焊丝伸出长度对三丝间接电弧焊稳定性和焊缝成形的影响
2022-05-25刁国宁徐国敏张天奕王泽力刘黎明
刁国宁,徐国敏,张天奕,王泽力,刘黎明
(大连理工大学,辽宁省先进连接技术重点实验室,大连,116024)
0 序言
随着制造业的快速发展,对焊接生产效率提出了更高的要求.但是传统电弧焊在增加熔敷率的同时势必会增大热输入,限制了焊接效率的提高[1-2].不同于传统电弧焊,间接电弧焊母材不接电源,电弧在电极端部形成,电弧的热量更多用来加热焊丝,因此具有更高的熔敷率,可以实现更高的焊接效率[3].
三丝间接电弧焊(triple-wire gas indirect arc welding,TW-GIA 焊)是在双丝间接电弧焊的基础上提出的新型焊接方法[4].通过引入第3 根丝,改善了间接电弧周围的磁场分布,弥补了双丝间接电弧焊参数范围窄、热输入不足的缺陷,同时第3 根丝的引入进一步提高了焊接效率[5].Fang 等人[6]研究了TW-GIA 焊接电源模式对电弧特性的影响,证明直流-脉冲直流的电源模式可以得到稳定的电弧;胡成辉等人[7]提出主丝接正的焊丝极性接法可获得集中耦合的电弧形态;Liu 等人[8]研究了焊接电流对电弧特性的影响并实现了2 mm 厚钢板高速焊,焊接速度可达2.8 m/min.
以上研究证明TW-GIA 焊具有低热输入、高焊接效率的优势.然而,TW-GIA 焊在焊接过程中有3 根焊丝同时熔化,会形成3 条不同的熔滴过渡路径,主丝与两边丝之间会形成两个电弧,很难保证焊接过程的稳定性,限制了该技术的应用,因此研究TW-GIA 焊的稳定性变的十分必要.
三丝间接电弧在焊丝之间形成,焊丝伸出长度会对电弧的形成和熔滴过渡方式产生较大影响,进而影响焊接过程稳定性和焊缝成形.通过研究焊丝伸出长度对电弧形态、电流电压情况以及熔滴过渡的影响,分析了焊丝伸出长度对焊接稳定性的影响规律,并得到了良好的堆焊焊缝形貌,对于推广该技术具有重要意义.
1 试验方法
图1 为TW-GIA 焊示意图,该系统由两台MAG弧焊电源和3 根焊丝组成,主丝(main wire,MW)连接两电源正极,左边丝(left side wire,LSW)和右边丝(right side wire,RSW)分别连接两电源负极,其中左边丝连接普通直流电源,右边丝连接脉冲直流电源.焊接时母材不接电源,3 根焊丝相交于一点,电弧在主丝与边丝(side wire,SW)之间形成.当电弧起弧后,将电弧靠近母材,依靠间接电弧下方弧柱区的热量和液态熔滴自身携带的热量去熔化母材,冷却凝固后形成焊缝.
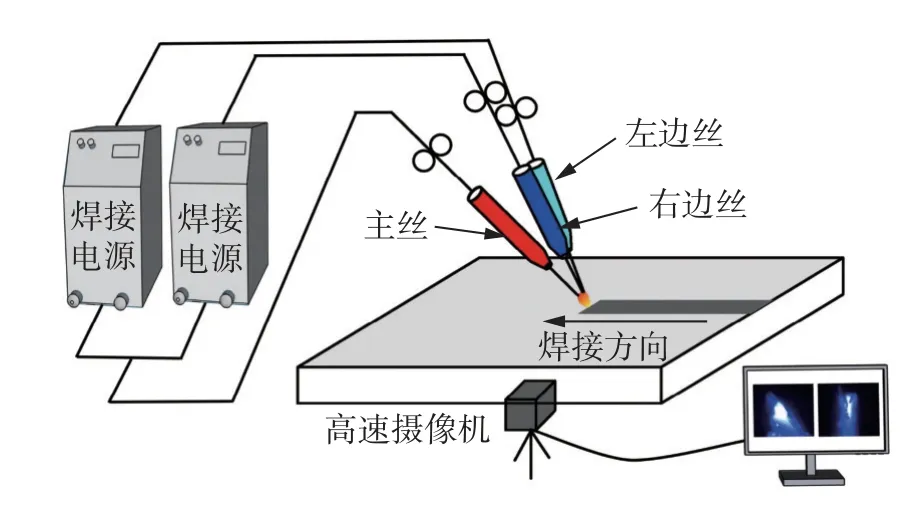
图1 TW-GIA 焊示意图Fig.1 Schematic diagram of TW-GIA welding
试验母材为300 mm × 150 mm × 5 mm 的Q345钢板,焊丝牌号为ER50-6,主丝直径为1.6 mm,送丝速度为5.6 m/min,边丝直径为1.2 mm,送丝速度为7.6 m/min.焊丝排布方式如图2 所示,主丝位于中间,左、右两边丝位于两侧,主丝与两边丝夹角为30°,主丝与焊接方向夹角为45°.左边丝电流IL与右边丝电流IR均为160 A,主丝电流IT等于左、右两边丝电流之和为320 A.图中Ls为导电嘴端部到焊丝交点的距离,即焊丝伸出长度;Lg为焊接过程中焊丝伸出长度;Lc为焊丝的熔断距离.焊丝交点到板材的距离即焊枪高度为5 mm.保护气体为80%Ar+20%CO2混合气,由置于电弧上方的喷嘴喷出,所用焊丝和母材成分如表1 所示.

图2 TW-GIA 焊焊丝分布Fig.2 Wire arrangement of TW-GIA welding.(a) schematic diagram;(b) actual drawing

表1 母材及焊丝化学成分(质量分数,%)Table 1 Chemical compositions of base metal and wire
使用高速摄像机在垂直于焊接方向对电弧和熔滴形态进行拍摄,采用汉诺威焊接分析仪对电流、电压信号进行采集,并对数据信息进行统计处理,得到相应的分布曲线,进而对焊接过程的稳定性进行评价.
2 试验结果及讨论
2.1 焊丝伸出长度对电弧形态的影响
调整3 根焊丝的伸出长度,使主丝与两边丝的伸出长度不相等,分别为主丝10 mm、边丝20 mm,主丝、边丝均为10 mm 和主丝20 mm、边丝10 mm,并分析主丝与边丝伸出长度不相等时对电弧形态的影响.图3 为3 种情况下的电弧形态.从图3 可以看出,当边丝的伸出长度较长时,电弧出现明显的向上攀升现象,电弧分散严重.当主丝、边丝伸出长度均为10 mm 时,电弧稳定燃烧在主丝与边丝之间,电弧形状规则.当主丝伸出长度较长时,电弧形状不规则且向左偏移严重,电弧稳定性较差.因此当主丝与边丝伸出长度相等时,电弧稳定性较好.

图3 不等长焊丝伸出长度下的电弧形态Fig.3 Arc shape of unequal wire extension.(a) MW 10 mm,SW 20 mm;(b) MW 10 mm,SW 10 mm;(c)MW 20 mm,SW 10 mm
在主丝与边丝伸出长度相等的基础上改变焊丝的伸出长度为10,15,20,25 mm.图4 为不同焊丝伸出长度条件下的电弧形态.由图4 可知,当焊丝伸出长度为10 mm 时,电弧形态集中稳定.右边丝连接的为脉冲电源,复合的电弧具有脉冲属性,在0~ 6 ms 内,电弧在经历峰值电流和基值电流交替时,有尺寸大小的变化,没有明显的形态变化(图4a).当焊丝伸出长度为15 mm 时,相较于10 mm 时,电弧的形状变化不大,但电弧的尺寸增大,电弧的集中性减弱(图4b).当焊丝伸出长度增加到20 mm 时,电弧尺寸进一步增大,电弧的稳定性变差(图4c).当焊丝伸出长度为25 mm 时,电弧形状发生明显改变,电弧分散严重,形状呈扇形,难以形成稳定的电弧,稳定性最差(图4d).

图4 焊丝伸出长度对电弧形态的影响Fig.4 Effect of wire extension on arc shape.(a) wire extension 10 mm;(b) wire extension 15 mm;(c) wire extension 20 mm;(d) wire extension 25 mm
焊丝伸出长度与电弧形态的关系可由式(1)解释.

式中:vf为焊丝熔化速度;Ls为焊丝伸出长度;I为焊接电流;α,β为比例系数,由焊丝材质、直径所决定.图5 为三丝间接电弧的形成示意图,焊丝之间接触起弧,电子从阴极发射在电场力和洛伦兹力的作用下向阳极移动形成电弧.由式(1)可知,焊丝熔化速度与焊丝伸出长度呈线性关系.当焊丝伸出长度较短时,焊丝的熔化速度较慢,焊丝的熔断距离较少,主丝与边丝之间的燃弧距离较短,形成类似图5 中电弧1 的形态,电弧的集中性较好.当主丝与边丝伸出长度增加时,焊丝的熔化速度增大,单位时间内焊丝的熔断距离增加,主丝与边丝之间的燃弧距离增加,电弧变的分散、不稳定,形成类似图5 中电弧2 的形态.因此随着焊丝伸出长度的增加,电弧的集中程度降低,电弧的稳定性变差.
2.2 焊丝伸出长度对电流、电压分布的影响
图6 为焊丝伸出长度对电流变异系数和电流概率密度的影响.变异系数和概率密度分布曲线宽度越大代表数据波动范围越大,稳定性越差.由图6a 可知,当焊丝伸出长度为10 mm 时,主丝与两边丝电流变异系数最小,随着焊丝伸出长度的增加,电流变异系数均增大,稳定性变差.上述现象可由图6b、图6c 和图6d 进行解释.图6b~ 图6d 分别为右边丝、左边丝和主丝的电流概率密度分布.当焊丝伸出长度为10 mm 时,电流概率密度分布曲线数值区间最窄,电流波动范围最小,焊接过程最稳定.随着焊丝伸出长度的增加,电流分布集中程度减弱,波动范围增大.当焊丝伸出长度为25 mm 时,3 根焊丝的电流概率密度分布曲线中均存在0 A 或高电流区域,证明焊接过程中存在短路过渡和熄弧现象,焊接过程不稳定.TW-GIA 焊的短路过渡与传统电弧焊中的概念不同,TW-GIA 焊中的短路过渡是指主丝与两边丝相接触形成短路,焊丝被成段熔断,伴随的是滴状过渡,是一种不稳定的过渡方式.
图7 为焊丝伸出长度对电压变异系数、电压概率密度和平均电压的影响.由图7a 可知,随着焊丝伸出长度的增加,左、右两边丝的电压变异系数均增大,电弧的稳定性降低.上述现象可由图7b 和图7c 解释.图7b 和图7c 分别为右边丝与左边丝电压概率密度分布曲线图.焊丝伸出长度对左、右边丝电压概率密度分布的影响类似,随着焊丝伸出长度的增加,高电压区域概率密度分布增加,电压分布范围变宽,电弧稳定性降低.当焊丝伸出长度为10 mm 时,电压集中分布在20~ 45 V 之间,分布区间最窄,稳定性最好.由图7d 可知,当焊丝伸出长度增加时,左、右两边丝平均电压均增大.当焊丝伸出长度增加时,焊丝的熔断距离增加,主丝与边丝之间的导电距离增加.
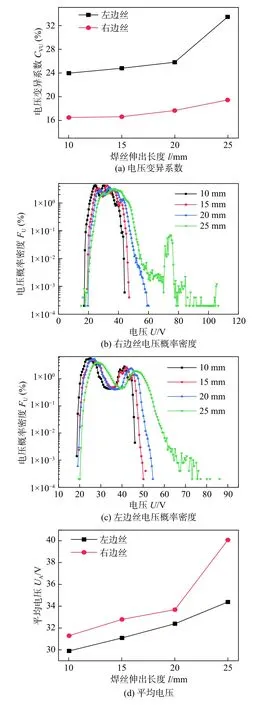
图7 焊丝伸出长度对电压变异系数、电压概率密度和平均电压的影响Fig.7 Effect of wire extension on the voltage coefficient of variation,voltage probability distribution and average voltage.(a) voltage coefficient of variation;(b) RSW voltage probability density;(c)LSW voltage probability density;(d) average voltage
2.3 焊丝伸出长度对熔滴过渡和焊缝成形的影响
图8 为不同焊丝伸出长度条件下的熔滴过渡方式.从图8 可以看出,主丝熔滴的过渡轨迹向主丝一侧偏转,而左、右边丝的熔滴过渡轨迹则偏向两边丝一侧.由于观测方向的原因,左、右边丝熔滴重叠在一起.当焊丝伸出长度为10 mm 时,主丝与边丝熔滴在焊丝端部形成液柱并稳定脱落,主丝与边丝的熔滴过渡方式均为射流过渡,熔滴颗粒细小.随着焊丝伸出长度的增加,熔滴的尺寸增大,主丝熔滴与边丝之间夹角增大;当焊丝伸出长度为20 mm,熔滴过渡路径增加,熔滴过渡变的不稳定;当焊丝伸出长度为25 mm 时,熔滴的过渡方式转变为粗滴过渡,熔滴尺寸进一步增大,熔滴的过渡频率变慢,指向性变差.

图8 焊丝伸出长度对熔滴过渡的影响Fig.8 Effect of wire extension on droplet transfer.(a) 10 mm;(b) 15 mm;(c) 20 mm;(d) 25 mm
熔滴的过渡行为主要由它的受力状态所决定,焊丝伸出长度主要影响熔滴受到的电磁力,电磁力与电弧弧根的实际情况有关,当焊丝伸出长度较短时,熔滴为射流过渡,熔滴的直径小于弧根直径,电磁力为促进熔滴过渡的力,且会拉拽主丝熔滴靠近边丝.当焊丝伸出长度为25 mm 时,焊丝伸出长度较长,焊丝端部的燃弧距离增加,此时弧根直径小于熔滴直径,电磁力成为阻碍熔滴过渡的力.熔滴在电磁力的作用下在焊丝端部积累长大,熔滴的尺寸增加.此时,熔滴的过渡方式变为粗滴过渡.同时,电磁力会排斥主丝熔滴远离边丝,主丝熔滴与边丝熔滴之间夹角增大.
图9 为不同焊丝伸出长度条件下的堆焊焊缝形貌.当焊丝伸出长度为10 mm 时,堆焊焊缝连续均匀,成形美观,与稳定的熔滴过渡相对应.当焊丝伸出长度为15 mm 时,焊缝表面无明显缺陷,但均匀性变差.当焊丝伸出长度为20 mm 时,仍然可以得到单道连续的焊缝,但焊缝表面可以观察到明显的孔洞缺陷,同时焊缝的宽度增加,焊缝周围的飞溅增多.焊缝中存在孔洞缺陷是由于在焊接过程中,主丝熔滴先过渡到熔池中,边丝熔滴后过渡到熔池中,主丝与边丝熔滴之间的角度越大,则两者过渡到熔池的时间差越长,先脱落的主丝熔滴形成的熔池与边丝熔滴之间的温度差越大.温度较高的边丝熔滴在过渡到快速冷却的熔池时容易产生气孔缺陷.当焊丝伸出长度为25 mm 时,无法形成连续的焊缝,焊缝周围存在大量飞溅,焊缝表面也存在孔洞,焊缝成形差.这是由于此时的电弧分散,能量密度低,在堆焊过程中无法充分熔化基板,导致基板的铺展性能差,同时由于熔滴的尺寸较大,指向性差,当大尺寸熔滴过渡到未被充分熔化的基板时,难以形成稳定熔池,也难以获得稳定的焊缝,同时会产生大量飞溅.
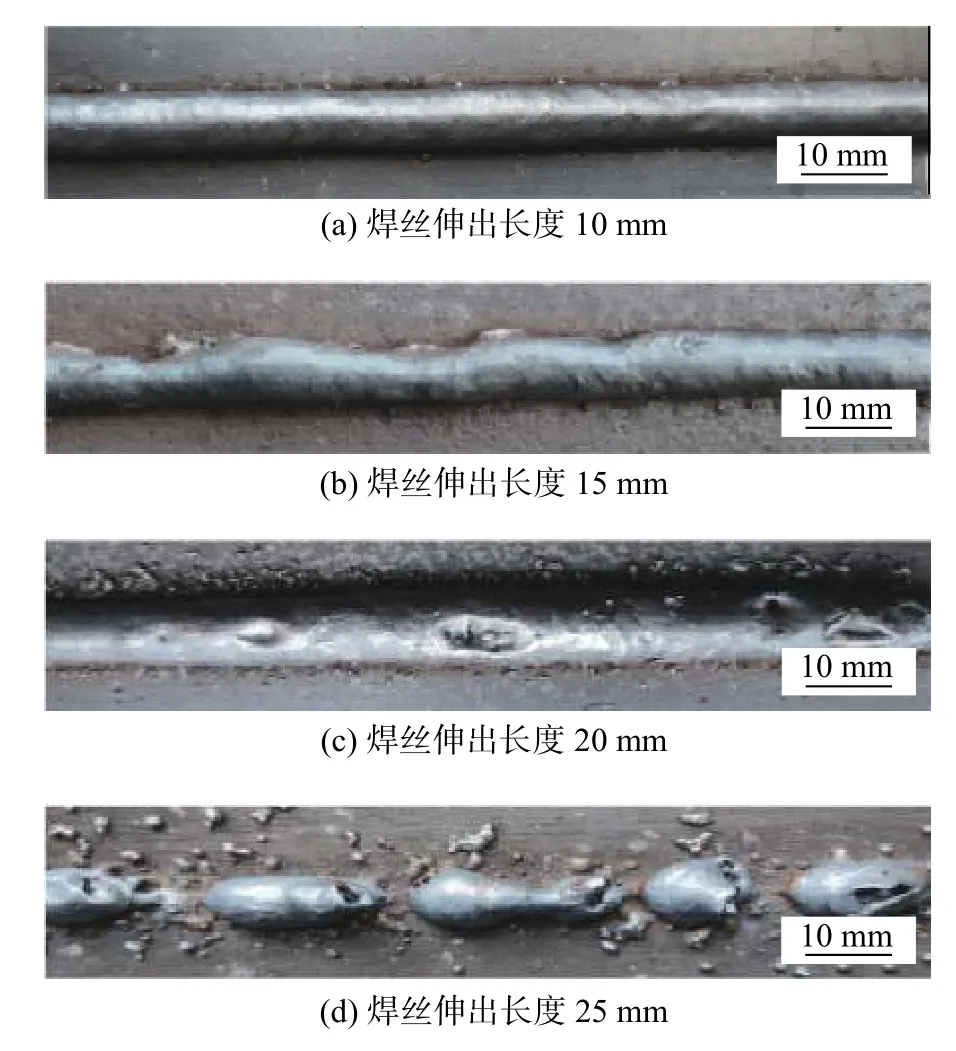
图9 焊丝伸出长度对焊缝成形的影响Fig.9 Effect of wire extension on bead formation.(a)wire extension 10 mm;(b) wire extension 15 mm;(c) wire extension 20 mm;(d) wire extension 25 mm
3 结论
(1)焊丝伸出长度对电弧影响较大,当主丝与边丝伸出长度不相等时,电弧分散严重,难以形成稳定焊接过程.在主丝与边丝伸出长度相等的条件下,随着伸出长度的增加,电弧集中性变差.
(2) 随着焊丝伸出长度的增加,焊接过程中的电流/电压的变异系数增大,电流/电压概率密度分布范围增加,电流的波动范围由160~ 180 A 增加至0~ 180 A,电压的波动范围由20~ 40 V 增加至20~ 100 V,焊接稳定性变差.
(3) 随着焊丝伸出长度增加,熔滴的尺寸增大,主丝熔滴与边丝熔滴之间的夹角增大,堆焊焊缝成形逐渐变差,当焊丝伸出长度为10 mm 时,焊缝成形良好.