锌冶炼沸腾焙烧余热锅炉改造实践
2022-05-31胡茂峰
胡茂峰
沸腾焙烧炉,又称流化床焙烧炉,是用固体流态化技术焙烧硫化矿的装置,焙烧过程有反应热放出,产生含有二氧化硫的气体主要用来制造硫酸,矿渣则用作冶金原料。在锌冶炼行业中,沸腾焙烧炉处理的是硫化锌精矿,靠硫化锌与氧气的自热反应,实现冶炼过程,产出多余的热量需配套设置余热锅炉,将多余的热量带走,实现热平衡,同时将高温烟气温度降低,并除去烟气中部分尘,因此锌冶炼沸腾焙烧余热锅炉既是热工设备,也是冶炼系统的重用组成部分。在某厂,2010 年投产一套沸腾焙烧制酸系统,其中有一台蒸发量 7.5t/h 的余热锅炉,根据生产工况的变化,对余热锅炉多次进行了改造,特别是 2013 年后,焙烧炉开始处理硫化物滤饼,该物料是锌氧压浸工艺硫回收过程中的中间产物,含硫达到 58%,并且主要是单质硫,焙烧炉开始处理硫化物滤饼后,炉况和烟气状况都发生了极大的变化,原有的余热锅炉无法适应新的工况条件,不得不进行改造。本文就对其改造的前因后果进行一个总结分析。
1 余热锅炉基本情况
锌冶炼余热锅炉因具有高温高压,安全要求极高,单台运行无备用旁通,不能立即停炉,烟气中含尘量大,内部管束易积灰,烟尘灰熔点低易形成粘结,开停炉时间长等诸多特点,操作难度大,安全风险高,并且易制约冶炼过程正常的生产,影响经济效益,由此,余热锅炉能否平稳安全运行,成为锌冶炼企业的难点和重点。
本余热锅炉包括两部分 :余热锅炉本体一台和焙烧炉蒸发管束 8 组,余热锅炉本体为全密封的膜式壁结构,分辐射室和对流室,中间由水冷隔墙分开,焙烧炉的高温烟气经炉膛辐射室后流过对流管束至锅炉出口,锅炉同时起到部分除尘、降温的作用 ;蒸发管束布置在焙烧炉炉膛周围,用循环水管与余热锅炉本体组成一个循环水系统,焙烧炉炉内产生的多余热量被蒸发管束中循环水带走。
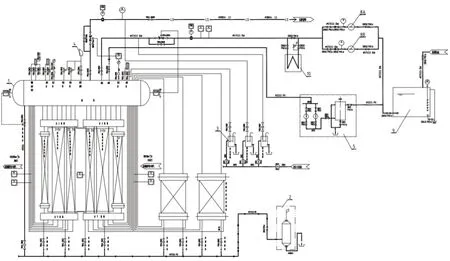
图1 余热锅炉热力系统图
1.1 余热锅炉主要参数
1.2 主要部件
1.2.1 连接烟管
沸腾焙烧炉与锅炉的接口采用了插入式加填料密封的连接方式,余热锅炉紧靠烟气出口,减少连接烟道长度,以免积灰,并开设人孔清灰。
1.2.2 辐射室
锅炉辐射室采用膜式水冷壁,并配有外护板,炉膛辐射室容积较大,以降低烟尘流速,防止粘结。膜式壁由 φ38×5(材料为20/GB3087-2008)的炉管加扁钢(δ5)焊接组成,膜式壁节距为80mm,采用全密封的结构。辐射室进口约 1000℃,出口烟气温度约 680℃。
1.2.3 对流室
对流炉室两侧墙由 φ38×5(材料为 20/GB3087-2008)的炉管加扁钢(δ5)焊成的膜式壁组成,膜式壁节距为 80mm,采用全密封的结构。对流室内布置有对流管束受热面部件。对流室底部安装了埋刮板除灰装置,将降至底部的灰输送至炉外,出口烟气温度约 350℃。
1.2.4 对流管束
烟气从辐射室出来以后进入对流管束,对流管束由 φ38×5(材料为 20/GB3087-2008)的炉管与联箱组成,其横向节距为160mm,纵向节距为 125mm。对流管束设有 18 片管片,烟气纵向冲刷管片。
1.2.5 锅筒
锅筒筒体直径为 φ1400×16mm,筒身直段长 5600mm。锅筒正常水位位于锅筒中心线,最高水位、最低水位在正常水位上、下各 150mm。锅筒两端为椭圆封头,材料为 Q245R,两只封头上均装有人孔装置,以方便进入锅筒内部检修。
1.2.6 锅炉钢架、外护板、炉墙、灰斗
锅炉钢架共有 6 根柱子,整个钢架系框架式结构、钢架柱、梁均采用 H 型钢。锅炉钢架中心线宽度为 4000mm。锅炉炉墙采用轻质炉墙,即水冷壁外侧及顶棚水冷壁,等距的焊上抓钉,覆盖一层 2×75mm 厚的岩棉板,用铁丝网扎紧,在外面覆盖厚度为 0.8mm 的波形铝板作外护板。炉顶上方的管子和集箱全部采用 100mm 厚的岩棉保温。锅炉顶部设有防雨棚。灰斗由 δ6mm的钢板制成。
1.2.7 除灰装置
由于焙烧炉的烟气含尘量较大,达到 175g/Nm3,为防止受热面在运行中积灰过多而影响传热效果,锅炉膜式壁采用膜片式声波清灰装置,对流管束采用弹簧锤振打装置清灰,弹簧锤打装置的电机功率为 0.37KW。弹簧锤打装置的控制采用 PLC程序控制。锅炉辐射室和对流区下部装有埋刮板除灰机,余热锅炉中沉降下来的烟尘和清灰装置振打下来的灰渣由除灰机排入收尘系统。
1.2.8 安全附件、电气、仪表
余热锅炉汽包配备了 2 个安全阀、2 个现场指示液位计、2个远程液位检测装置、2 个现场压力表、2 个远程压力检测装置等安全附件 ;电气配置包括振打装置、所有电动设备现场控制箱、照明控制箱等 ;配备气动调节阀、现场压力、温度、液位指示仪表和远程指示信号变送器等。

图2 锌冶炼沸腾焙烧余热锅炉未改造前纵向断面图
1.3 特点
(1)余热锅炉根据焙烧炉的烟气特性设置大空间炉膛,将
熔融烟尘温度迅速降到凝固点以下,减少烟尘于锅炉受热面的粘结性。
(2)锅炉出口与后部烟道直接焊接,可有效防止余热锅炉的漏风,使余热锅炉有良好的密封性。
(3)余热锅炉的水循环系统采用自然循环,不设循环水泵,减少电力消耗。
(4)余热锅炉辐射室及对流段均采用膜式水冷壁,并配有外护板 ;沸腾焙烧炉烟气出口与余热锅炉的接口采用了插入式加填料密封的连接方式,余热锅炉紧靠烟气出口,减少连接烟道长度。
(5)设置余热锅炉炉膛采用膜片式声波清灰装置和对流管束采用弹簧振打清灰装置,可有效地清除受热面上的积灰。
(6)合理布置循环管路,使余热锅炉水循环各换热面温度均匀,避免局部过热或欠热。
(7)充分考虑了由于焙烧过程中沸腾燃烧热量外移进入锅炉水循环系统的对策。
(8)将锅炉汽包的运行压力设定为 1.25MPa,运行管理方便,但炉水的饱和温度为 194℃,炉水的饱和温度在烟气中的硫酸蒸汽露点温度范围内,锅炉换热面上存在低温腐蚀的可能,需采取必要的减少腐蚀的措施。
2 运行及改造情况
2.1 振打装置
余热锅炉作为一个烟气通道,起到了收尘降温作用,受热面的积灰挂壁结块一直是余热锅炉生产运行中的难题,在该焙烧炉投产初期,处理的是锌精矿,采用的膜片式声波吹灰装置,能有效将水冷壁上粘结物料振打下料,但瞬间吹灰会对烟气流动造成有较大的扰动作用,同时增加了烟气流量,易造成烟气外溢,污染环境,为了有效解决这一问题,取消了声波吹灰装置,改为增加机械振打装置,解决了烟气溢散的问题,同时粘结挂壁情况也能有效控制。
但在焙烧炉开始处理硫化物滤饼后,烟尘在受热面粘结积灰的情况发生变化,在锅炉烟气进口就严重积灰,堵塞烟气通道,影响风烟系统,在各膜式水冷壁上,极易粘结成块状物料,特别是水冷隔墙,在辐射室的迎风面,熔融烟尘粘结性强,而此处振打力最弱,在运行中,整个受热面易结成整块结,掉落小块一点的直接影响排灰系统的正常运行,掉落的大块一点的直接在灰斗中架桥,增加人工干预的工作量,影响烟尘的收集,若是积灰结块不掉落,则影响换热,烟气在经过余热锅炉后得不到有效的降温,会造成后续烟尘处理设备超温运行的情况,同时挂壁物料是个巨大的安全隐患,存在随时掉落的风险,可能会瞬间切断烟道,影响作业人员安全和生产系统稳定性。
为了解决这一问题,其一是针对关键点位,增设了燃气振打装置,具有定点振打,不影响烟气流动,几乎不增加烟气量的效果 ;其二是调整机械振打数量、点位、频率,提高振打效果 ;其三针对水冷隔墙处增设振动传导连杆,提高此处的振打力 ;其四增设清理人孔,必要时采取人工干预。通过这些措施的实施,基本上解决了余热过滤积灰结块的问题,使用至今未再做改动。
2.2 材质
在焙烧炉处理硫化物滤饼后,由于该物料比较特殊,国内外并未经验可以借鉴,完全靠自己摸索,在此过程中有频繁的开停机,对余热锅炉水冷壁的腐蚀情况大幅度增加,并且运行中相比处理锌精矿烟温较低,也对水冷壁的腐蚀加剧,运行至2015 年后,余热锅炉水冷壁因腐蚀变薄,开始出现漏水情况,致使生产难以稳定持续,为了解决这一问题,提高余热锅炉对新工况条件的适应性,在大修时,将余热锅炉与烟气接触的水冷壁全部进行了更换,并提升材质抗腐蚀性能,由 20# 锅炉钢改为更耐腐蚀的 ND 钢(09CrCuSb 合金管),该钢材具有耐硫酸低温露点腐蚀性能,自 2015 年投入使用后,至今都较好,未再出现腐蚀穿管情况,系统作业率明显提升。
2.3 结构
2.3.1 蒸发管束
在初始设计中,8 组蒸发管束延焙烧炉周边布置,只留一个炉门,考虑到清理检修不方便,从初始安装时,就取消了 1 组蒸发管束,改设为炉门,清理检修便利了,有限空间作业安全上也更加有保障。在焙烧炉投入使用一两年后,蒸发管束出现爆管漏水的情况,经过现场勘察,主要是由于炉内时刻处于沸腾状态,热态锌焙砂持续对蒸发管束表面进行冲刷,经过一段时间运行,蒸发管束逐渐被磨损变薄,直至无法承压爆管穿孔,蒸发管束磨损的表面主要在下表面,这是迎风面,为了解决这一问题,采取了在所有蒸发管束迎风面增加防磨翅片,在防止磨损的同时,也增加了管束换热能力,投入使用后,再也未出现蒸发管束管道磨损爆管的情况。
在焙烧炉计划处理硫化物滤饼前,考虑到焙烧炉处理锌精矿和硫化物滤饼的差异,同等耗氧量时,处理硫化物滤饼的产热量更大,为了确保炉内热平衡,便于控制炉温,在大修期间,提前将蒸发管束进行了改造,将单组 0.9m2换热面加增加到单组1.4m2,换热面积总体增加了 3.5m2。投入运行后,发现处理硫化物滤饼时炉内物料粘结性增强,蒸发管束表面极易会熔融物料包裹一层,影响换热效果,破坏炉内热平衡,反过来影响了焙烧炉的处理量,处理量的不足会严重影响后续风烟系统,进入余热锅炉本体的烟气温度下降,蒸汽产量低,不足额定蒸发量的60%,同时,焙烧炉处理硫化物滤饼后,由于改物料不同于锌精矿,也无其他厂家经验借鉴,焙烧炉在处理时一时难以适应,出现了频繁的停炉清炉的情况,余热锅炉也随之频繁开停炉,这样一来,双重因素叠加,余热锅炉管壁腐蚀情况加剧,出现了管壁腐蚀穿孔的情况,使生产无法持续稳定运行。后经过生产实践摸索,攻克了焙烧炉处理硫化物滤饼的难题,频繁开停机的情况得到解决,但烟气温度偏低的情况一直还存在。
为了提高后部烟气温度,同时提高处理量,又能控制炉温不超标,通过评估,则必须增加炉内换热面积。由于余热锅炉为自然循环锅炉,在现有的蒸发管束的结构基础上,继续增加换热面积非常困难,提升的幅度也非常小,难以解决困难 ;如果采用强制循环的话,增加能耗和运行控制的难度。为了有效的能增加换热面积,对蒸发管束进行了创造性的改造,将原本延炉壁分布的弯管式蒸发管束(图 3)取消对称的两组,改为贯穿炉膛的直管式(图 4),调整进出口高差,确保管内水循环正常,单条直管就与一组蒸发管束换热面积持平,直管数量非常容易调整,可以根据生产需要调整到合适的换热面积。同时炉内换热面积大幅度增加后,蒸发量也会大幅度增加,外部循环水管的需求发生变化,为了避免水循环不畅,造成局部过热过烧,对进水和出汽管路进行了改造,各增加了一条管,避免蒸发管束过热爆管。第一次改造时,布置了 16 根贯穿管道,换热面积增加了近 20m2。
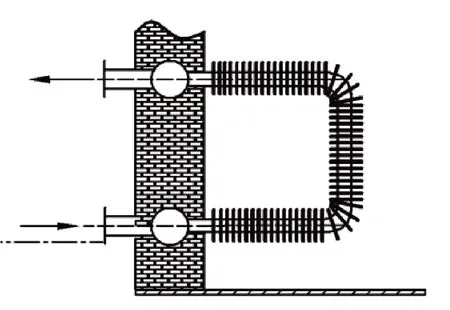
图3 弯管式蒸发管束示意图

图4 贯穿炉膛直管式蒸发管束示意图
此改造完成投入使用后,焙烧炉的处理量大幅度的提升,锅炉产汽量大幅度的增加,达到额定蒸发量,烟气温度恢复正常,余热锅炉本体和后续烟尘处理设施在运行中腐蚀率显著降低,系统实现了稳定高效的生产。
2.3.2 对流管束
在焙烧炉处理硫化物滤饼后,由于开停机的频繁,烟气带热量少,对流管束腐蚀严重,易出现腐蚀漏水的情况,并且此处粘结悬挂物料现象也比较突出,带来了巨大的安全隐患,同时由于后部烟温较低,对余热锅炉影响的同时,也造成了后续旋风收尘、电收尘等设备设施的腐蚀,为此为了提高后续烟温,避免余热锅炉频繁的漏水的情况发生,综合考虑,在 2015 年余热锅炉改造中,取消了对流管束。改造后,后部烟气温度提高,后续设备设施的故障率明显降低,余热锅炉对流区的挂渣情况消除,整个系统运行的稳定性提高。
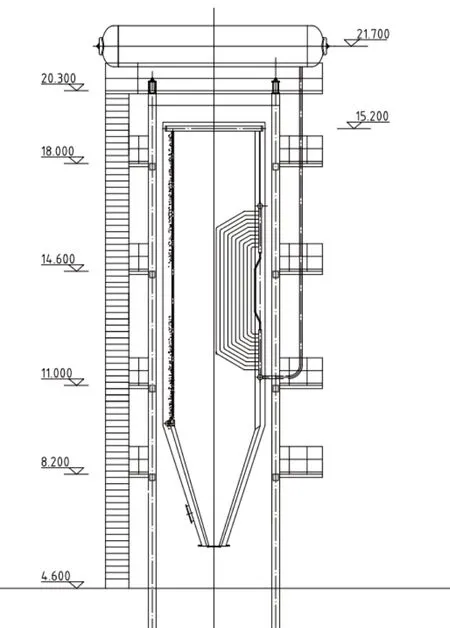
图5 改造前的对流管束侧视图
3 小结
通过对余热锅炉振打装置、材质、结构的改进,其适应了新的工况条件,满足了生产实际需要,但其改造过程极其艰难,付出的成本代价非常大,在做新余热锅炉设计时,应根据实际的工况需要,选用耐腐蚀性强的材质和适宜的炉型结构,加强振打,减缓腐蚀、规避积灰,减少日常运行管理的工作量和降低设备故障率,不能只从余热回收角度考虑设备的选型规格材质,运行稳定性的提高和故障率的减少带来的经济效益会更加显著。另外,贯穿炉膛的直管式蒸发管束能大幅度增加焙烧炉炉内换热面积,值得有类似需求的企业学习借鉴。
