基于CC-LINK 总线和组态王上位机的大型喷砂房系统设计
2022-05-27冯承亮杨红梅
冯承亮,杨红梅
(山东开泰抛丸机械股份有限公司,山东邹平 256217)
O 引言
喷砂房是一种应用非常广泛的前处理设备,适用工件表面锈蚀、焊渣、氧化皮以及表面附着物的清理,改善产品表面质量、增加表面粗糙度,增强漆膜的附着力。而喷砂是采用压缩空气为动力,以形成高速喷射束将磨料高速喷射到需要处理的工件表面,使工件的外表或形状发生变化。喷砂作业期间,会有大量的粉尘和颗粒悬浮在房体内,这就需要配置通风除尘系统和吸排气管道阀门,及时排出粉尘,减少对喷砂工人的危害,同时悬浮的粉尘也会阻碍对工作情况的查看,那么如何实时掌握和调控喷砂房各系统间的工作状态,如何实时了解并自动统计各喷砂罐的工作情况,就显得尤为重要,同时也是工业自动化智能化的一个重要应用场合。本文主要介绍了基于CC-LINK 总线和组态王上位机的大型喷砂房系统设计,为控制室操作者能实时察看和控制整套喷砂房车间提供了方法。
1 网络结构设计
以福陆AB216 项目为例,系统主要由两块三菱Q02 系列PLC 组成,分别命名为PLC1 和PLC2,PLC1 位于主控制室内,以通信方式连接其他所有外围子站,并与上位机电脑采用以太网方式连接,对系统中采集上来的所有状态和数据,以组态王画面的形式显示在工控机上,方便操作者查看,同时PLC1 又通过CC-LINK1 网络兼顾涂装间的部分设备,控制涂装间阀门动作,并采集涂装间温度湿度数据进入组态王画面。PLC2 位于喷砂间分控制室内,有独立触摸屏,可在断开与主控室联网的情况下,操作喷砂房内所有的在线设备。全室除尘控制柜和丸料循环柜硬件采用Q 系列的CC-LINK 远程IO 子站,与PLC2 控制柜并列位于喷砂间分控制室内。各喷砂罐控制柜则位于现场喷砂房外部,采用三菱FX3U 系列PLC 控制,并安装有FX3U-64CCL 模块,接入CC-LINK2 网络,从而实时的将各喷砂罐的工作状态数据传送到PLC2 中。PLC1 和PLC2 间由于数据传送量较大,因此采用H 网络,使用同轴电缆,批量传送数据。
2 系统硬件配置

图1 网络结构图
本系统使用三菱Q02 和FX3U 系列PLC 为主要配置,同时在线使用了H 网络和CC-LINK 网络,系统硬件型号见表1。使用GX Works2 软件配置此系统,硬件组态时要注意起始XY 地址不要重复分配,同时不同模块所占用的点数要设置好,否则会提示编译错误。

表1 硬件配置
3 程序和组态画面设计
喷砂房监控系统主要分为现场喷砂罐控制、中控室喷砂房分控和主控室整体监控三大部分。
3.1 现场喷砂罐控制
喷砂房外安装喷砂罐控制柜,每面控制柜可同时监控4 台喷砂罐的工作情况,如图2 所示,可实时显示每台喷砂罐上各阀门的工作状态,可手动控制每个阀的开关,也可切换为自动模式,此时喷砂罐按照设计好的程序自动补料,连续运行。

图2 现场喷砂罐控制界面
3.2 中控室喷砂房分控
喷砂房作为一个完整车间设置了独立中控室,并配置单独的触摸屏,可在不影响其他设备运行的情况下对喷砂房进行操作和监控。如图3 所示,其中包含1#~4#回砂系统,可随时查看系统中每台电机的运行情况、储砂箱的料位情况、系统故障报警和手自动运行方式的切换。全室除尘系统可对喷砂作业中产生的悬浮粉尘进行负压抽取,经布袋脉冲除尘器过滤后排空,在此可对全室除尘上的各阀门进行单独控制和设定,并实时读取引风机的运行电流和状态,如图4 所示,为喷砂房的监控提供了便利条件,方便了操作者的使用。

图3 中控室回砂系统控制界

图4 中控室全室除尘系统控
3.3 主控室整体监控
主控制室系统使用组态王软件编写,包含回砂系统画面、涂装间画面、历史数据报表查询和历史记录查询保存画面等。可查看所有处于本系统内的设备运行情况,可查询温度湿度数据的历史记录,可查看报警原因、报警位置并对报警信息进行存档。
回砂系统界面显示现场每台喷砂罐的运行情况,磨料回收系统、储砂箱的状态信息、吸砂机的远程启停和运行状态显示等。上位机系统自动记录温度湿度等模拟量数值,并按照班次对每小时的数据进行求取平均值、最大值和最小值,系统会按日期时间格式,每一个小时自动保存一份EXCEL 数据表格进入电脑指定存储位置,方便操作者查询和转移数据。历史报警界面,可将报警内容和时间存储在SQL Server 数据库中,当操作者需要查询时,在左下角输入日期即可查看当天报警记录,查看后还可手动保存、手动删除记录。
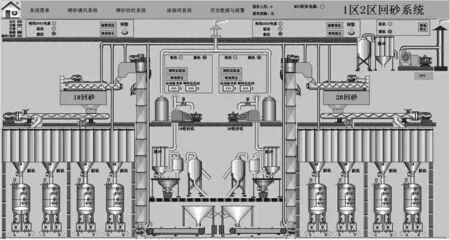
图5 回砂系统控制界面
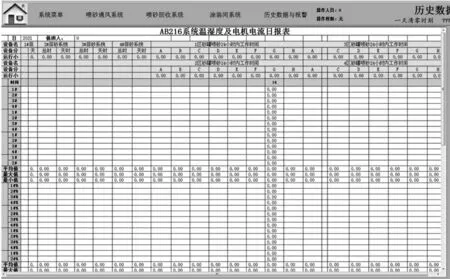
图6 历史数据报表查询
4 结论

图7 历史报警记录查询
基于CC-LINK 总线和组态王上位机设计了大型喷砂房的控制系统,本系统应用于客户现场,为客户方便快捷的管理设备提供了条件,同时自动记录存储数据,方便了客户对数据的追溯查询,为大型喷砂房的整体自动化控制提供了设计样版。
