浅谈Cessna172R飞机螺旋桨动平衡配平
2022-05-18刘谦
刘谦
(中国民用航空飞行学院飞机修理厂,四川 广汉 618307)
1 静平衡与动平衡的区别
螺旋桨静平衡通常是将一根平衡轴穿过螺旋桨中心孔,将轴的两端放在水平的静平支衡架上,较重一端的桨叶就会自动向下并停止,根据向下旋转速度和力度选择合适的配重片或者铅丝安装在相对的一面的配重面或者配重孔上,铅丝一般用于粗调,配重片用于细调,在对桨叶进行十字校正后,螺旋桨应能自由转动并停止在任一位置或剩余不平衡量处于许可范围内,静平衡又称单面平衡,无论是导轨式支架还是滚动轴承式支架受限于平衡轴、支架平行度以及安装间隙,其平衡精度受到一定限制。
螺旋桨动平衡通常是待螺旋桨安装于发动机上后,由于各桨叶重心轴向位置不一致或者受发动机转子质量偏心的影响,高速旋转后在桨轴线上产上不平衡动力的力偶,该力偶将导致螺旋桨和发动机轴系的振动,如果出现的振动幅值低于可接受标准,通常则需对桨盘或者桨叶进行动态平衡效正。利用电子测量技术来测定被测桨叶的振动信号,就可获得不平衡方位和重量大小,按照配平方法就可成飞机的动态平衡,使飞机获得很高的灵敏度和平衡精度。
2 Cessna172R飞机螺旋桨配平工具和设备
赛斯纳172天鹰系列飞机是一款优秀的4座单发活塞定距二桨叶螺旋桨飞机,目前,其系列总共生产近43000架,我国初级教练机普遍也选用它,Cessna172R型飞机使用的是美国Mcauley螺旋桨公司生产的全金属两叶定距螺旋桨,螺旋桨型号为IC235/LFA7570,其螺旋桨最大直径为1.9M,螺旋桨的组件包括螺旋桨,桨帽,衬垫和前、后桨盘、固定螺杆几个部分,下面以此桨为例谈谈如何对桨叶进行动平衡配平。
配平工具通常包含一字改锥、铁锤、铅丝、配重片、称重器、冲以及点钟位置指示牌等。铅丝添加的位置为水平平衡铅孔,当平衡仪显示指示添加铅丝重量超过80g时,就要将螺旋桨送回厂家或者检测机构进行专门的检查,看是否进行喷漆等工艺改善不平衡的状态。配重片的添加位置在垂直平衡配重面,配重片可叠加通过螺钉固定在螺旋桨上,配重片的最大叠加高度不能超过14.22mm,配重片具体参数见表1。
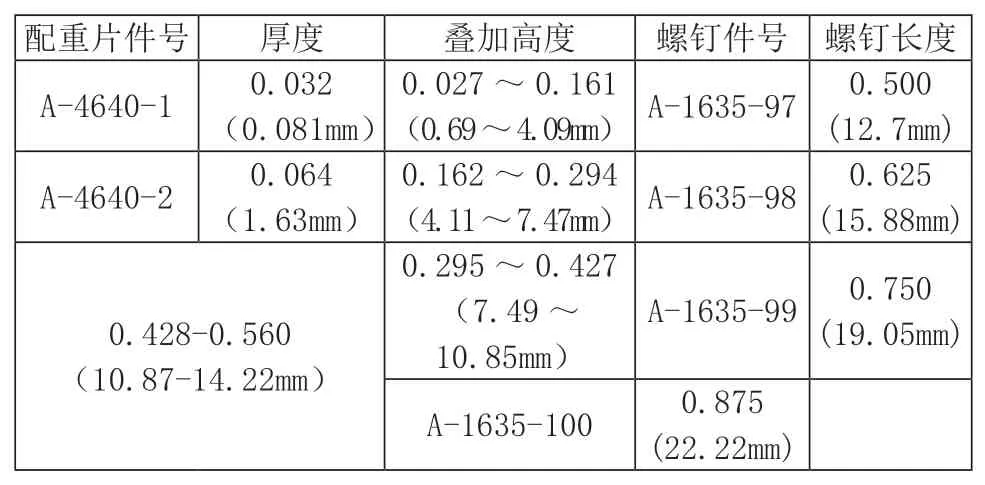
表1 配重片的具体参数
配重片A-4640-1的质量约为10g,A-4640-2的质量约为20g;螺钉A-1635-97的质量约为2g,A-1635-98的质量约为2.5g,A-1635-99的质量约为3g,A-1635-100的质量约为3.5g。在实际的配重中,可以根据具体的数值选取合适的配重片。
配平所需振动测试仪选用的是美国Honeywell Aero space 公司生产的基于Chadwick Helmuth Systme系统开发生产的Vibrex2000振动测试仪,振动测试仪的使用说明书中规定了其振动值的单位为IPS(英寸/秒),转速单位为RPM(转/分),并以钟表的“点钟”表述法,表述螺旋桨旋转平面上的相对位置。维修工作过程中,振动测试仪会根据螺旋桨的工作情况显示出在不同方位添加不同质量的配重使螺旋桨达到动平衡,螺旋桨动平衡的测试是依据Chadwick Helmuth System系统对振动峰值的评价标准,其振动峰值可分为6个等级,如表2所示。
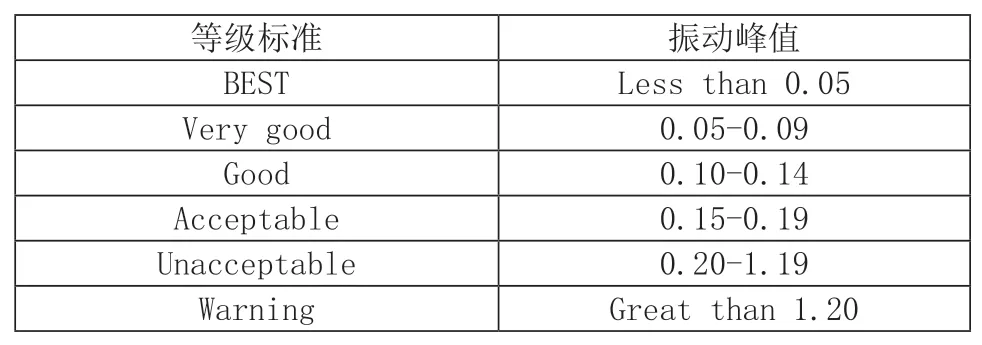
表2 Vibrex2000振动测试仪振动峰值评价标准
根据CESSNA172R维修工艺的规定,在维修工作过程中只要振动峰值低于0.20IPS就达到了可接受的范围,并且在实际的维修工作过程中也是按照该标准实施。
3 Cessna172R飞机螺旋桨动平衡配平程序
3.1 试车前的准备
清点工具及设备,按发动机试车单进行地面试车,检查发动机各参数符合要求;检查确保电瓶主机门、磁电机开关处于关断位,燃油关断活门处于关断位;拆下发动机整流罩;拆下桨帽固定在前后桨盘的螺钉,拆下桨帽。在进行螺旋桨维护工作时,在扳动螺旋桨前,必须确保磁电机开关置于关断位。
3.2 第一次试车与振动测试仪的数据
再次检查所有程序和仪器的安装,发动机工作应正常,各性能参数应在规定范围内,按照要求填写螺旋桨动平衡测试表,测试表主要是记录发动机在不同转速下的振动值。通过读取测试仪数据,初步得到一个需配平方位的重量数据,当重量数据低于80g时,我们应可以采取现场配平方式进行振动值修正,读取重量数据后,就需将螺旋桨从发动机上拆下进行第一次配平。建议初始检查振动值的时候,是可以带上桨帽的,如果振动值小于0.2IPS可以不做工作,如果振动值大于1.25IPS,需要把桨帽拆下再次检查,如果检查后仍然大于1.25IPS,就将螺旋桨送厂检修;完成所有调整后,若振动值小于0.2IPS,则带上桨帽进行最终检查。若带上桨帽后振动值大于0.2IPS,可将桨帽翻转180°重新装上再次检查,若仍然大于0.2IPS,则需更换桨帽或者将不带桨帽条件下振动值尽可能的调低,再按桨帽影响最小的方向装上桨帽检查。
3.3 前桨盘的拆卸和配重填加。
标记好前桨盘上的各个螺栓位置,以便于下次安装,拆下前桨盘固定在螺旋桨上的螺栓,剪断并报废螺旋桨安装螺栓上的保险丝,留一个定位螺栓不动将螺旋桨、后桨盘和衬垫固定在一起。根据振动仪显示的数据,先将铅丝放在称重器上称重,将称重好的铅丝放入桨面中的配重孔中,用略小于配重孔直径的冲杆将铅丝夯紧,注意不要损伤配重孔;或者根据实际情况选择配重片安装在桨毂配平面上。填装完结后,在确认各装配件无误后,按原样装回。
3.4 重复测试动平衡性能
试车前检查,保证发动机各个参数正常,保持转速试车,若振动值大于0.2IPS则读出振动仪上的数据,在相应的平衡孔或配平面上添加或者减少铅丝或者配平片,并且重复上小节操作再次试车直至振动值小于0.2IPS;若振动值小于0.2IPS则满足要求并开启大转速再次试车,试车后重复上述步骤。整个动平衡配平就是不断重复:试车-配平-试车,直至大转速下的振动值小于0.2IPS。
4 结语
振动是由螺旋桨动不平衡与发动机转子动不平衡二者的合成的,在配平过程中除了需要耐心外,有时也需要重新更换一副螺旋桨匹配,以尽可能达到所需的性能要求。
