硬质合金生产成型设备全生命周期效率优化模型构建
2022-05-12张宇奇肖斯麒
龙 丹,张宇奇,肖斯麒
(1.南昌交通学院,南昌 330100;2.南昌硬质合金有限责任公司,南昌 330013;3.华东交通大学,南昌 330000)
0 引言
硬质合金挤压成型技术始于20世纪40年代左右,我国在前苏联引进该项技术。随着科学技术的进步和发展,硬质合金挤压成型技术也得到快速发展,无论是在挤压工艺还是挤压设备方面均得到了飞速的发展。硬质合金生产成型设备发展至今,技术逐渐成熟,质量也得到不断提升。硬质合金生产成型设备的主要优势是大规模大批量生产,为了确保获取合理的成型工艺,需要保证胚体均匀的结构以及高致密度。设备全生命周期效率是确保产品制造质量的必要条件,同时也是确保产品数量和规模的重要前提和基础。
国内相关专家针对设备全生命周期效率优化模型方面的内容展开了大量研究,例如白浩等人[1]优先组建了含有储能装置的四端SOP,以此为依据,组建了对应的运行效率优化模型,通过半定规划方法求解模型,最终输出效率优化方案。胡鑫凯等人[2]通过电磁场、结构力场以及机械运动耦合求解,同时组建仿真模型,采用优化算法求解模型,最终得到最佳效率优化方案。
在以上两种模型的基础上,构建一种硬质合金生产成型设备全生命周期效率优化模型。经实验测试结果表明,所提模型不仅能够有效缩短施工时间,同时还能够有效提升设备的总作业时间和可用运行时间,增强机械可用率。
1 方法
1.1 硬质合金生产成型设备全生命周期效率优化模型构建
设备全生命周期效率的实质即为设备实际生产出的合格产品数量好的设备和实际负荷时间内的理论产量比值。对于生产线以及设备而言,硬质合金生产成型设备全生命周期效率优化代表设备的利用率和合格率全部得到有效提升,同时产品的生产成本也会随之降低。
硬质合金生产成型设备全生命周期效率作为一种独立的测量工具,主要用来描述设备实际生产能力和理论产能两者之间的比值,主要是由时间开动率、性能开动率以及产品合格率三个关键要素的乘积构成,详细的计算式如下:

式(1)中,Avaliabiliy代表时间开动率;Quality代表合格率;Performance代表性能开动率。
分析硬质合金生产成型设备全生命周期效率主要具有以下四方面特征:
1)硬质合金生产成型设备全生命周期效率不仅要考虑设备的时间利用情况,同时还需要全面考虑员工的作业熟练程度以及产品合格率等相关问题,进而可以深入分析引发产品出现质量问题的主要原因。
2)准确识别出由于系统依存关系导致的瓶颈工序设备可利用的时间损失,在设备正常运行情况下,设备损失的产能常被忽略,所以还需要进一步优化生产工艺流程,确保企业的产能得到有效提升。
3)影响硬质合金生产成型设备全生命周期效率的主要影响因素分别为:设备的设计、制造以及检修等操作环节,同时也体现了系统工程的要求,后续将对设备综合利用率展开更加深入的分析,确保后续管理工作的顺利开展。
4)通过硬质合金生产成型设备全生命周期效率优化可以有效确保设备处于满负荷工作状态,同时还有利于避免产生拼设备的短期行为。
通过对硬质合金生产成型设备全生命周期效率的分析,可以从组成设备综合效率的三个因素来分析影响设备效率的主要损失,如图3所示。
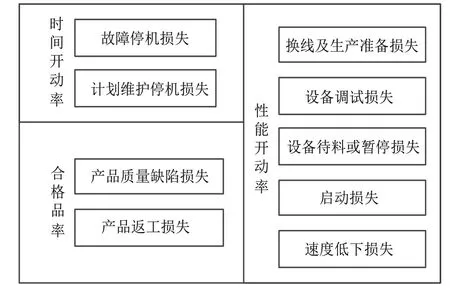
图1 硬质合金生产成型设备主要损失构成图
1)故障停机损失
主要是因为设备由于故障而导致的停机时间损失以及设备生产出的缺陷产品产出损失。由于偶发故障是十分明显的,所在在整体损失比例中占据比较大的比例,需要投入大量的时间和精力搜索偶然事故发生的原因,同时采取对应的防护措施。
2)计划维护停机损失
在设备生产产品的过程中,需要对设备实施定期维护以及保养,同时有效预防故障的发生。
3)换线以及生产设备损失
生产产品型号变换和生产设备故障而产生的停机损失。即当一个产品生产结束后,需要采用设备生产另外一种型号的产品,在准备阶段会产生一定的损失。
4)设备调试损失
主要是指工作人员因为定期调试和检修设备而产生的损失。
5)设备待料或暂停损失
主要是由于操作失误或者设备停顿而产生的损失。这类损失的产生大部分是因为设备停机突然发生的,为了有效降低停机损失,优先需要确保物料供应正常,同时还需要全面提升企业员工的操作技能。
6)启动损失
即在产品生产初期阶段产生的损失,由于启动损失是无法避免的,所以需要维护工序状态的稳定性。
7)速度低下损失
即设计速度和机器实际运行速度两者之间的差异产生的损失。
8)质量缺陷和返工损失
主要是因为设备发生故障而导致产品出现质量缺陷,进而需要返工。
在设备比较集中的企业内,经常会发生故障停产以及产品质量不合格等问题,同时会对企业效益产生直接影响,对企业展开实际改善过程中,优先选择单独精益生产改善。
随着制造技术的飞速发展,产品更新速度也快速增加,电动工具行业也需要提升发展速度,全面推进产品的不断更新,为企业发展带来了更大的挑战。
为了更好管理和提升硬质合金生产成型设备全生命周期效率,将OEE技术引入到企业生产管理中[3],由于考虑到企业产线区域比较多,所以可以将工序的硬质合金生产成型设备全生命周期效率优化作为改善的起点。
为了确保硬质合金生产成型设备全生命周期效率得到有效优化,需要结合企业实际情况展开分析和研究,同时对硬质合金生产成型设备全生命周期效率损失重新规划处理,经过重新规划后的损失分类更加有助于分析企业的实际损失,明确后续的发展方向。
通过OEE的计算,需要划分设备时间,详细的划分结果如图2所示。
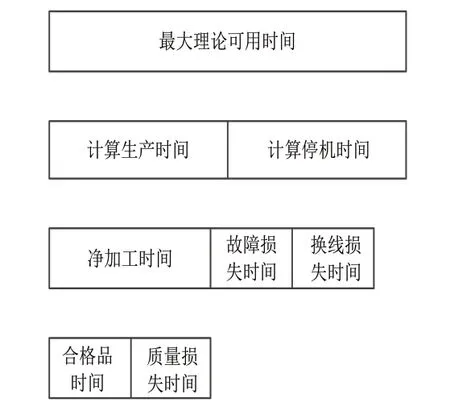
图2 硬质合金生产成型设备全生命周期效率计算的时间分解
通过上述分析,重新制定和规范企业的换线操作步骤,同时完善故障处理程序,以设备最小损失和最大产品合格率为目标,构建硬质合金生产成型设备全生命周期效率优化模型R,如式(2)所示:式(2)中,minS(m,n)代表设备最小损失;maxL(i,j)代表设备最大产品合格率。

1.2 模型求解
遗传算法[4,5]主要采用目标函数和相应的适应度函数展开整体搜索和优化,为复杂问题的求解提供了通用框架,所以在各个领域均得到了十分广泛的应用。
编码是遗传算法中占据十分重要的地位,以下主要采用二进制编码方式,详细的操作步骤如下:
1)染色体初始化处理。
2)通过人为设定的复制比例,依次对不同群体展开复制操作,经过复制处理后,需要保证种群规模和原来一致。
3)对原始种群依次执行交叉和变异操作。根据事先设定的交叉概率,随机形成染色体,在原有染色体的基础上实行交叉操作,进而构建多个交叉点,形成多个全新的染色体。其中,交叉点的前半部分采用全新染色体替换;而后半部分则使用原始种群替换。
4)计算适应度取值,同时输出最优解空间。
5)结束计算。
二进制编码主要具有以下四方面的优势:
1)编码和解码过程十分简单。
2)在二进制编码过程中,交叉以及变异操作都是十分容易实现的。
3)二进制编码符合设定的编码规则。
4)二进制编码有利于采用模式定理展开相关的理论分析。
在遗传算法中,适应度也是一个十分重要的衡量指标。其中,适应度取值越大,则说明存活和生殖的概率就越高。
当求解目标函数的最大值时,将目标函数设定为正值,则目标函数和适应度取值两者之间的关系如式(3)所示:

式(3)中,f(x)代表目标函数;F(x)代表个体的适应度函数,C为常数。
当目标函数的取值最小时,需要在其中加入一个负号,使其转换为求解最大值问题,对应的计算式为:

在大部分优化问题中,所使用的目标函数具有正负值之分,同时求解目标函数的最大和最小值。所以,通过以上变换并不能确保获取的适应度取值全部为负数。所以,在特定情况下,需要对适应度函数展开变换操作,详细的变换步骤如下所示。
1)当求解目标函数的取值最大,则变换方式如式(5)所示:

式(5)中,Cmin代表事先设定的最小数值。
2)当求解目标函数的最小值时,则对应的变换方式可以表示为以下的形式:

式(6)中,Cman代表事先给定的最大数值。
在遗传算法操作过程中,收敛速度也是一项十分重要的因素。经过以上分析可知,由适应度取值大小决定个体可以遗传到下一代的概率。但是单纯通过以上算法展开转换,一定会存在部分算法收敛速度快以及部分算法收敛速度慢的问题。
在线性变换前期和后期需要保持线性关系,对应的经过变换后的适应度函数计算式如式(7)所示:

式(7)中,F`(x)代表初始适应度函数,α和β代表系数。
根据适应度取值设定系数α和β对应的约束条件,则经过线性变换获取的系数表示如式(8)的形式:
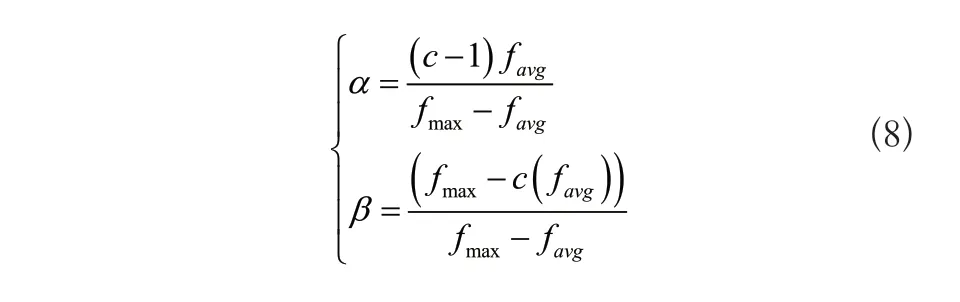
式(8)中,favg代表适应度的平均取值;fmax代表经过变换后的适应度最大值。
在遗传算法中,需要采用选择算子完成选择操作,详细的操作步骤如(9)所示:
设定种群的大小规模为n,个体的适应度取值为fi,则个体被选中的概率Pi的表示如下所示:

通过以上分析,可以获取遗传算法的详细操作步骤如下:
1)形成一定数量的初始种群,同时将种群中的个体作为研究对象展开研究。
2)计算不同个体的适应度取值,同时将适应度取值和适应度准则对比分析,假设满足优化准则,则将其设定为最佳个体;反之,则继续步骤3)。
3)选择适应度取值较高的个体展开交叉和变异操作,同时计算下一代的适应度取值,将其和优化准则对比分析,同时判定其是否满足优化准则,假设满足,则输出最优个体;反之,则重复上述操作步骤,直至获取个体的最优解为止。
将遗传算法应用到硬质合金生产成型设备全生命周期效率优化模型中,详细的操作步骤如下:
1)编码和产生初始种群
结合实际问题选择满足需求的编码方式,同时确定染色体长度,以此为依据组建初始种群。
2)计算种群中不同染色体的适应度取值。
3)假设算法满足设定的收敛准则,则直接输出搜索结果;反之,则继续执行步骤4)。
4)选择操作
通过不同个体的适应度取值计算被选择的概率。
5)交叉操作
将步骤4)得到的概率实行交配处理,进而获取染色体组建的群体。
6)变异操作
采用较小的概率判定染色体组建全新的群体。
7)判定个体的适应度取值是否满足优化准则,假设是,则输出最佳个体,获取最佳硬质合金生产成型设备全生命周期效率优化方案;反之,则跳转至步骤2)。
2 仿真实验
在CAK6132数控机床上进行硬质合金生产成型设备全生命周期效率实验,机床设备如图3所示。硬质合金生产成型设备刀具为YT19合金,工件为50Cr,刀具几何参数如表1所示。硬质合金生工艺参数:背吃刀量αp=0.8m m,转速n=500r/min,进给量f=75mm/min。

表1 CAK6132数控机床几何参数

图3 实验硬质合金生产成型设备
机械设备利用率是指每年度设备实际使用时间占计划用时的百分比,该指标代表设备的使用效率,可反映设备工作状态及生产效率。硬质合金生产成型设备的可用率的计算式为:

应用提出设备全生命周期效率优化方法前后的机械可用率变化如图4所示。
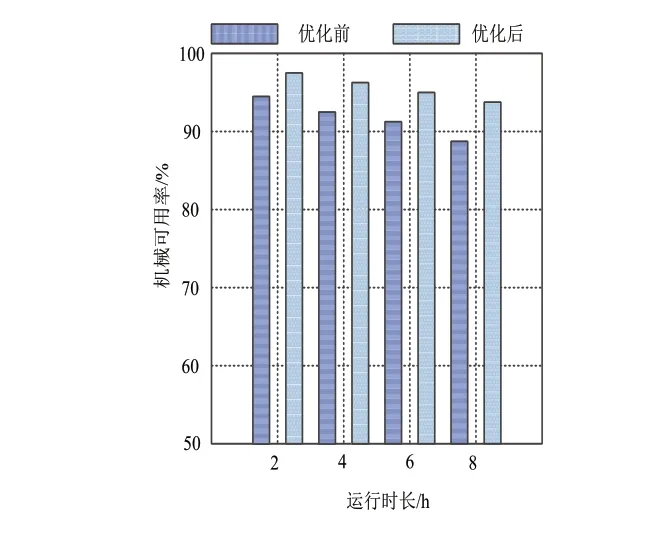
图4 优化前后机械可用率测试结果分析
分析图4中的实验数据可知,在采用所提模型对硬质合金生产成型设备全生命周期效率优化处理之后,机械可用率相比之前得以提升,全面验证了所提模型的优越性。
为突出提出模型的应用效果,采用文献[1]提出的基于四端E-SOP的有源配电网运行效率优化模型、文献[2]提出的电磁斥力机构样机效率优化模型作为对比实验组,与提出模型的应用测试结果进行比较。测试指标为不同设备的可用运行时间和总作业时间,测试结果如图5和图6所示。
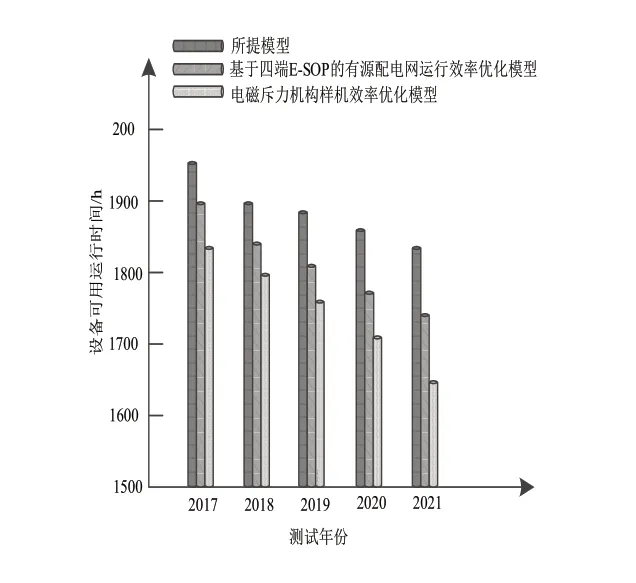
图5 不同模型的设备可用运行时间对比
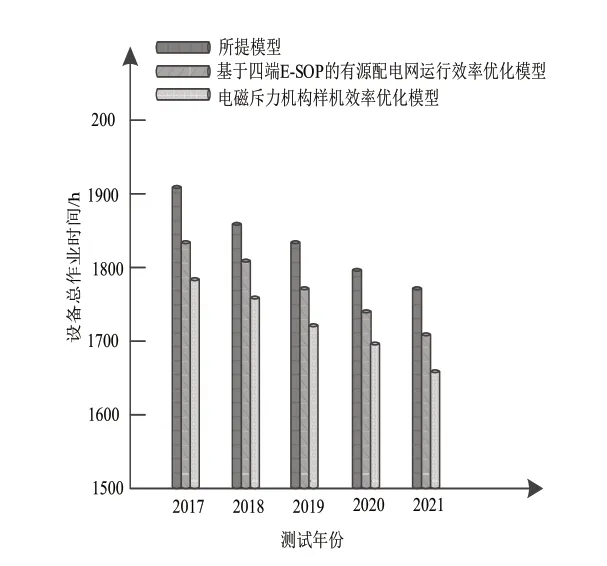
图6 不同模型的设备总作业时间对比
分析图5和图6中的实验数据可知,在经过不同模型优化处理后,不同模型对应的设文献[1]模型和文献[2]模型相比,所构建模型的设备的总作业时间和总可用运行时间明显更高一些,说明所提模型可以有效减少损失,全面发挥设备的利用价值。
以下实验分析设备经过优化处理后,工期的变化情况,详细的实验结果如表2所示。
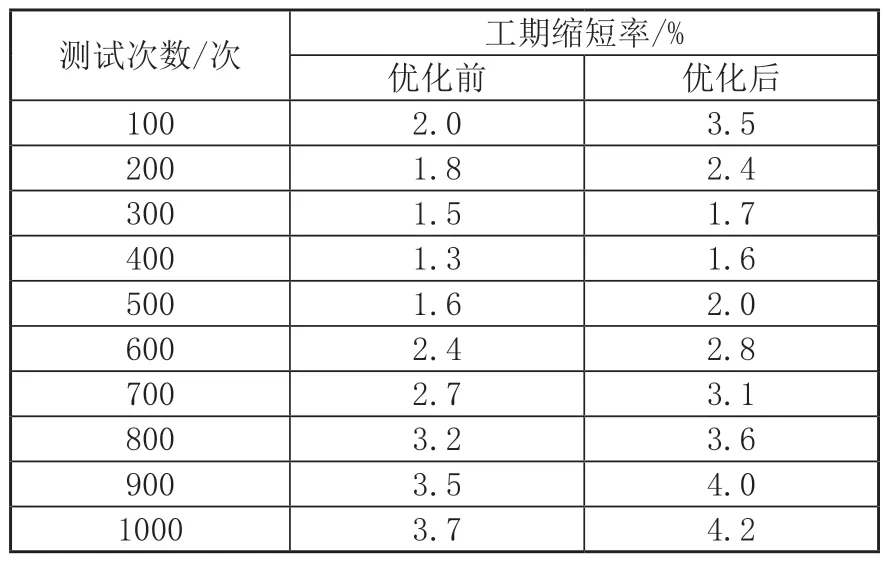
表2 所构建模型应用前后的设备工期缩短率测试结果
由表2中的实验数据可知,应用提出的硬质合金生产成型设备全生命周期效率优化模型后,设备工期明显缩短,在1000次测试中,提出模型应用前设备工期的平均缩短率为2.37%,提出模型应用后设备工期的平均缩短率为2.89%。以上数据说明本研究所构建的模型有效降低了施工强度。
3 结语
针对传统设备效率优化模型存在的问题,设计一种硬质合金生产成型设备全生命周期效率优化模型。经实验测试证明,所提方法具有较高的机械可用率,总作业时间和可用运行时间均更长,同时还可以大幅度减少施工时长,提升工作效率,具有良好的应用前景。
