。
