组合型溢流管旋流器分离性能研究
2022-05-26刘培坤石智豪姜兰越杨广坤刘培礼
刘培坤,石智豪,姜兰越,杨广坤,刘培礼,霍 行
(1.山东科技大学 机械电子工程学院,山东青岛 266590;2.青岛海洋新材料科技有限公司,山东青岛 266101)
0 引言
水力旋流器是一种利用离心力场将不同粒度或密度的物料实现分级或分选的设备[1-2],因其具有结构简单、体积小和处理能力大等优点,被广泛应用于煤炭、环保、医药、石油、环保等行业领域[3-4]。常规旋流器在生产实践中由于短路流的影响常伴随溢流跑粗现象,粗细颗粒混杂降低了溢流产品的品质,直接影响旋流器分离性能[5-6]。
为减少短路流造成溢流跑粗问题,提升旋流器分离性能,国内外众多学者对旋流器溢流管结构提出了改进,刘琳等[7]提出了一种溢流循环水力旋流器,研究发现溢流循环结构能够改善水力旋流器内部的短路流以及循环流现象,提高分离效率。VAKAMALLA等[8]提出了一种带锥角的溢流管旋流器,研究发现相比于常规圆柱形溢流管,锥角溢流管能减少溢流跑粗,增加分离时间,有利于提高切向速度,提高分离精度。HWANG等[9]研究了多种溢流管结构对于颗粒分离效率的影响,发现在溢流管底部安装锥形凸台能够提高对于小颗粒的分离效率,模拟结果表明对于10 μm以下的颗粒,倒锥形凸台溢流管的分离效率比圆柱形溢流管高出10%。MURTHY等[10]对不同溢流管直径的旋流器进行了模拟,结果表明随溢流管直径减小,切向速度升高,最大切向速度轨迹线内迁,小粒径颗粒分离性能较好。因此,对溢流管结构进行合理的改造,可以在一定程度上提高分离性能,改善短路流造成的溢流跑粗问题。
作者此前提出了一种溢流帽式旋流器[11],发现在溢流管顶部增设溢流帽结构,可以减小旋流器内空气柱直径和轴向速度,增加了颗粒在旋流器内的分离时间,有利于改善溢流跑粗,提高了分离效率。为进一步改善短路流,作者在溢流帽式旋流器的基础上对其溢流管结构进一步改进,提出了一种组合型溢流管旋流器,即在常规旋流器溢流管顶部增设溢流帽,并在溢流管底部增设锥形凸台结构可引导部分短路流进入外旋流继续进行分离,改善溢流跑粗现象;溢流帽结构的存在阻碍了溢流进入旋流器内部的空气强度,可以起到减小旋流器内空气柱直径,溢流帽出口设计与进料口旋向相同,具有导流作用,可以降低物料的运行阻力。从而增大有效分离空间,提高处理量,降低能耗,以达到改善旋流器分离性能的目的。
为进一步消减短路流造成溢流跑粗,提高分离效率,本文提出了一种组合型溢流管旋流器,通过数值模拟和试验研究的方法对其进行了深入研究,探索了包括切向速度、轴向速度、短路流和颗粒分布在内的流场特性与分离性能。
1 几何模型构建及模拟方法
1.1 几何模型构建
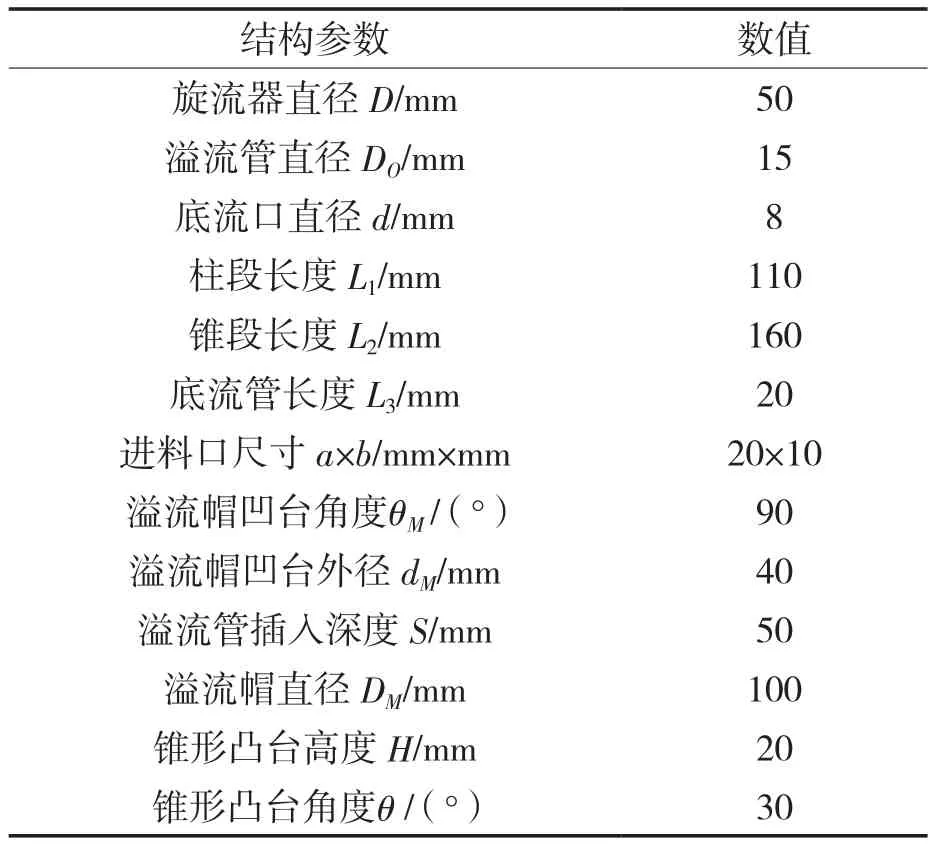
表1 旋流器主要结构参数Tab.1 Main structure parameters of the hydrocyclone
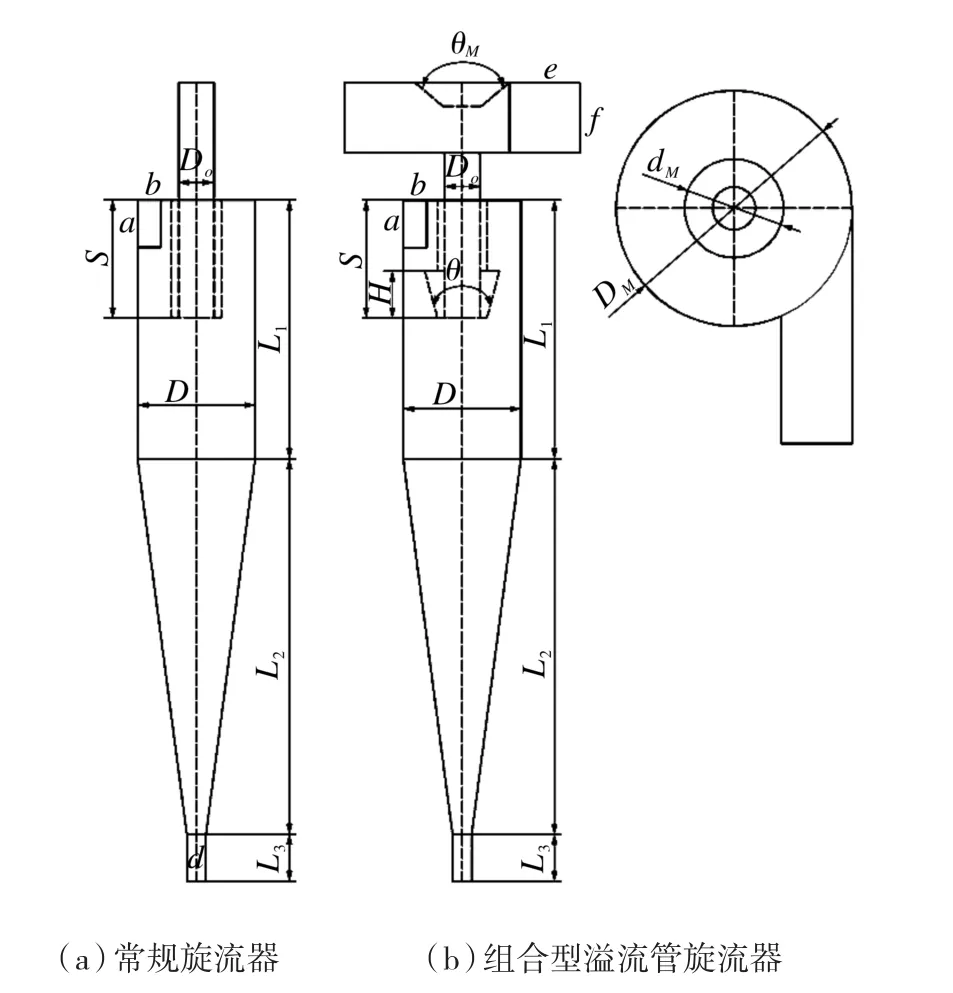
图1 旋流器结构示意Fig.1 Structural diagram of the hydrocyclone
1.2 模拟方法及设置
采用ICEM软件对旋流器流体域进行六面体网格划分,经网格无关性验证后确定网格数在10W左右时能够满足计算要求,网格划分结果如图2所示。
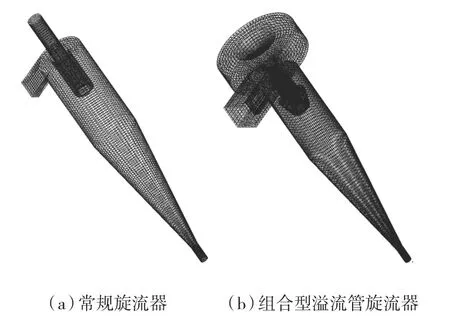
图2 旋流器网格划分Fig.2 Hydrocyclone meshing
通过FLUENT软件对两种旋流器进行模拟计算,使用RSM和VOF模型模拟液-气两相流场,捕捉空气柱的形态,主相设置为水,次相为空气[12-13]。进料口设置为速度入口,速度大小为5.26 m/s,溢流口和底流口的边界条件设置为压力出口,设置空气回流比为1,求解控制参数选择压力-速度耦合SIMPLEC数值算法,压力离散格式为PRESTO,其他控制方程的离散格式均采用QUICK格式。待空气柱稳定后,改用Mixture模型,加入密度为2 650 kg/m3的石英砂固相颗粒,进料中总固相颗粒的质量分数为14.97%,固相总体积分数为6.23%,颗粒粒径分布见表2。
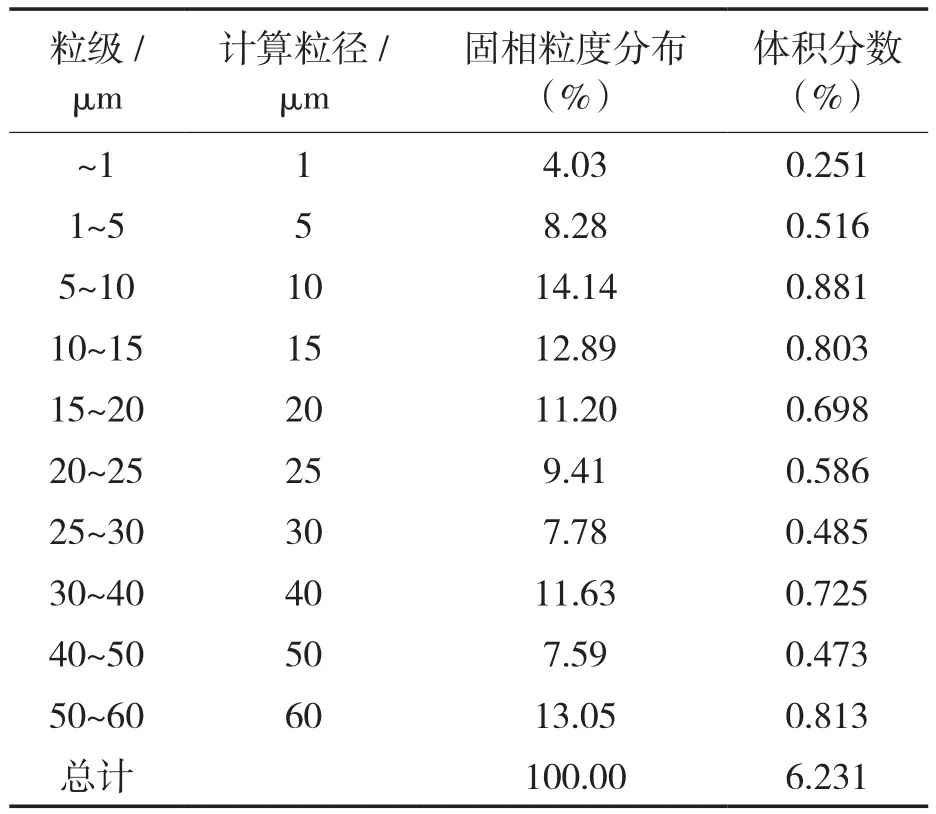
表2 颗粒粒径分布Tab.2 Particle size distribution
2 数值模拟研究
为了便于对比分析,以底流口为坐标原点,溢流口方向为Z轴正方向,选取锥段位置(Z1=80 mm)、柱锥交界面位置(Z2=180 mm)、柱段位置(Z3=230 mm)为特征截面,特征截面位置选取如图3所示。
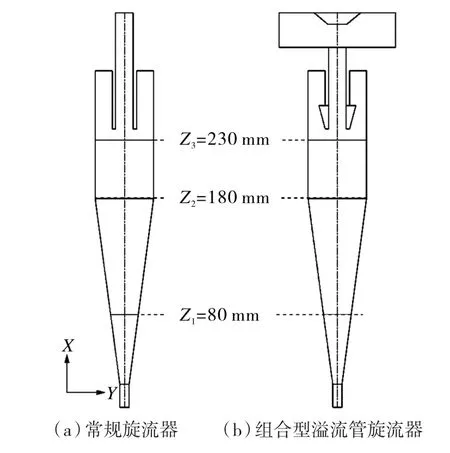
图3 特征截面位置示意Fig.3 Schematic diagram of characteristic section position
2.1 切向速度分析
图4示出常规旋流器和组合型溢流管旋流器在Z1,Z2和Z3截面处的切向速度分布曲线。由图可知,改变溢流管结构并没有影响旋流器内部切向速度分布规律,切向速度呈中心对称分布,从壁面到轴心逐渐减小,切向速度逐渐增大,在强制涡和自由涡交界处切向速度达到最大值。随着截面位置的降低,切向速度不断减小,这是由于流体本身具有黏性,物料在向下运动的过程中会与器壁产生摩擦,部分能量被消耗,导致切向速度降低。组合型溢流管旋流器在柱段和锥段区域的切向速度均高于常规旋流器,尤其是在溢流管下部区域,切向速度最大值提高了13.71%,离心场强度增大,而高离心强度区域能够促使短路流体分离,减少溢流跑粗和提高的分离效率[5,14]。
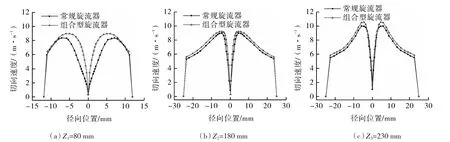
图4 不同截面处切向速度对比Fig.4 Comparison of tangential velocity at different sections
2.2 轴向速度分析
图5示出2种旋流器在Z1,Z2和Z3截面处轴向速度分布曲线。由图可知,2种旋流器内部的轴向速度分布规律相似,都沿中心轴对称分布。在壁面附近外旋流的轴向速度为负值,流体由上向下从底流口排出;而在空气柱附近内旋流的轴向速度为正值,流体由下向上从溢流口排出[14]。组合型溢流管旋流器外旋流轴向速度绝对值小于常规旋流器,使得流体向下运动速度较慢,延长了颗粒在旋流器内的停留时间,颗粒能够充分得到分离,减小外旋流中粗颗粒进入内旋流的概率,改善溢流跑粗现象;内旋流中轴向速度大于常规旋流器,旋流器中心轴轴向速度数值越大,越有利于加快流场稳定速度[16]。

图5 不同截面处轴向速度对比Fig.5 Comparison of axial velocity at different sections
2.3 短路流分析
图6示出2种旋流器内X=0平面流线。从图中可以看出,相比于常规旋流器,组合型溢流管旋流器短路流流量减小,部分短路流在锥形凸台结构引导下进入外旋流重新进行分离。这是由于短路流在向下运动过程中,与锥形凸台结构发生碰撞,部分流体由周向运动变为径向运动,运动轨迹被强制改变。因此,凸台结构能够降低短路流产生的几率,削弱了因短路流存在导致的溢流跑粗现象,能够进一步提高旋流器分离精度。
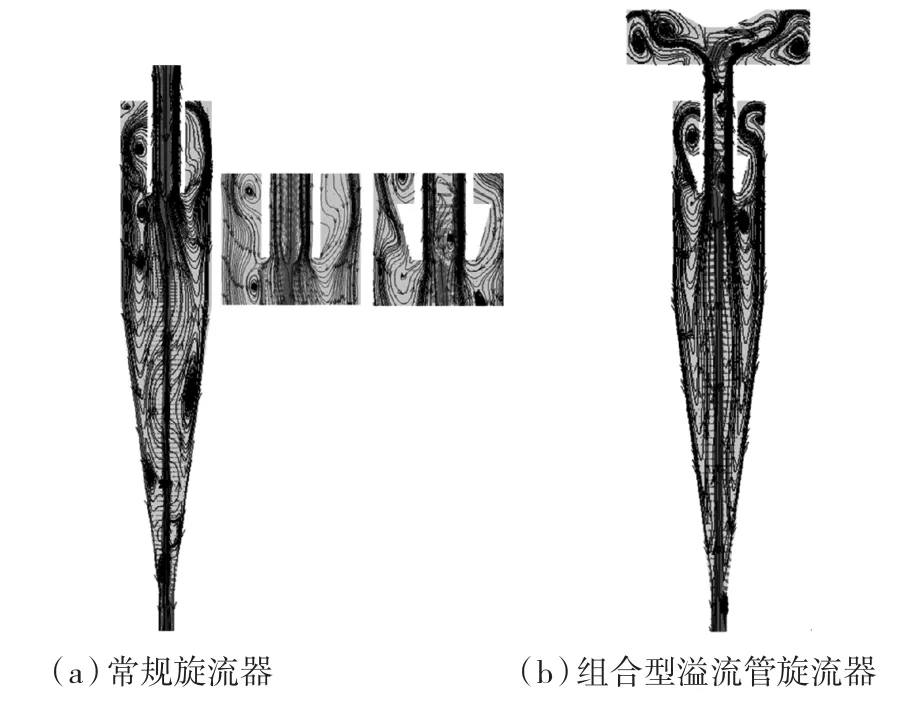
图6 旋流器内X=0平面流线Fig.6 Streamline diagram of the hydrocyclone at plane X=0
2.4 颗粒分布
图7示出10 μm颗粒在旋流器中分布云图。由图可知,10 μm颗粒主要分布在锥段区域;在内旋流中,组合型溢流管旋流器颗粒的体积分数含量大于常规旋流器,且多聚集在其柱段,表明细颗粒更容易通过内旋流中向上运动由溢流口排出,溢流中细颗粒含量增加,溢流跑粗现象将得到改善;在底流口附近,10 μm的颗粒含量明显减小,底流夹细现象也会减弱。
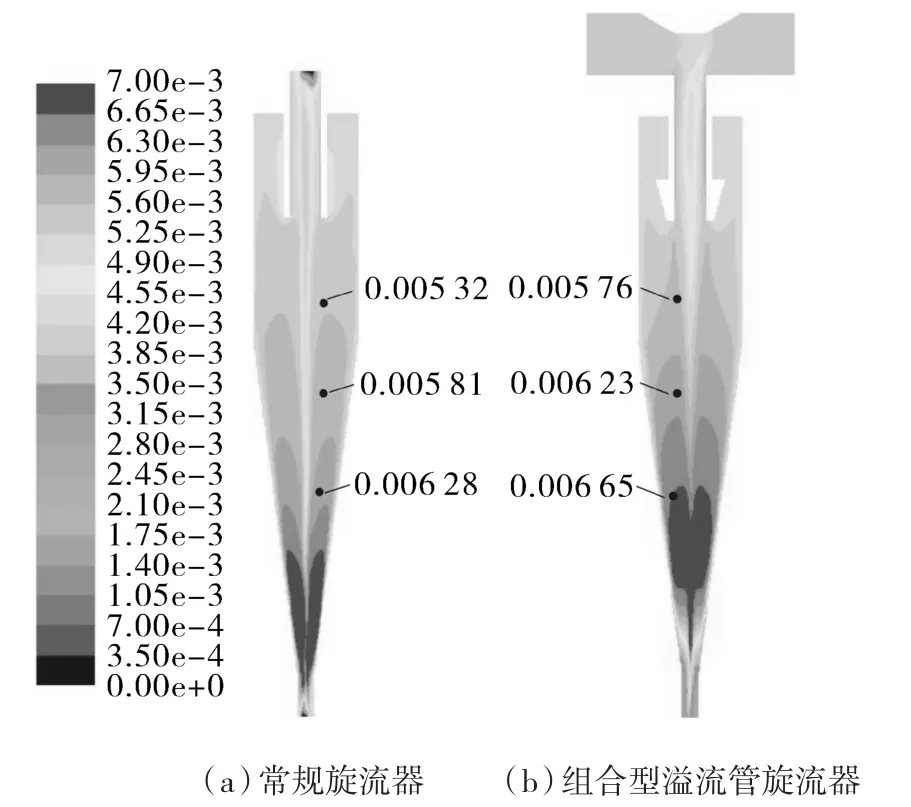
图7 10 μm颗粒分布云图Fig.7 Distribution nephogram of 10 μm particles
由图8可以看出,30 μm的粗颗粒在2种旋流器内分布规律一致,主要集中在锥段外壁附近,锥段底部体积分数含量最高。在锥段底部和底流口,组合型溢流管旋流器30 μm的颗粒含量明显高于常规旋流器,说明更多的粗颗粒会通过外旋流进入底流口,而相应的溢流中粗颗粒含量将会减少,溢流跑粗现象能得到改善。
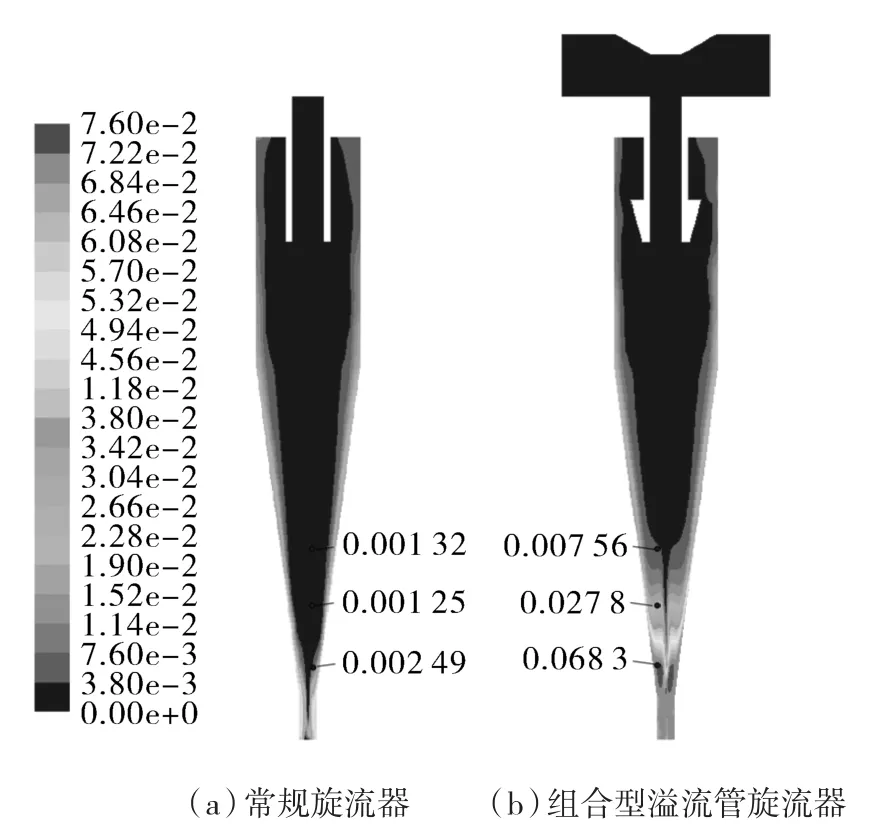
图8 30 μm颗粒分布云图Fig.8 Distribution nephogram of 30 μm particles
3 试验研究
3.1 试验装置和方法
为进一步探究组合型溢流管旋流的分离性能,对组合型溢流管旋流器与常规旋流器分离性能对比试验。试验系统主要由旋流器、压力表、搅拌器和离心泵等组成。试验进料浓度为10%,进料压力为0.10 MPa,由离心泵将料浆打入旋流器进行分离,从溢流和底流排出的物料返回搅拌器,形成一个闭路循环系统。待试验系统保持稳定运行后,同步接取进料、溢流和底流3种物料进行检测。试验系统和试验装置如图9所示。
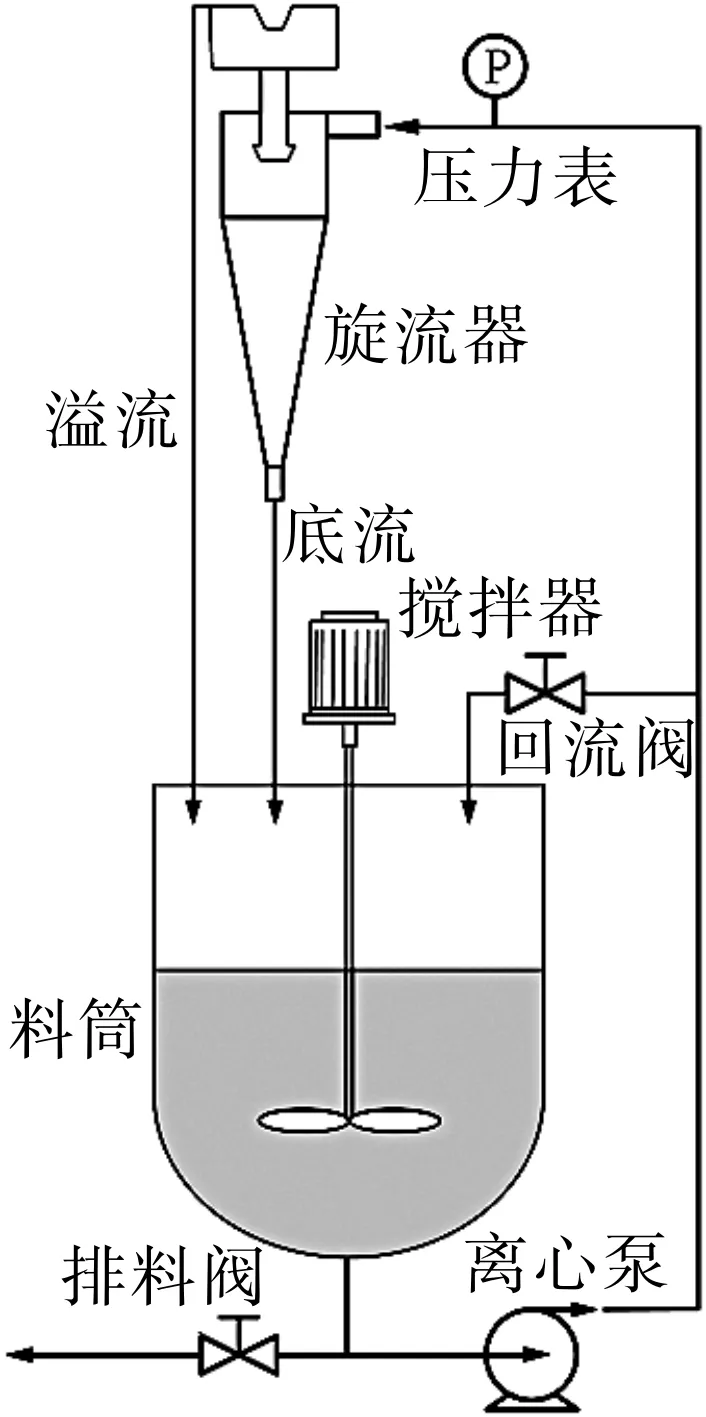
图9 试验系统示意Fig.9 Schematic diagram of experimental system
3.2 分离性能分析
分离效率、分级效率和分离粒度是评价旋流器分离性能的重要指标。分离效率和分级效率是衡量旋流器分离过程完善程度的技术指标,分离粒度是旋流器分离过程的质量指标。
3.2.1 分离效率
对于旋流器而言,分离效率Et作为一个量效率,通常指底流固相产率,即底流固相质量流率与进料固相质量流率之比,固相质量流率指所有不同粒度的固相颗粒的质量流率。
2种类型旋流器的试验数据对比见表3。由表可知,在相同的进料浓度和进料压力的情况下,相比于常规旋流器,组合型溢流管旋流器的溢流浓度略有降低,底流浓度由45.56%提高到47.28%,底流固相产率由87.30%增加到88.50%,相应的溢流固相产率有所降低。底流固相产率的增加,说明组合型溢流管结构能够提高旋流器的分离效率。
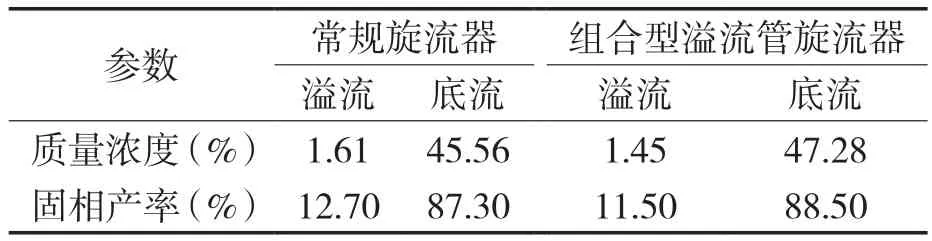
表3 2种类型旋流器的试验对比Tab.3 Test comparison of two types of hydrocyclones
3.2.2 分级效率
分级效率G(ds)为在单位时间内,某一特定粒级颗粒底流中回收含量与该粒级在进料中含量的比值,也称为该粒级的底流回收率。每个颗粒粒级的粒径与相应的分级效率值绘成的曲线为分级效率曲线,公式如下:

式中 ds——某一特定颗粒粒径,μm;
fu(ds)—— 粒径为 ds的颗粒在底流中的质量分数,%;
fi(ds)—— 粒径为ds的颗粒在进料的质量分数,%。
分离粒度d50表示分级效率曲线上对应分离效率为50%时的颗粒粒径,即表示为该粒径的颗粒在底流和溢流排出的概率都为50%,小于d50的颗粒在溢流口排出,大于d50的颗粒在底流口排出。旋流器分离精度SI是用d25和d75的比值,SI越大,旋流器分离精度越高,分离效果越好,其表达式为:

式中 d25—— 分级效率曲线上底流回收率为
25%时对应的颗粒粒径,μm;
d75—— 分级效率曲线上底流回收率为75%时对应的颗粒粒径,μm。
图10示出2种旋流器分级效率曲线对比。从图中可以发现,分级效率是粒径的函数,相比于常规旋流器,组合型溢流管旋流器的分级效率曲线更陡,说明分离出的分级颗粒尺寸更加集中,试验达到的分级效果更好,旋流器的分离精度更高;组合型溢流管旋流器对小于10 μm细颗粒底流回收率降低,底流中细颗粒含量减少;而对大于30 μm粗颗粒底流回收率增加,底流中粗颗粒含量增加,相应的溢流中粗颗粒含量减少,溢流跑粗现象得到了改善。

图10 分级效率曲线Fig.10 Classification efficiency curve
2种旋流器分级效率和分离精度见表4。分离精度能准确反映旋流器分级效率曲线上主线段的特性。由表可知,组合型溢流管旋流器分离精度SI从0.28增大到0.45,表明其分离精度更好。原因在于切向速度提高,离心力增强,外旋流轴向速度减小,分离更加充分,锥形凸台结构能引导一部分短路流进入外旋流重新进行分离,改善了溢流跑粗现象,提高了分离精度。
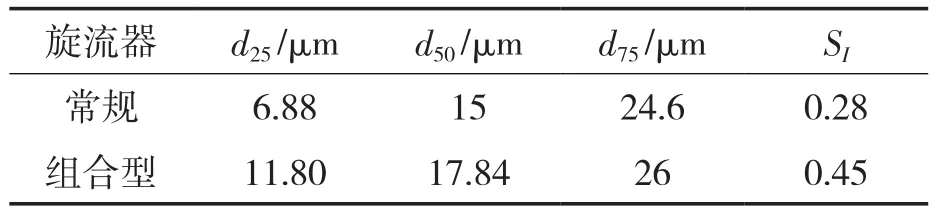
表4 旋流器分离粒度和分离精度Tab.4 Separation particle size and separation accuracy of hydrocyclone
3.2.3 颗粒分布
颗粒累积含量表示大于或小于某一粒径颗粒的占比。图11示出2种旋流器产物粒度对比曲线。由图可知,相比于常规旋流器,组合型溢流管旋流器溢流颗粒累积含量曲线上移,底流颗粒累积含量曲线下移,表明其具有更好的分离效果。组合型溢流管旋流器底流中小于10 μm的细颗粒含量由23.29%减少至19.11%,溢流中大于30 μm的粗颗粒含量由9.08%减少至2.76%,溢流中粗颗粒含量减少,说明锥形凸台结构能引导部分短路流重新进行分离,分离效果更好,有效地改善了溢流跑粗现象。
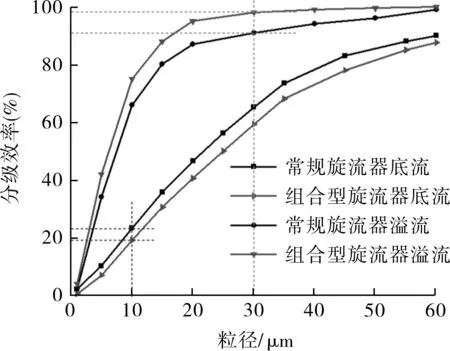
图11 旋流器产物粒度对比Fig.11 Comparison of particle sizes of the hydrocyclone
4 结论
(1)组合型溢流管旋流器和常规旋流器数值模拟结果表明,组合型溢流管结构能够提高旋流器的切向速度和内旋流轴向速度,增强了离心场强度,使得颗粒分离更加充分;组合型溢流管结构能够遏制短路流的产生,削弱了因短路流存在导致的溢流跑粗现象。
(2)试验结果表明,相比于常规旋流器,组合型溢流管旋流器的底流固相产率得到提升,分离精度SI提高了0.17,底流中小于10 μm的细颗粒含量减少了4.18个百分点,溢流中大于30 μm粗颗粒含量减少了6.32个百分点,溢流跑粗现象改善效果明显。
