液压油缸耳环专用刀具的设计与开发
2022-05-11常州机电职业技术学院朱宇孙峥峥史东丽高建国
◇常州机电职业技术学院 朱宇 孙峥峥 史东丽 高建国
液压油缸是工程机械主要的受力与动力支撑元件,通过液压油缸活塞杆的伸出、回缩来实现机构的运动。作为主要的受力部位与运动支撑部位的油缸耳环,对提高液压油缸安全工作有着重要影响。现有刀具加工该耳环,需两次安装、3把刀具、6个工步,不但耗时,而且加工精度很不稳定,导致加工效率低,废品率高,成本高。设计一款专用刀具,只需1次安装,1个工步即可完成,有效提高生产效率、降低加工成本。
1 前言
1.1 液压油缸耳环技术要求及加工方法
液压油缸是工程机械主要的受力与动力支撑元件,通过液压油缸活塞杆的伸出、回缩来实现机构的运动。液压油缸受力部位经常因主机振动或摆动而产生失效;同时液压油缸承受着很大的内压,工作压力高达40MPa,甚至更高,复杂的受力工况对液压油缸的结构提出了很高的要求,尤其是液压油缸的耳环,作为主要的受力部位与运动支撑部位,有着更高的安全要求。所以液压油缸耳环的质量保证,对提高液压油缸安全工作有着重要影响。
原来的油缸耳环(如图1)的加工方法为:第一步在摇臂钻上打个底孔,第二步数控车床上车削油缸耳环端面及外轮廓,第三步在立式加工中心上铣削油缸耳环的两侧面(对称),每一个侧面都包括耳环侧面、耳环座面以及侧面与座面的圆弧连接面,第四步在加工中心上粗精镗孔。在铣削油缸耳环两侧面的过程中,两个侧面的铣削需两次装夹,每个侧面都需3个工步来完成,共需6个工步来完成。这样加工工步较多的加工工艺,不但耗时,而且会因两次装夹造成对称的两侧面的加工精度很不稳定,导致加工效率低,废品率高,成本高。
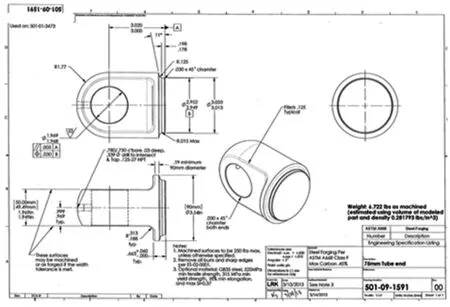
图1 液压油缸耳环零件图
1.2 现工艺存在问题
在铣削油缸耳环两侧面的过程中,两个侧面的铣削需两次装夹,每个侧面都需3个工步来完成,共需6个工步来完成。这样加工工步较多的加工工艺,不但耗时,而且会因两次装夹造成对称的两侧面的加工精度很不稳定,导致加工效率低,废品率高,成本高。对于这个问题也想了许多的改进方法。
2 刀具优化和改进
本文主要为加工图1所示液压油缸耳环提供一种新刀具,考虑可以通过一次装夹,同时铣六面,查阅了株洲钻石和山特维克的刀具手册,设计了刀具的几何角度,借鉴刀具厂商的意见,根据油缸吊耳的尺寸,设计出刀盘的尺寸,根据吊耳的材料,选择刀片型号,最终设计出一种双面铣上铣削油缸耳环的专用刀具。有效提高生产效率、降低加工成本。
设计高效复合专用刀具如图2所示,刀具包括刀盘本体、刀片和紧固件。刀盘材料为工具钢。刀片是硬质合金粉末冶金涂层刀片。刀盘沿轴向共三层盘面,从端面起,第一层盘面安装R8圆形刀片(图2中1)共4片,副前角8度,均匀分布于端面上;沿刀盘轴向,第二层盘面安装刃长12mm的方形刀片(图2中3),共4片,副前角8度,均匀分布于圆周上;第三层盘面,即在圆形刀片的上方,也安装刃长12mm的方形刀片(图2中2),共4片,副前角8度。图2中刀片1、2与刀片3,在圆周方向上的夹角为30度。三层盘面共分布有安装刀片的12个刀槽,以及刀槽安装刀片的定位结构,其定位结构包括定位孔和紧固件,作为紧固件的螺栓或螺钉通过定位孔将刀片固定安装在刀槽中。专用刀具加工耳环如图3所示。
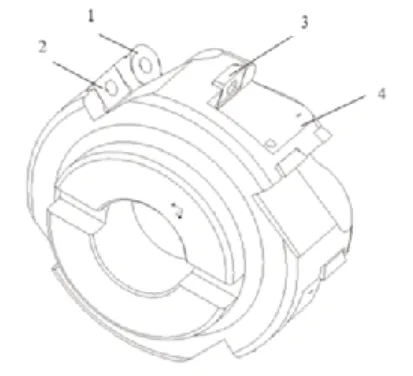
图2 油缸耳环专用刀具设计图
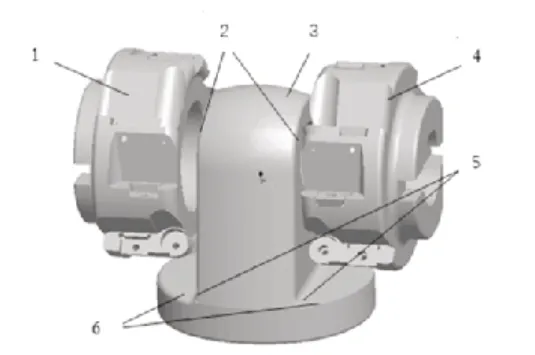
图3 刀具加工耳环示意图
设计的刀具实物图如图4所示。其中,1是第3层盘面,安装刃长12mm的方形刀片,共4片,前角8度,沿圆周均匀分布。2是刀槽安装刀片的定位结构,其定位结构包括定位孔和紧固件,作为紧固件的螺栓或螺钉通过定位孔将刀片固定安装在刀槽中。3是第1层盘面,安装R8圆形刀片,共4片,前角8度,均匀分布于端面上。4是第2层盘面,安装刃长12mm的方形刀片,共4片,前角8度,均匀分布于圆周上。5是刀具本体。刀具加工耳环时,刀具上3个盘面共安装12个刀片。
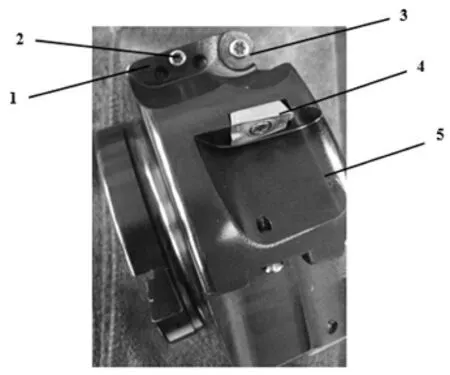
图4 刀具实物图
所设计的高效复合专用刀具,已申报专利并授权,并已应用于实际加工中,使用本刀具加工液压油缸耳环如图5所示,加工效率大大提高,加工成本大大降低,加工费节约近80%,利润提高近3倍。受到企业的好评。

图5 液压油缸耳环成品图
3 刀具创新点
相对企业中原加工方法,创新之处有如下几点。
(1)高效率:本项目设计的刀具,沿轴向安装有3层刀片,分别为圆形刀片、方形刀片和方形刀片,实现三面都有切削刃,可同时铣削加工液压油缸耳环两侧面的6个加工面,产品尺寸稳定,形位公差得到保证,取代了多种规格刀具陆续加工,大大提高产品的生产效率,降低制造成本。
(2)高质量:合适的刀齿数,大空间的排屑槽设计,满足了光洁度的要求。
(3)高互换性:刀具设计是可转位结构,刀片中一切削刃磨损后,可通过转位实现另一切削刃再工作,切削刃完全磨损后,再更换刀片,刀片的成本较低,刀具的使用寿命大大延长,刀具的成本大大降低。
(4)多应用场合:根据安装刀片种类和数量的不同,可加工多种产品,例如:需加工R角的产品;需加工R角和侧面的产品;需加工R角和座面的产品;需加工侧面和座面的产品。
4 结束语
本文研究液压油缸耳环用高效复合专用刀具,通过对刀具结构优化设计,运用设计的刀具对耳环铣削加工,产品尺寸稳定,形位公差得到保证,大大提高了产品的生产效率,降低了制造成本,也为液压油缸耳环的加工提供了一种新的解决方案。