机床热误差测温点优化及建模方法研究
2022-05-19李焕昭张爱梅裴雪巍
李焕昭,张爱梅,裴雪巍
(郑州大学机械与动力学院,河南 郑州 450001)
1 引言
机床热误差大约能够占机床总误差的(40~70)%[1]。虽然可以通过改进机床结构和材料来减小热误差,但在实际加工过程中不能完全消除热误差,实施难度大、成本高。因此,探索出一种通过补偿方法来减小热误差对机床的影响非常必要的[2]。
机床热误差补偿研究存在两个问题,一是温度测量点的选择,二是建模方法。为了保证模型的鲁棒性、实时性和计算有效性,需要选择合理有效的温度测量点。文献[3]采用灰色综合相关法对测温点进行优化。文献[4]采用模态分析方法得到机床温度测量点。文献[5]采用模糊聚类方法对温度测量点进行优化,降低了自变量的维数,提高了模型的稳定性。机床热误差建模方法一般可分为理论方法和数理统计方法。理论建模方法主要采用有限元法对建立的机床模型进行加载和求解[6-7],但边界条件难以确定,导致模型精度较低。数学建模方法主要包括支持向量机[8]、最小二乘法[9]、贝叶斯网络法[10]等统计方法。但现有补偿方法仍然存在着精度不足、缺乏鲁棒性的问题。为此,提出了基于DBSCAN聚类算法的温度传感器测点优化方法和基于BP神经网络的数控机床建模方法,提高了模型的鲁棒性、实时性。
2 基于DBSCAN优化传感器数据
2.1 获取机床与主轴热位移数据
2.1.1 实验对象及材料
CA系列机床是一种通用机床,广泛应用于基础加工制造业。选择CA系列机床作为实验对象具有一定的代表性。采用omron光纤同轴型ZW系列位移传感器和非接触式红外温度传感器,如图1所示。激光位移传感器分辨率可达0.001mm,采集软件采用RJ45网线接口与采集器(左下图)进行通讯。红外温度传感器分辨率为0.1℃,采用USB 与采集器(左上图)通讯,数据统一保存为.csv格式。
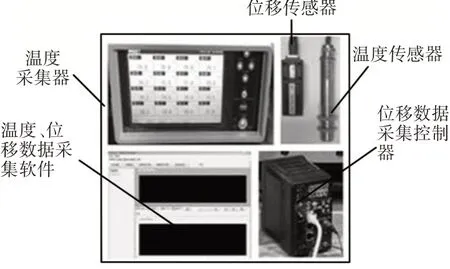
图1 温度及位移数据采集设备及软件Fig.1 Temperature and Displacement Data Acquisition Equipment and Software
实验中,在机床发热关键点位置设置了16个温度传感器,其位置,如图2所示。T17为位移传感器测量位置,主要测量机床主轴的X向位移数据。

图2 温度传感器的布置Fig.2 Location of Temperature and Displacement Sensor
三个温度传感器T1至T3用于测量机床的温度。T4用于测量电机温度的。T5用于测量主轴头的温度。T6用于测量导轨中部温度。T7、T8分别测量导轨与机身交界处左右两端的温度。T9和T10测量主轴前轴承温度。T11和T12测量主轴后轴承温度。T13和T14测量减速齿轮箱温度。T15和T16测量主轴温度。位移传感器17 号布置在主轴X方向的下部,如图2 所示。分别在1000r/min和1400r/min下获得温度和位移数据,测量频率为60/min,共采集数据3600组。实验过程中要考虑到环境温度的影响,通过查阅资料获取厂房的年平均温度,尽量使测温的时间段时的温度处于年平均温度值附近。现场实验条件温度在20℃左右,基本在整年平均温度左右浮动,因此符合我们的测试条件。尽量模拟实际加工工况,实时记录相同间隔时间的温度情况,当温度趋于平衡时,关闭机床,并记录温度数据至室温。
2.2 数据处理
2.2.1 异常值捕获方法
由于测量环境或人为因素的影响,会出现异常数据集,影响模型的精度。因此采用箱型图法获取出异常值索引,基于拉格朗日插值法对索引位置的异常值进行插值处理,使数据接近实际值。绿色部分方框的上下边缘线代表着数据的上下四分位数,其中下四分位数为U1=(n+1)/4,n为数据的个数;上四分位数为U3=3(n+1)/4;上边缘和下边缘线为上限和下限,通过计算四分位距IQR=U1-U3,得到上限为U1+IQR,下限为U3-IQR;位于上下限之外的是异常值,从图中可以看出小黑点代表异常值,箱型图,如图3所示。

图3 箱型图筛选异常值Fig.3 Box Chart Method to Filter Outliers
2.2.2 异常值处理方法
假设温度测量点的顺序值为Tn(y1,y2,…ym),Tn代表传感器号n=1,2…17。y是测量数据m=(1,2…3600)。异常值的位置为c,则位置c的值应为L(xc),选取异常值前后4个数据进行插值计算,并将异常值由L(xc)代替,计算方法见(1)和(2)。

通过拉格朗日插值法来替换异常值能够使数据更加平滑,接近于实际数据。
2.3 聚类分析
上述获取到的温度与位移据量非常大,在不同的测温点之间会存在一定的线性关系,假设数据集为X,根据线性代数知识也就是矩阵XT为非满秩矩阵。如果用数学语言进行描述:对于向量组T1,T2,…T16,存在不全为0 的k1,k2,…kn能够使得k1T1+k2T2+…knT16=0。非满秩矩阵也就代表存在大量的冗余数据,因此我们要去除这样的冗余特征向量。采用密度聚类方法能够有效的降低冗余数据。DBSCAN是非常常用的密度聚类方法。它的核心思想是通过一个点在其ε(常数)邻域中的邻域点的数目来测量该点的空间密度。它可以计算形状奇特的簇中心。此外,在聚类分析中不需要设置聚类中心的数目。程序将根据相邻半径和相邻半径内的点数自动生成簇中心。聚类结果,如表1所示。
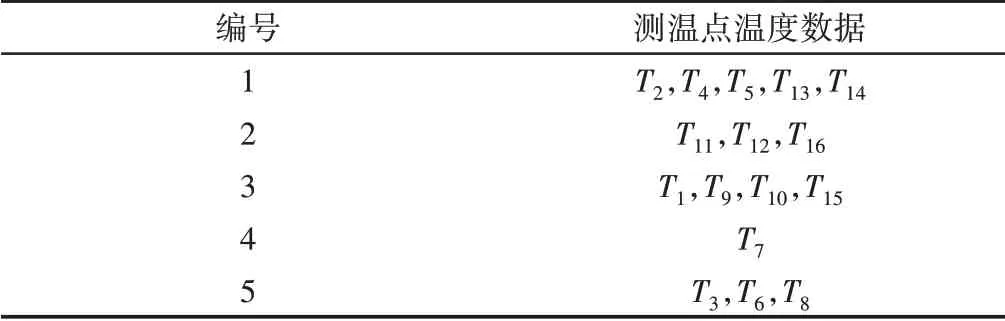
表1 测温点温度数据聚类结果Tab.1 Temperature Data Clustering Results
通过DBSCAN聚类将16个温度测量点分为5类。测温点被分为五类,第一类包括T2、T4、T13、T14;第二类包括T11、T12、T16;第三类包括T1、T9、T10、T15;第四类包括T7;第5类包括T3、T6、T8,如表1所示。每个类别内包含的特征数据个数是不相同的为了达到我们降维、优化的目的,我们需要从每个类别中选取部分特征数据作为筛选出的特征数据,并将对应位置作为我们的测温点。
通过皮尔逊相关系数法,从每组中选出误差相关最大的温度测量点,并将选定的温度测量点作为最佳温度测量点。相关系数的计算方法如(3)。

式中:ρTijVij—温度与热误差的相关系数;Tij—温度测量点的温度数据;i—传感器号;j—测量次数;V—热位移值。
皮尔森相关系数的计算结果,如图2所示。在图2中为方便描述,只列出了相关系数最大的特征数据(测温点)。
各组的最大相关系数分别为T13、T16、T15、T7和T3,如表2所示。采用聚类分析方法,将温度测量点从16个优化到5个,降低了数据维数,提高了模型的训练速度。
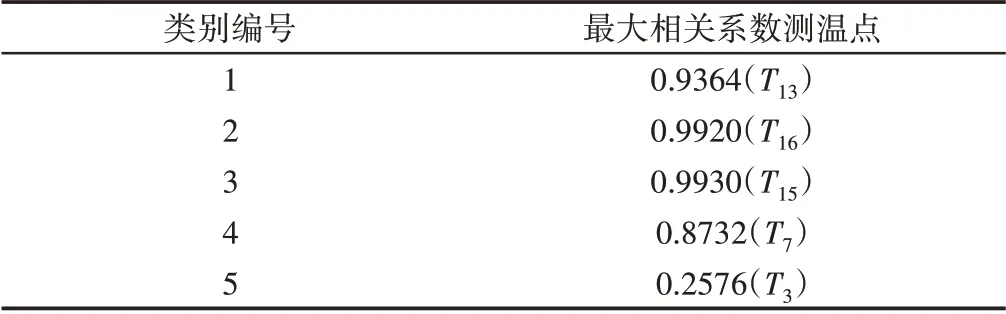
表2 每个类别中相关系数最大的测温点数据Tab.2 Temperature Measurement Point Data with the Largest Correlation Coefficient in the Category
3 构建BP神经网络模型
3.1 构造神经网络
机床各点温度与热误差之间是非线性动态关系。构造BP神经网络进行非线性数据拟合,这里采用双隐层神经网络,图中:Xi—输入值;O—主轴位移的输出值;wij—温度数据输入到隐层的权重;wjk—隐藏层到隐层的权重;wk1—隐藏层到输出层的权重,神经网络的结构,如图3所示。

图4 神经网络结构Fig.4 Neural Network Structure
如(4)所示构造输入矩阵X数据集,每行对应的值为热位移值。

式中:Tij—输入值。i=(1,2,…n)为特征数据j=(1,2,…m)—特征数。
定义损失函数为E:

式中:Y—预期值;
O—网络的输出值。
采用梯度下降法求解误差E的梯度:

导出误差反向传播矩阵:

式中:α—学习率;
3.2 数据增强
为扩增数据集大小和提高模型的泛化能力,采用随机动态误差方法对数据进行增强,生成1000对随机数作为数据集的行列索引,即[rows,cols],选择对应位置的数添加动态噪声,其中动态噪声:由蒙特卡洛算法生成的(0~1)的符合正泰分布的数据,假设为a,将a乘以2将区间变换为(0~2),并乘以-1n,即,-1n×2a。将添加动态噪声后的数据集添加至原数据集,完成数据集扩增。
3.3 网络训练建模
根据7:3 比例将数据集训练集和测试集,学习率设置为0.01,迭代次数最大为10000。处理后的T13、T16、T15、T7、T3点数据作为模型输入,热误差作为输出。经过训练得到机床热误差模型,其预测结果,如图5所示。
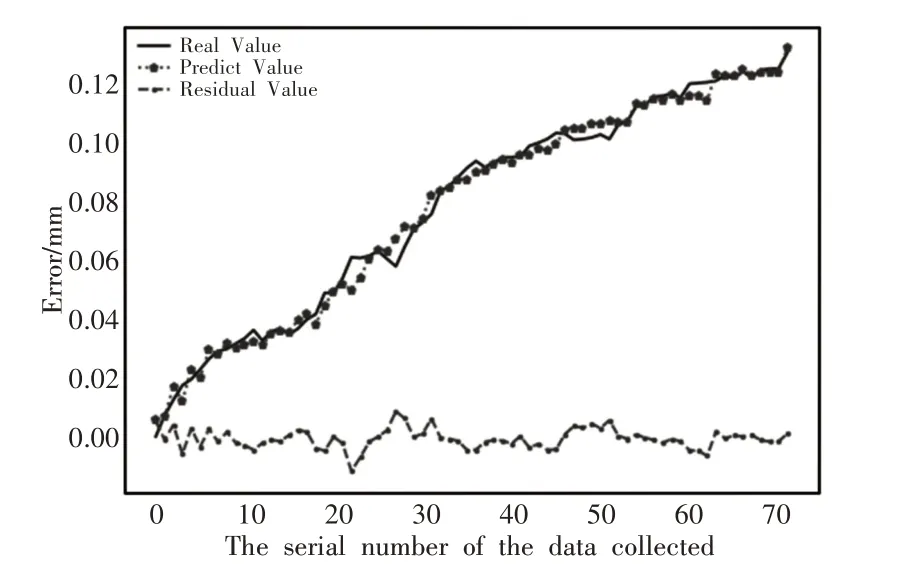
图5 机床热误差模型预测结果Fig.5 Prediction Results of Thermal Error Model of Machine Tool
图中实线代表真实值,小圆点代表预测值,细点线代表残差。模型得分可达0.94。
模型得分计算方法为(8):

式中:Y—实验值;
O—预测值。
模型预测结果的最大残差为0.012mm,残差的标准差为0.33mm。可以看出,根据BP网络构建的机床热误差模型预测效果较好,能够满足实际加工补偿要求。
4 结论
(1)DBSCAN 聚类方法可以有效地将温度测量点从16 个减少到5个,为误差模型选择合适的温度测量点。
(2)BP神经网络方法能很好地预测机床的热误差,模型得分可达0.94。
(3)训练后的模型可以嵌入至机床控制中心。计算中心根据机床的温度信号预测机床的热误差,然后控制机床控制器进行误差补偿。