SiCp/Al金属基复合材料精密切削加工技术研究
2022-05-18李磊
李磊
(郑州旅游职业学院 机电工程学院,郑州 450000)
1 概述
金属基复合材料的应用广,其力学特性好,膨胀系数低[1]。颗粒增强金属基复合材料加工难度大,并且随着增强相的体积分数和颗粒尺寸的增大,它的加工难度随之增加,传统切削加工会导致剧烈的刀具磨损,甚至影响加工质量,以及由此带来的高加工成本[2]。而特种加工技术则具有明显优势[3]。
2 精密切削技术研究
盛精[4]等通过仿真建模,得出生产加工进行切削要求设备精度比较高,成本高的特点。通过计算机仿真分析,可以对切削过程进行精准分析,节约了成本,又加快了科研进程。
2.1 力学分析
Pramanik[5]等建立了力学模型,研究切削过程中的切削力的影响因素及走势。Dabade[6]等基于摩擦力学,研究刀具、切屑摩擦力,预测切削力的特点及走势。王业甫[7]等建立超精密切削力学有限元仿真模型,发现刀具磨损加剧的主要原因之一是SiC 颗粒硬度和切削应力都过大导致。切削速度对刀具的磨损影响大。平均主切削力跟随刀具切削速度变大而变大,刀具前角基本无变化,如图1、图2 所示。孔林雁[8]等发现切削力随着刀尖圆弧半径的减小而减小,切削速度变大后切削力开始变化明显。正确选择刀具,可以保证切削的顺利进行,从而获得质量更好的产品。如图3 所示。
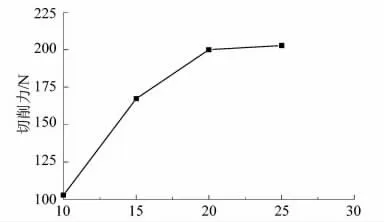
图3 刀尖圆弧半径影响切削力的曲线
2.2 表面质量控制
张德光[9]等认为SiCp/Al 复合材料在切削加工过程中,材料加工表面质量的最主要影响因素是切削参数和加工刀具,其次是颗粒特征及其分布。因此,优化切削参数和选择确定刀具是解决加工表面质量问题的重要内容。Dabade[10]等比较了不同体积分数SiCp/Al 材料的切削表面,得出了较低体积分数的材料表面存在着较少的凹坑和裂纹等表面质量缺陷。反之,表面质量缺陷明显的结论。葛英飞[11]等人研究颗粒增强型复合材料,Ø=35%,切屑的锯齿形状比较明显。同时,增强颗粒占比越少,加工过程产生的微裂纹和孔洞越少。反之,孔洞越多,材料变形明显,剪切角波动变化明显。经过热处理,材料硬度变大,整体变形不均匀性变化明显,切屑的锯齿形状更趋明显。崔岩[12]等调整机床切削参数,研究加工过程的速度对表面质量的影响控制。对刀具进给速度、机床主轴转速进行对比发现,刀具进给速度变化时,工件表面质量影响大。机床主轴转速的影响未呈现,如图4 所示。
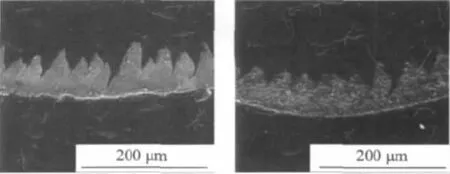
图4 Ø=35%,S=7μm Ø=20%,热处理
2.3 刀具磨损
葛英飞[13]等认为在切削SiCp/Al 复合材料过程中,SCD 刀具和工件振动比较严重,且SiC 增强颗粒对切削刃或前刀面具有频繁的强力冲击作用,刀具因此承受的冲击应力较大。在上述因素作用下,当刀具刃口局部区域应力达到其脆性解理强度时,就会发生微小的脆性剥落或崩刃。即SCD 刀具脆性崩刃、剥落情况较严重。PCD刀具后刀面、前刀面和刃口部位都会发生明显的磨损。增强颗粒在切削过程中对刀具进行不断地刻划和微切削,这使得金刚石和结合剂之间的结合遭到了破坏,使金刚石颗粒从刀具材料中脱落。进而得出了刀具的前刀面和后刀面分别呈现不同磨损的结论,如图5 所示。王明海[14]等做了45%SiCp/Al 复合材料车削过程的刀具磨损和刀具的使用寿命分析,随着切削进行,PCD 刀具的前刀面磨损加大,磨损形式呈现出磨粒磨损、晶粒脱落。后刀面磨损形式为磨粒磨损。段春争[15]等做了不同铝基体SiCp/Al 复合材料切削力与刀具的磨损研究,对比切削 SiCp/6063Al 和 SiCp/2024Al 材 料 发 现, 切 削SiCp/6063Al 时刀具前刀面粘结磨损加剧而颗粒磨损减少,刀具后刀面磨损程度相对较高,如图6 所示。
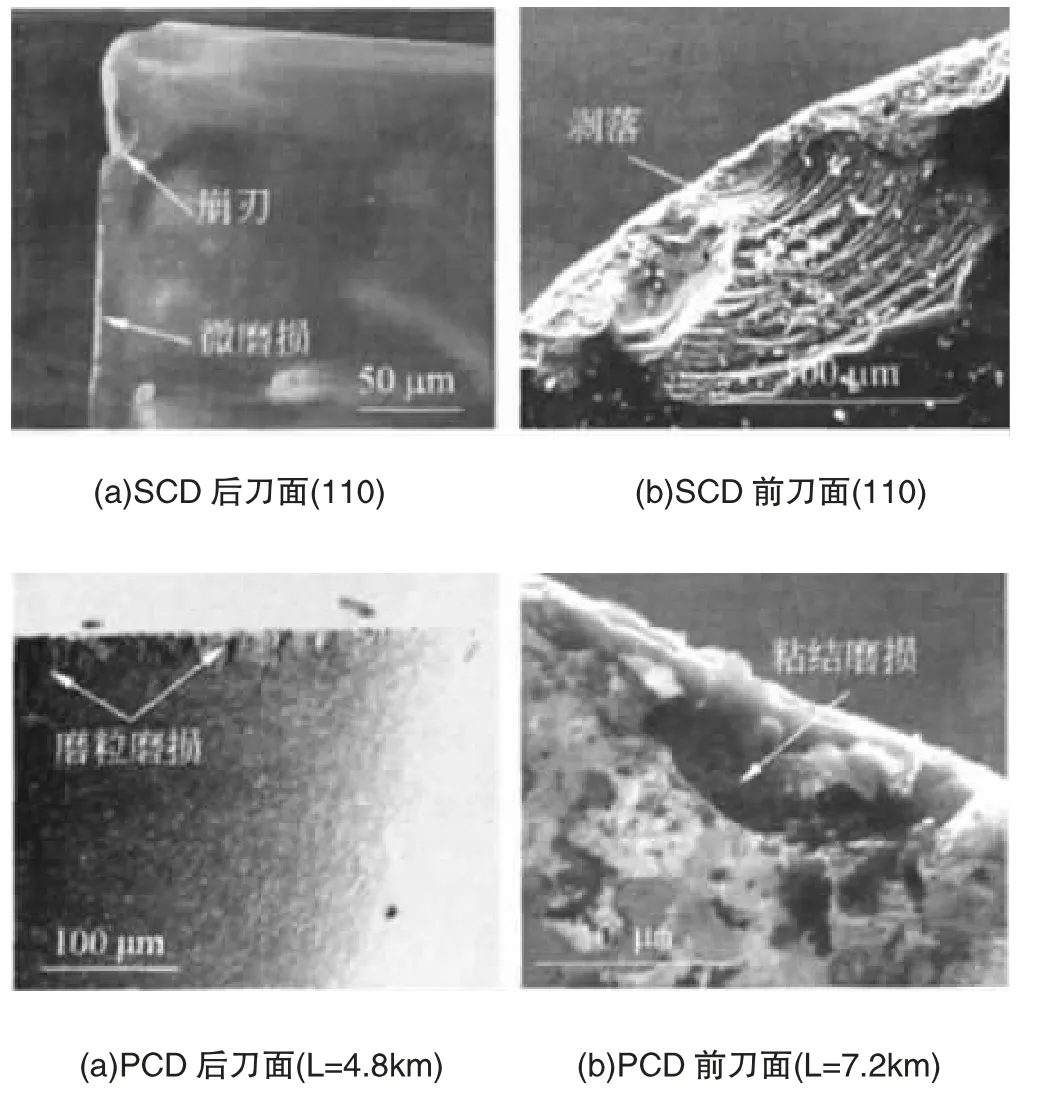
图5 SCD 刀具、PCD 刀具切削
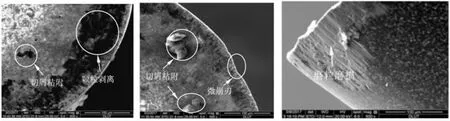
图6 SiCp/2024Al 刀具前刀面 SiCp/6063Al 刀具前、后刀面磨损 v=80m/min
3 填充精密切削材料的活塞应用
根据以上精密切削特点,设计一种超精密切削的复合材料汽车用活塞,发动机活塞工作条件要求高。为提高活塞的强度、硬度等力学性能,采用加入SiC 颗粒的复合材料进行试验研究,但这样将会增加加工难度。为此,我们建立活塞的微观组织多尺度切削仿真模型,如图7所示,进行仿真模拟分析运算,分析活塞的各个工况,得出其温度和应力分布的结论符合理论形态。实验实现了建模、加载和求解分析的全过程,提取出应力应变最大节点。并在此基础上优化调整了活塞体的生产加工工艺和结构设计,验证了以上理论研究。
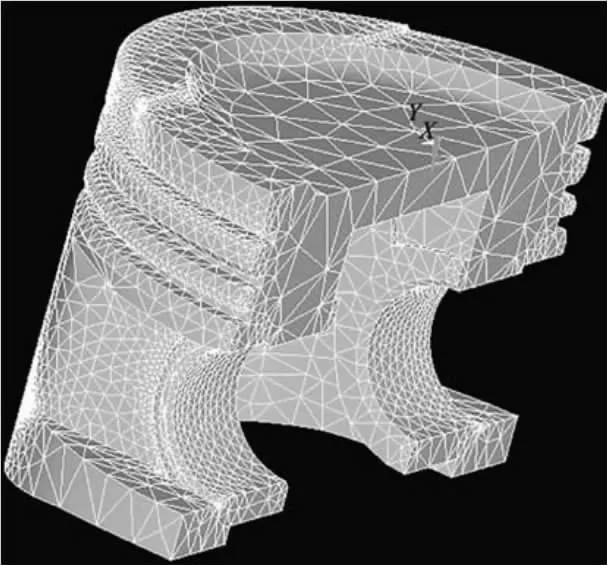
图7 活塞的ABAQUS 有限元分析
4 结论
SiCp/Al 复合材料应用越来越广泛,切削加工作为其机械加工的主要方法,高效精密切削加工技术仍然是SiCp/Al 金属基复合材料结构件的重要方法和重要研究课题。如通过正确合理地选择加工参数和刀具,降低表面粗糙度,实现高质量表面控制,提高切削加工质量。
今后研究仍需进一步完善模型,建立更优化的仿真模型研究分析SiCp/Al 金属基复合材料的切削加工工艺。进行机理研究,完善理论研究基础,为生产提供工艺参数优化的依据和借鉴,促进PRMMCs 机械加工技术的进步。此外,相关成果与技术也可以推广到到其它类型金属基复合材料生产加工,促进复合材料机械加工行业和技术发展和有效实施。
