安徽某铁矿提纯制备超级铁精粉试验研究
2022-05-08邵辉姬梦姣刘时健刘中伟郁正飞
邵辉 姬梦姣 刘时健 王 康 刘中伟 郁正飞
(中国建材国际工程集团有限公司海南分公司)
超级铁精粉是指高纯度的铁精粉,是选矿的深加工产品。超级铁精粉是一种很有发展潜力的新型功能产业矿物材料,在粉末冶金、磁性材料、电子、化工和环保等领域具有巨大的应用价值和市场潜力[1-7]。超级铁精矿主要分2类:TFe品位>69%、SiO2等杂质含量小于3%的磁铁精矿,主要用于生产海绵铁;TFe 品位>71.5%,SiO2等杂质含量明显更低的磁铁精矿,主要用于粉末冶金、磁性材料生产等领域[2-6]。超级铁精粉是生产高附加值材料的原料,符合国家产业政策及市场需求,且销售价格逐年走高。
本试验以安徽某矿现场普通铁精矿为原料,研究生产超级铁精矿的工艺。
1 试样
试样为安徽某铁矿选矿厂现场生产的铁精矿,粒度较细(-200目89.83%),主要化学成分分析结果见表1,主要杂质矿物石英在各粒级的嵌布特征见图1。

从表1 可知,试样铁品位66.21%,主要杂质成分SiO2含量为5.23%,其次为MgO、Al2O3等,但含量均较低。
由图1 可知,试样中越粗粒级石英含量越高,主要以连生体的形式存在。
2 试验设备及药剂
试验选用NaOH为反浮选矿浆pH调整剂,D-4为抑制剂(配制成浓度为1%的溶液使用),HK-1为捕收剂。D-4为有机抑制剂,HK-1为铵类捕收剂,均为中国建材国际工程集团有限公司海南分公司生产。

试验用主要仪器及设备见表2。

3 试验结果与分析
3.1 粗选条件试验
粗选条件试验采用1次粗选流程。
3.1.1 NaOH用量试验
NaOH 用量试验固定D-4 用量0.4 kg/t、HK-1 用量1.6 kg/t,试验结果见图2。
由图2 可知,随着矿浆pH 值的升高,铁精矿铁品位下降、铁回收率先升高后趋于稳定。矿浆pH=8 时的铁精矿铁品位70.53%、铁回收率87.52%。综合考虑,确定粗选矿浆pH=8,对应的NaOH 粗选用量0.32 kg/t。
3.1.2 D-4用量试验
D-4 用量试验固定NaOH 用量0.32 kg/t、HK-1 用量1.6 kg/t,试验结果见图3。

由图3 可知,随着D-4 用量的增加,铁精矿铁品位呈先慢后快的下降趋势、铁回收率升高。综合考虑,确定D-4粗选用量0.4 kg/t。
3.1.3 HK-1用量试验
HK-1 用量试验固定NaOH 用量0.32 kg/t、D-4 用量0.4 kg/t,试验结果见图4。

由图4可知,随着HK-1用量的增加,铁精矿铁品位呈先快后慢的上升趋势、铁回收率呈先慢后快的下降趋势。HK-1 用量为1.6 kg/t 时,铁精矿铁品位70.53%、铁回收率87.52%。综合考虑,确定HK-1 粗选用量1.6 kg/t。
3.2 1 粗1精反浮选试验
1 粗1 精反浮选试验固定精选维持矿浆pH 值及其他药剂用量与粗选相同,试验结果见表3。

由表3可知,试样采用1粗1精反浮选流程处理,最终获得铁品位71.76%、铁回收率75.87%的铁精矿,达到超级铁精粉指标要求。
3.3 1粗1精反浮选尾矿再磨细度试验
为了提高铁回收率,试验将表3中的尾矿1、尾矿2合并,探索通过再磨再选获得理想铁精矿的可能性。再磨再选试验固定磨矿浓度50%,再选矿浆pH=8,对给矿而言的D-4 用量0.4 kg/t、HK-1 用量0.8 kg/t,试验结果见图5。

由图5 可知,在反浮选药剂制度不变的条件下,随着磨矿时间的延长,普通铁精矿铁品位上升,铁回收率先升后降。表明随着磨矿细度的提高,连生体不断得到解离。综合考虑,确定磨矿时间为3 min,对应的磨矿细度为-200 目96.21%,普通铁精矿铁品位65.66%、铁回收率85.45%。
3.4 全流程试验
全流程试验采用1 粗1 精1 扫反浮选流程,见图6,试验结果见表4。
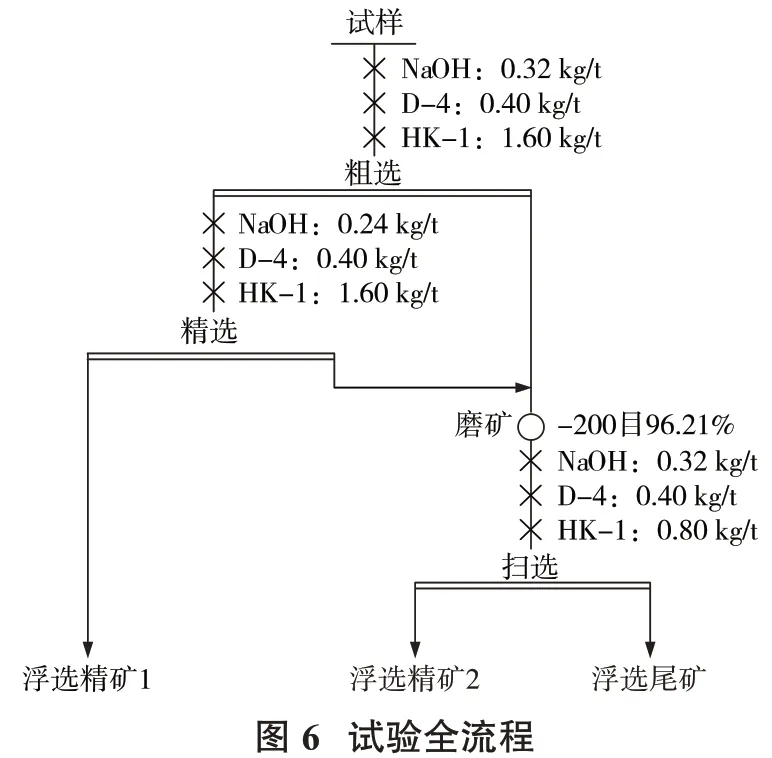

由表4 可知,试样采用图6 所示的流程处理,可获得铁品位71.76%、铁回收率75.87%的反浮选精矿1,铁品位65.66%、回收率21.16%的反浮选精矿2,前者满足超级铁精粉指标要求,后者达到普通铁精粉指标要求。
4 结论
(1)安徽某铁矿选矿厂现场生产的铁精矿-200目89.83%,铁品位为66.21%,主要杂质矿物为石英,主要杂质成分SiO2含量为5.23%,其他杂质成分含量均较低;越粗粒级石英含量越高,主要以连生体的形式存在。
(2)试验确定的获取超级铁精粉的工艺流程为1粗1 精反浮选流程,粗选、精选均维持矿浆pH=8,对应的粗选NaOH 用量0.32 kg/t,粗选与精选D-4 用量均为0.4 kg/t、HK-1 用量均为1.6 kg/t,可获得铁品位71.76%、铁回收率75.87%的铁精矿。
(3)1 粗1 精反浮选尾矿合并再磨至-200 目96.21%,在再选矿浆pH=8,对给矿而言的D-4 用量0.4 kg/t、HK-1 用量0.8 kg/t 的情况下,可获得铁品位65.66%、铁回收率85.45%的铁精矿。
(4)试样采用1 粗1 精反浮选、尾矿合并再磨至-200 目96.21%后再反浮选流程处理,可获得铁品位71.76%、铁回收率75.87%的反浮选精矿1,铁品位65.66%、回收率21.16%的反浮选精矿2,反浮选精矿1满足超级铁精粉指标要求,反浮选精矿2达到普通铁精粉指标要求。
