基于多属性交叉聚类的实木定制柜门零件族划分
2022-05-24任杰熊先青唐远明赵建忠费建良张江
任杰,熊先青*,唐远明,赵建忠,费建良,张江
(1. 南京林业大学家居与工业设计学院,南京 210037; 2. 浙江升华云峰新材股份有限公司,湖州 313220)
在大规模定制的环境下,实木定制家具企业需平衡多品种与大批量生产之间的关系[1]。成组技术是利用零件之间的属性相似性,按照一定的分类原则将其聚类成组,以零件族的形式参与设计生产制造[2]。合理的零件分组方式是成组技术中最关键的一环,部分学者针对形状、工艺等属性结合遗传算法、模糊聚类算法、图论和神经网络等方法开展了研究[3-5],但大多是针对单属性进行的研究,没有将成组时涉及的多样属性纳入分析。
多属性交叉聚类是一种将样本多个指标纳入分析的聚类方式,针对不同指标的分类准则选取合适的方法先进行单指标分类,再进行交叉综合[6]。此聚类方法可将基数类、序数类和定性等指标整合分析,多方面诠释聚类结果和意义。
实木定制柜门家具的零件在生产制造时需考虑尺寸、造型、工艺、榫槽结构等多方因素[7-8],单指标的成组方式在生产中存在局限性,因此本研究利用多属性交叉聚类法进行柜门零件族划分,为实木定制家具产品的成组设计生产制造和管理提供参考。
1 试验材料
40款造型定制实木柜门(原木柜门26款、复合实木门14款)、平芯款和复合款芯板、复合平板和原木平板柜门作为样本,产品造型如图1所示。拆解后零件共458个,去除塑料卡条和五金装饰条后,实木零件共314个,其中造型结构不同的实木零件共205个,以此为试验样本。

图1 40款造型门板Fig. 1 40 models of door panels
2 试验方法
本研究采用多属性交叉聚类法,对涉及实木定制柜门零件族划分的4项属性指标(尺寸、工艺、榫槽结构、弯曲程度)进行单指标归类[9-10],按照四指标的权重排序交叉综合确定零件族。研究顺序为四指标权重排序-单指标分类-零件族划分。
2.1 指标权重排序
利用层次分析法(AHP)确定属性排序,采用专家打分的方式。1~5分制,1代表最不重要,5代表最重要,统计了10位从业专家。
2.2 单指标分类
2.2.1 尺 寸
采用凝聚层次聚类方法对零件进行分类划分[11],统计2020年料单,取各种型号的尺寸众数为试验数据,代入后拆解成各零件(上料、下料、左料、右料、芯板、线条、百叶条、百叶框横竖条、整板)尺寸,将部件的尺寸数据定义为三维空间的点集合,通过计算点之间的距离从而确定部件之间的相似度[12],距离越小,则相似度越高。将距离相近的数据点或类别合并成组。
1)定义拆解后零件A的长、宽、厚3个尺寸分别为空间内x、y、z值。
2)利用最大值规格化方法对数据进行标准化处理。
x标、y标、z标∈[0,1]。
3)采用平方欧式距离测定标准化处理后的零件A(xA,yA,zA)和零件B(xB,yB,zB)之间的相似度,定义A和B的距离为dAB。
dAB=(xA-xB)2+(yA-yB)2+(zA-zB)2,
dAB∈(0,3)
4)利用组间平均距离测定类组之间的距离,相近的类别合并,根据需求确定分类结果。
2.2.2 工 艺
工艺分类主要针对机加工工段,构建零件-工艺矩阵[13-14]。部分零件拥有相同的工艺,同工艺下以序号最小的零件为样本代入后续试验,利用模糊聚类法构建相似系数矩阵并计算传递闭包,结合生产实际情况选取合适的分类结果。
1)构建零部件-工艺矩阵。
定义待分类的家具零件集合An=﹛a1,a2,…,an﹜,企业的柜门生产工艺集合Bm=﹛b1,b2,…,bm﹜,构建零件-工艺矩阵为:
2)构建零件相似系数矩阵。
采用最大最小法以收集到的零件-工艺矩阵确定零件之间的相似系数。xij为零件i和零件j的相似系数,零件i和零件j属于集合An内不同的两个零件,工艺k属于生产工艺集合Bm,eik为零件i在工艺k上的数值,ejk为零件j在工艺k上的数值。
k=bk∈Bm,k∈﹛1,2,…,m﹜。
即可以将相似系数理解为xij=零件i和零件j共同拥有的工艺数/(零件i和零件j共同拥有的工艺数+零件i有的工艺数而零件j没有的工艺数+零件j有的工艺数而零件i没有的工艺数)。以此构建零件之间的相似矩阵为:
xij=xji,xij∈[0,1]。
3)计算传递闭包。
构建出的零件相似系数矩阵Xij满足对称性和自反性,且Xij为方阵,利用传递闭包法求其模糊等价矩阵T。从模糊相似矩阵X出发,依次求平方X2,X4,X8,…,XR,当XR=X2R时,XR为所求的模糊等价矩阵T,T=(tij)n×n。
4)阈值λ截取确定分组数。
利用阈值λ对传递闭包获取的模糊等价矩阵T截取,从而获取不同阈值下的分组情况,则Tλ=[t(λ)ij]n×n为T的λ截阵,统计不同的聚类结果,得到其动态聚类图。
∀λ∈[0,1],Tλ=[t(λ)ij],

5)计算组内相似系数。
通过阈值λ的截取,可以得到多种成组方式,构建组内的平均相似系数Cz和平均组内相似系数Cp可以对组内的零件的工艺相似性进行直观的判断。Cp值越大,分组效果越好。
Cz=(∑i∈H∑j∈HXij)/h2,
在某一阈值λ下,样本共被分为g组,则共有g个平均相似系数,即Cz1,Cz2,…,Czg;h为分组后各组内的零件数量;H为分组后组内的零件集合,i,j∈H。
2.2.3 榫槽结构
通过分析零部件连接方式可知,连接结构主要包括四边料与芯板和四边料与线条。故对四边料的榫槽、芯板榫槽和线条榫槽分析[15-16],同类别的零件榫槽结构进行归类。
2.2.4 弯曲程度
零件中存在弯曲造型的只有上料,所以此步骤主要针对上料中存在弯曲造型的零件进行分析,按照弯曲半径和转角弧度半径划分成类。
2.3 零件族划分
将各属性指标的聚类结果按照划分的类别字符串进行排序,相同排序字符串的零件归为一族,去除空集,不同字符串排序的族数就是本次零件族划分的总族数。
3 结果与分析
3.1 层次分析(AHP)结果
统计了10位从业专家的打分情况,结果见表1,层次分析结果见表2,结果通过了一致性检验。根据权重值确定排序为尺寸、工艺、榫槽结构、弯曲程度。

表1 10位从业专家打分评价结果Table 1 Evaluation results of 10 practitioners

表2 层次分析(AHP)结果Table 2 Level analysis (AHP) results
3.2 单指标分类
3.2.1 尺寸分类
205个零件的长宽厚尺寸如表3所示。利用SPSS软件进行标准化处理,测定各零件之间的距离,根据相似性确定层级关系后,初始聚类数为8,结合实际功能种类选取聚类数为4,并对各零件分类形状描述。树谱图过长,在此省略。
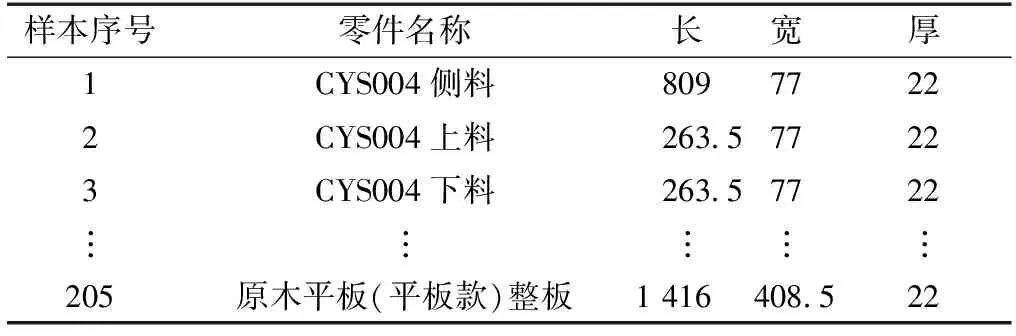
表3 零件尺寸数据Table 3 Part size data 单位:mm
尺寸分为4类,零件在各类别分布见表4。A类别中包括所有四边料及部分线条和整板,此类零件长宽厚尺寸相差较大,为宽长料;B类别中包括部分线条、百叶条和百叶框横竖料,此类零件为宽和厚尺寸相近,长与宽厚相差较大,为细长料;C类别中包括所有芯板和部分整板,此类零件宽和长尺寸相近,与厚度相差较大,为板件料;D类别为方格条。

表4 尺寸分类结果Table 4 Size classification results
3.2.2 工艺分类
统计的工艺路线共33种,见表5,利用C语言编程辅助计算。构建33×33的相似系数矩阵并计算传递闭包矩阵,R32=R64,故计算5次得到模糊等价矩阵,利用不同阈值λ截取矩阵,共得到15种分类结果(图2)。
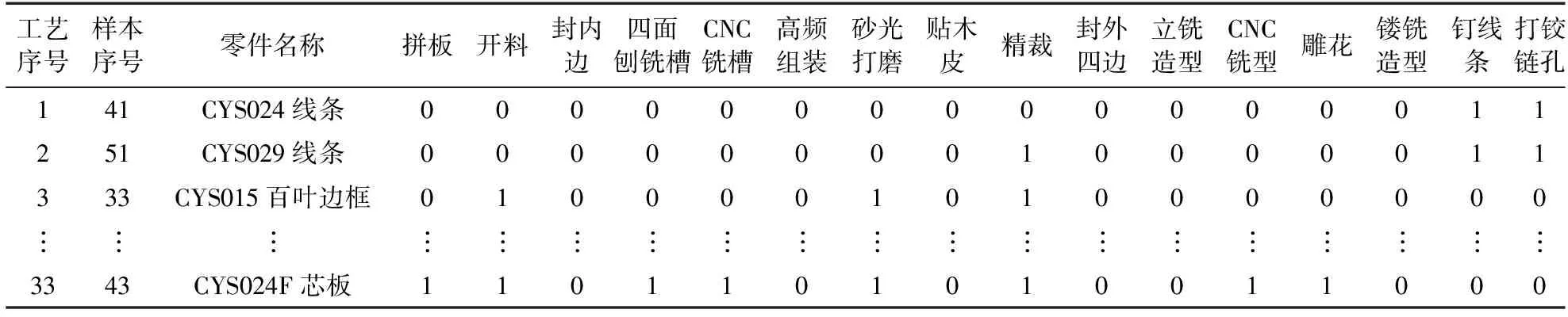
表5 33个代表零件-工艺矩阵Table 5 Process matrix of 33 representative parts
由图2右图可看出,随着阈值的增大,分组数和组内平均相似系数逐渐增大。结合M企业柜门生产线只有一条,生产线上同功能的设备不超过两台,故应在组内平均相似系数增速最快的节点上选取组数小的方案。故在工艺分组上,选取λ=0.71时的数据节点,即分组数为5组(表6)。
工艺共分为5类,A类包括所有四边料,走常规边料工艺路线;B类为部分线条,走直接钉线条工艺路线;C类为部分线条和方格条,走精加工后钉线条路线;D类为整板CYS051,走开金属槽路线;E类包括所有芯板、百叶条、百叶框横竖料和平板款整板,走铣造型路线。
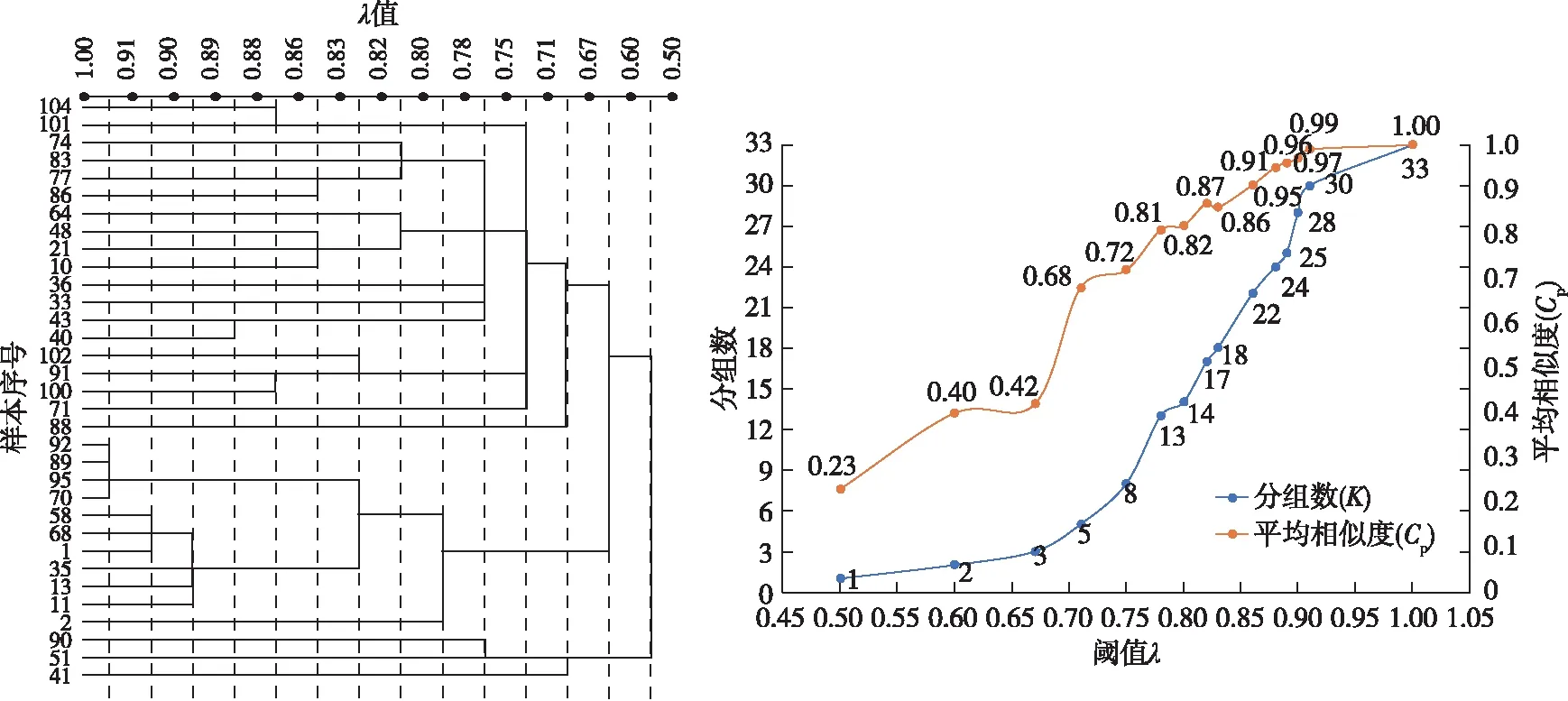
图2 阈值下分组情况树谱图(左)和不同阈值下分组数与组内平均相似系数(右)Fig. 2 Tree spectrograms of grouping under threshold (left) and the number of groups under different thresholds and average similarity coefficients within groups (right)

表6 工艺分类结果Table 6 Process classification results
3.2.3 榫槽结构分类
将40款门型相同功能的零件结构整合归纳后发现,榫槽结构主要指四边料与芯板、卡条和线条的连接方式(图3)。四边料榫槽结构由是否有线条和线条样式决定。线条分为F扣线和G压线两种;故与其连接的四边料榫槽结构可分为3种,A无线条、B扣线线条和C压线线条;D为整板结构;E为芯板结构,虽然有平板芯板5 mm和造型芯板15 mm 2种厚度,但是与边料连接的节点厚度都为5 mm,故其榫槽结构可统一为一种;其中格栅门型和百叶门型的特殊零件结构都不一致,归为H类。分类结果见表7。
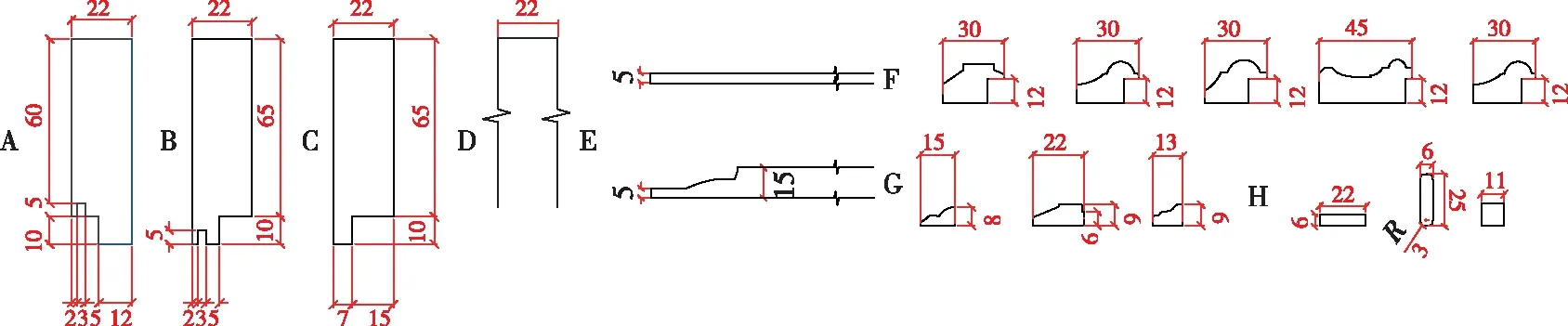
图3 零件榫槽结构Fig. 3 Parts tongue and groove structure

表7 榫槽结构分类结果Table 7 Classification results of tongue and groove structure
3.2.4 弯曲程度分类
部分门型的上料存在弯曲造型,该弯曲造型只存在上料的单侧,需开榫机特殊加工,部分门型的四边料组装后还存在转角弧度造型,故统计弯曲造型上料的弯曲半径和转角弧度半径,在造型大致不变的情况下对尺寸相近的整合,其中转角弧度半径就一种,故保留。详情见表8。
对存在弯曲造型的零件分类,按照弯曲半径共分A、B、C 3类,直料统一归纳为D类,见表9。

表8 弯曲件弯曲半径归纳合并Table 8 Summary and consolidation of bending radius of bending parts

表9 弯曲程度分类Table 9 Classification of bending degree
3.3 零件族划分
对表4、6、7、9的类别代码进行交叉综合排序,去除空集,本次试验共得到17个零件族,结果见表10。
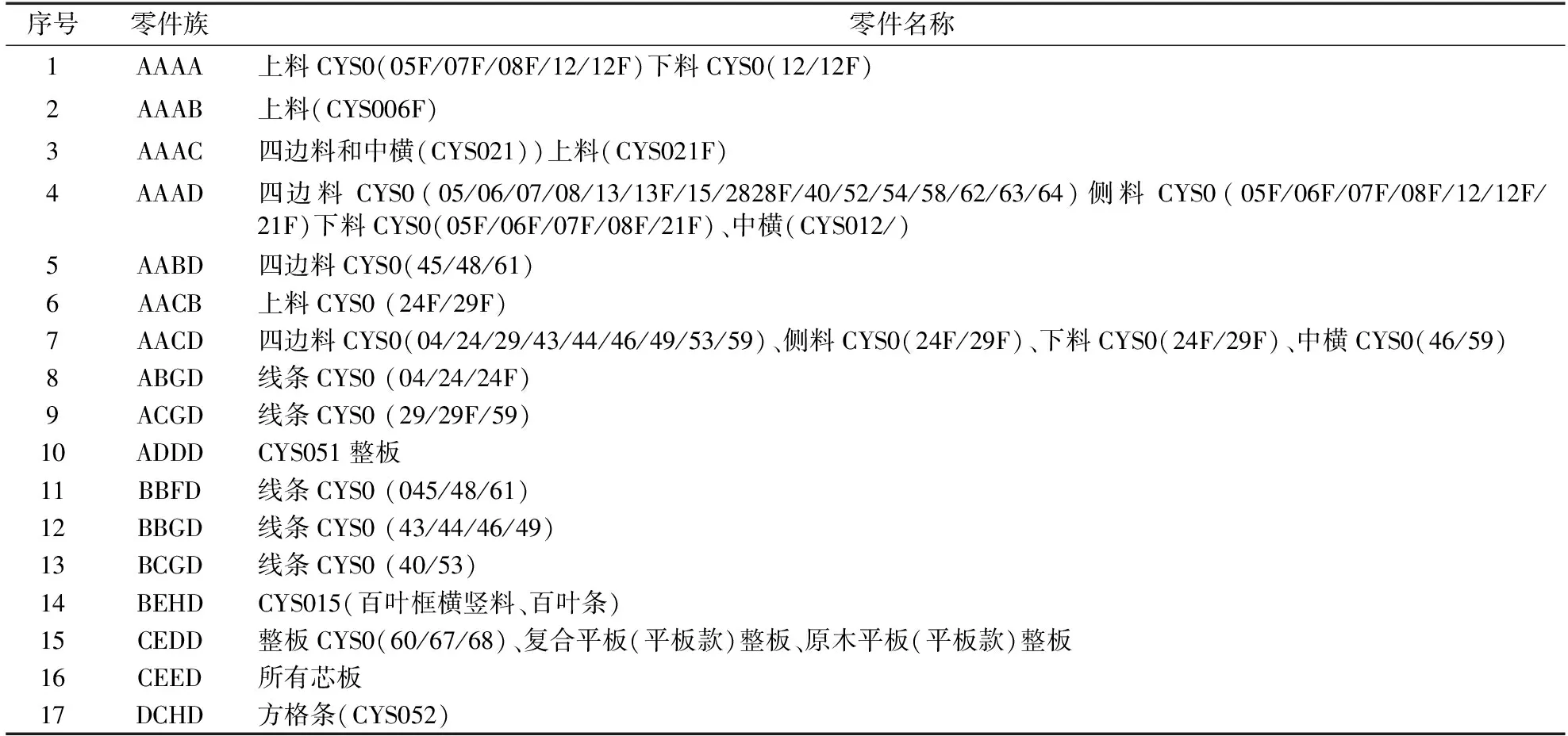
表10 零件族分类结果Table 10 Classification results of part clusters
由分类结果可以看出,多属性交叉聚类方法适合于实木柜门零件族划分,分类结果清晰还可多方面阐述零件族的意义,例如AAAA(粗长造型物料,走常规边料工艺路线,无线条连接的边料榫槽结构,弯曲半径为570 mm)。因聚类结果是按照属性的重要性排序,可以选取任一属性或多属性交叉聚类,以满足不同情况的需求,例如四面刨铣槽,可选取榫槽结构属性分类结果,选取对应的榫槽刀具;如弯曲程度只影响开榫机的加工方式,当零件由此工序加工后,可将此类指标舍去,则族数由17种变为13种。
4 结 论
1)基于多属性交叉聚类的实木零件族划分方法适用于实木定制柜门零件的成组加工,314个实木零部件经过划分后共17个零件族。该方法具有良好的分组效果和可调整性,可广泛应用于实木家具的零件族划分。
2)4个属性的选取和分类方法符合定制柜门家具企业的实际生产,且单个属性可选择,顺序可调换,可根据企业的需求进行灵活调换,满足不同工段和设备等的需求。实木家具的分类属性不止于本研究所述的4个指标,针对不同的实木家具产品应根据其生产工段需求慎重选取。
3)属性指标的选取数量和单属性分类数直接影响零件族的划分,属性数量越多,单属性分类数越多,零件族数也就越细致,故在组织成组加工生产时需根据加工节拍合理控制零件族数。
