IN718/FGH96惯性摩擦焊接头焊缝区微观组织状态与织构分布特征
2022-05-06张春波廖仲祥乌彦全张国栋
张 露,张春波,廖仲祥,乌彦全,张国栋,周 军
1.中国航发商用航空发动机有限责任公司,上海 200241 2.哈尔滨焊接研究院有限公司,黑龙江 哈尔滨 150028
0 前言
航空发动机是一种结构高度复杂且精密的热力机械,具有技术难度大、耗资多、周期长等突出特点,其研发是一个国家综合国力的重要体现。焊接作为航空发动机的关键制造技术之一,可代替原始的螺栓连接结构,采用焊接结构不但可以减轻发动机的结构质量,还能提高发动机的结构强度,从而提升发动机的整体性能[1]。航空发动机高压压气机及高压涡轮等转动部件作为动力传动组件,需要在高温、高压及大扭矩等恶劣环境下长期稳定工作,其中高压压气机系统随着级数的增加,工作温度逐渐升高,因此对其制造材料提出了极其苛刻的性能要求。目前,为满足航空发动机高压压气机及高压涡轮组件的高温工作环境要求,根据工作温度不同,多采用变形高温合金(如IN718)和粉末高温合金(如FGH96)材料,其转动部件也从同质材料向异质材料发展,对焊接工艺也提出了更高的技术要求。
粉末冶金高温合金以其晶粒细密、组织均匀、宏观偏析小、屈服强度高及疲劳性能好等特点已经成为航空发动机高温转子组件制造的最佳材料。FGH96是一种γ′相沉淀强化型粉末高温合金材料,最高使用温度可达到750℃,具有较好的抗裂纹扩展能力[2]。IN718合金则是以γ′相、γ″相和δ相沉淀强化的变形高温合金,其最高使用温度为650℃,在抗疲劳、抗氧化及耐腐蚀等方面均具有良好性能[3]。
惯性摩擦焊作为一种固相焊接技术,具有工艺控制参数少,热输入小、变形小及焊缝窄等优点[4],因焊接过程中界面金属未发生熔化而处于高温塑性状态,有效地避免了熔化焊过程中易形成的裂纹、未熔合、未焊透及组织偏析等缺陷[5-6],尤其适用于变形高温合金与粉末高温合金等异种材料轴对称部件的焊接[7-8]。因此,对于航空发动机高压压气机及高压涡轮等转动部件的同种/异种高温合金与粉末高温合金材料的连接,惯性摩擦焊是目前最有效且可行的方法。作为航空发动机核心转动部件的重要制造工艺,惯性摩擦焊已在国外多种先进航空发动机型号上得到成功应用[9]。
文中以FGH96和IN718异质合金间的惯性摩擦焊接头为研究对象,分析接头焊缝区在特定工艺参数下的微观组织状态与织构分布特征,为后续FGH96和IN718异质合金的惯性摩擦焊接头的组织性能调控提供理论支撑。
1 试验方法
惯性摩擦焊接试验母材采用沉淀强化型的IN718变形高温合金和FGH96粉末冶金高温合金,其中IN718合金为固溶+时效态,强化相分别由γ′相、γ″相及δ相组成,其中γ″(Ni3Nb)为主要强化相,γ′(Ni3Al/Ti)为辅助强化相,γ″和γ′为共格强化相,当材料温度高于650℃时或长时间工作条件下亚稳γ″相会转变为稳定的δ相。FGH96是基体为γ相、γ′为主要强化相的粉末冶金高温合金,焊前状态为固溶+半时效状态。焊接锻件尺寸外径为367 mm,壁厚10 mm。FGH96和IN718高温合金母材的微观组织形貌如图1所示,其中FGH96和IN718均由等轴状γ相晶粒组成,FGH96晶粒直径约为20 μm,沿晶界分布有细小的颗粒状增强相组织;IN718晶粒直径约为15 μm,在γ相晶界上分布有少量等轴状及大量棒状结构的δ相组织。
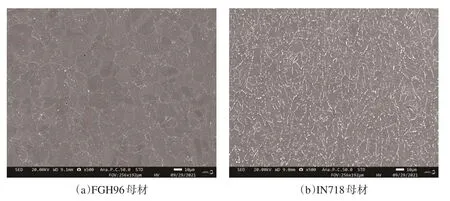
图1 FGH96和IN718合金母材微观组织Fig.1 Microstructure of FGH96 and IN718 base material
FGH96+IN718异质合金间的惯性摩擦焊接采用哈尔滨焊接研究院有限公司(HWI)自主设计研发的HWI-IFW-600B型惯性摩擦焊机,根据前期的研究基础,选取优化后的焊接工艺参数完成了FGH96和IN718的惯性摩擦焊接试验。焊接工艺参数为:初始转速350 r/min、转动惯量3 000 kg·m2、焊接压力400 MPa。分别采用扫描电子显微镜(SEM)及背散射电子衍射分析(EBSD)等显微技术,分析表征了焊接状态下FGH96+IN718惯性摩擦焊接头焊缝区的微观组织类型与织构分布特征。
2 实验结果与分析
2.1 微观组织特征
FGH96+IN718惯性摩擦焊接头焊缝区在焊接状态下的EBSD分析的晶粒菊池衬度图(BC)(其中黑线表示>15°的大角度晶界;白线表示2°~15°的小角度晶界)和晶体取向图(IPF)检测结果如图2所示。可以清晰地观察到,FGH96+IN718惯性摩擦焊接头在焊缝区中心位置存在一条清晰且曲折的界面熔合线,异质合金焊接界面融合良好,未观察到有氧化夹渣及微型裂纹等缺陷存在。其中IN718侧焊缝区晶粒尺寸小于FGH96侧焊缝区,主要原因是在惯性摩擦焊接的高温热循环及焊接力耦合作用下,摩擦界面及其附近区域产生的大量亚晶粒发生了动态再结晶,同时因惯性摩擦焊接速度快、时间短,在焊缝区晶粒发生连续的再结晶过程中,细小的再结晶晶粒因未有充足的时间长大,从而在焊缝区形成了细小均匀的等轴晶粒组织,在IN718和FGH96侧焊缝区细小等轴晶粒尺寸分别约为10 μm和15 μm。
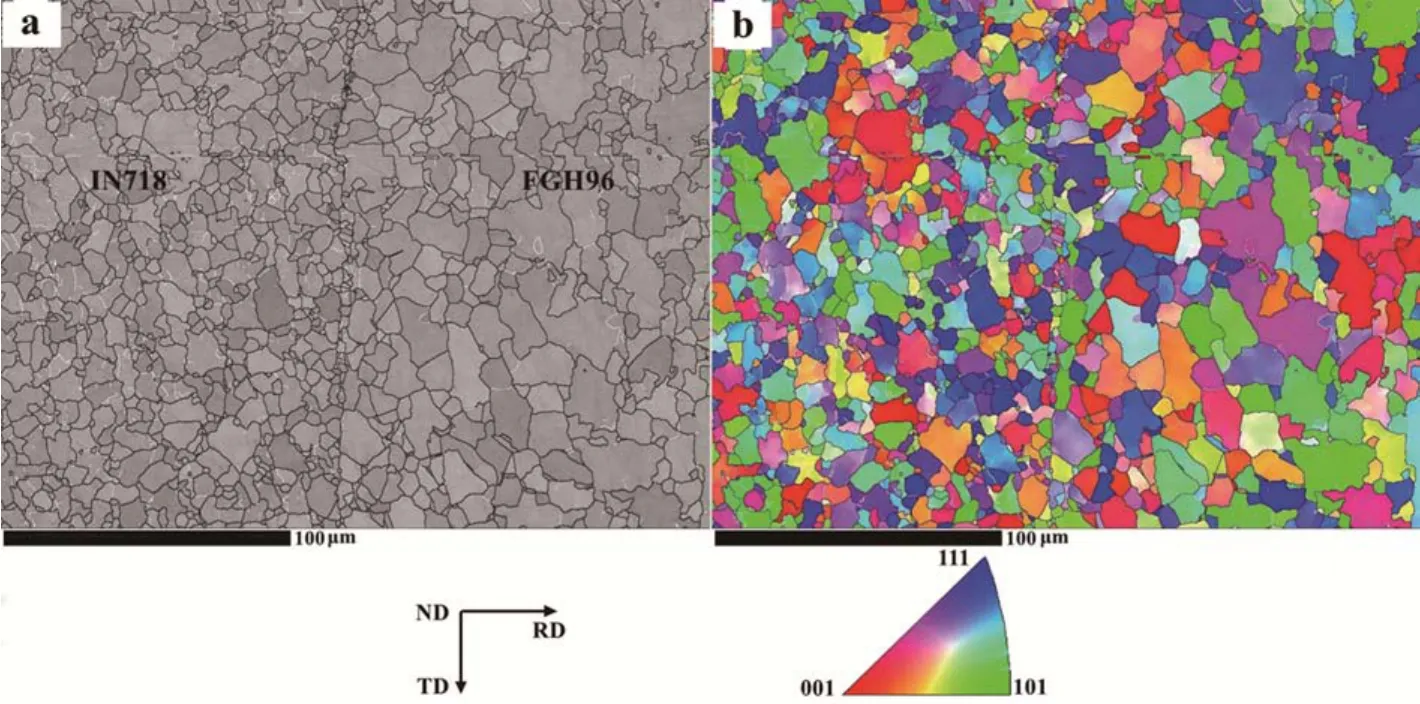
图2 IN718+FGH96接头焊缝区晶体取向分布Fig.2 Crystal orientation distribution of IN718+FGH96 joint weld zone
IN718和FGH96合金中基体γ相为面心立方(fcc)的奥氏体结构,其中{111}面为密排孪晶界面,具有较低的层错能,致使合金在大应变变形过程中容易沿面心立方结构的{111}密排面上的<11-1>密排方向滑移形成大量孪晶(见图3),而惯性摩擦焊接头焊缝区的动态再结晶过程不仅细化了晶粒尺寸,也消除了原始晶粒内的孪晶。此外,焊缝区均由细小的等轴γ相晶粒组成,基本没有γ′强化相,主要是惯性摩擦焊过程中摩擦界面温度已超过了γ′相的完全固溶温度[10],使得γ′强化相完全溶解于基体γ相中,加之惯性摩擦焊接的快速加热和冷却,焊接时间短,γ′相没有充足时间析出,致使焊缝区几乎观察不到γ′相组织。
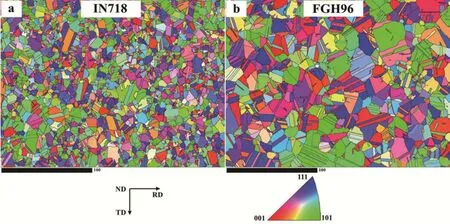
图3 IN718和FGH96母材晶体取向分布Fig.3 Crystal orientation distribution of IN718 and FGH96 base material
图2b为焊缝区晶体取向分布图,较好地展示了焊缝区再结晶晶粒的取向分布特征。接头焊缝区在热力耦合作用下的动态再结晶过程中重塑了原始母材中的晶体取向状态,致使焊缝区再结晶晶粒在<111>、<101>及<001>方向均有分布。图4为接头焊缝区在{100}、{110}及{111}晶面上的极图,可以看出焊缝区最大的晶体织构强度不超过完全无织构时强度的2.6倍,表明晶体织构的择优取向强度较弱,对织构强度无明显影响,基本可以忽略不计,也较好地证明了图2b中晶体的杂乱分布特征。此外,焊缝区的晶体取向再分布促使了相邻晶粒间以大角度晶界为主(见图2a),小角度晶界主要集中在晶体内部,焊缝区晶体取向差如图5所示,其中小角度晶界仅占11.7%、大角度晶界占65.1%,也从侧面再次证明了经历动态再结晶的焊缝区晶体取向的杂乱分布特征。
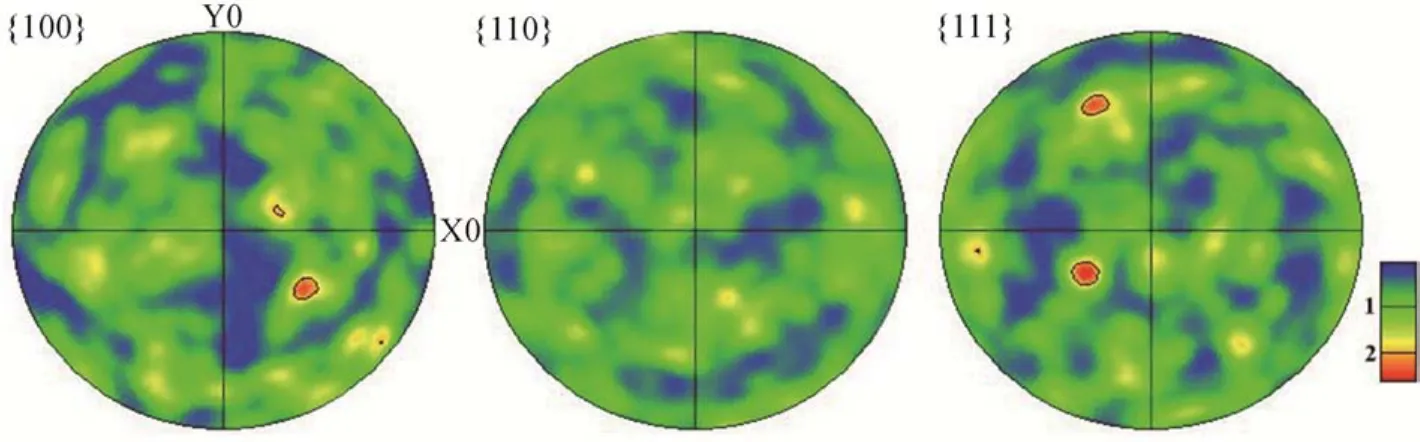
图4 IN718+FGH96接头焊缝区极图Fig.4 Pole figure in weld zone of IN718+FGH96 joint
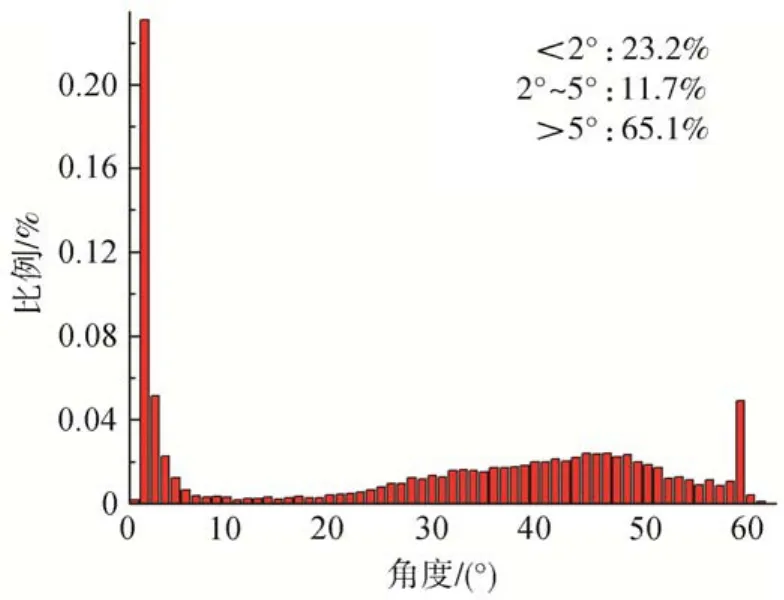
图5 IN718+FGH96接头焊缝区晶体取向差Fig.5 Crystal misorientation of IN718+FGH96 joint weld zone
焊缝区在{111}<11-1>滑移系和X轴方向载荷下的Schmidt因子分布如图6所示,其Schmidt因子大小可间接评估焊接接头在特定载荷方向下的焊缝区晶粒内滑移系启动能力,即变形难易程度。由图6可知,焊缝区大部分γ相晶体内的{111}<11-1>滑移系在X轴/RD方向载荷下的Schmidt因子均接近0.5,检测结果表明IN718+FGH96惯性摩擦焊接头焊缝区γ相晶体的{111}晶面和<11-1>晶向与X轴方向的夹角接近45º,使得X轴方向的载荷在{111}晶面和<11-1>晶向具有最大的分切应力,促使γ相晶体的{111}<11-1>滑移系更容易启动并逐渐形成大量的位错,从而降低接头焊缝区的力学性能。
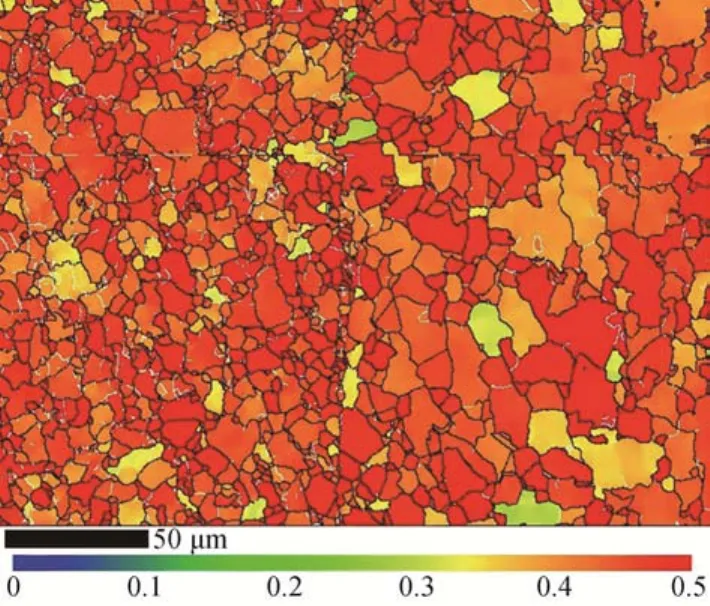
图6 IN718+FGH96接头焊缝区Schmidt因子分布Fig.6 Schmidt factor distribution of IN718+FGH96 joint weld zone
2.2 高温拉伸试验
IN718+FGH96惯性摩擦焊接头在650℃条件下的高温拉伸检测断后试样及强度性能检测结果分别如图7、图8所示,5组试样的抗拉强度均值为1 126.3 MPa,屈服强度均值为998.9 MPa。

图7 IN718+FGH96接头拉伸试样Fig.7 Tensile samples of IN718+FGH96 joint
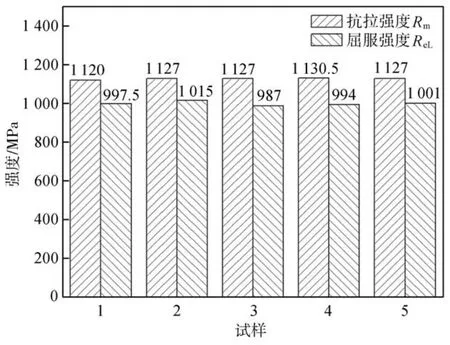
图8 IN718+FGH96接头强度性能Fig.8 Strength properties of IN718+FGH96 joint
从图7可以明显观察到,IN718+FGH96惯性摩擦焊接头在650℃高温条件下均断裂于焊缝中心位置,表明焊缝区的强度性能低于母材,主要原因是惯性摩擦焊接过程中的高温促进IN718和FGH96母材中弥散分布的细小γ′、γ″及δ强化相转化为γ相,在焊缝区形成了单一的等轴状γ相组织,接头焊缝区强化作用减弱,从而降低了焊接接头的强度,使得焊接接头在650℃高温条件下的拉伸试样断裂于焊缝区。其次,拉伸试样断裂于接头焊缝区也间接证明了图6中焊缝区内大部分γ相晶体内的{111}<11-1>滑移系在X轴/RD方向载荷下的Schmidt因子均接近0.5,γ相晶体的{111}<11-1>滑移系在轴向力作用下更容易启动的分析结果。
3 结论
(1)IN718+FGH96惯性摩擦焊接接头焊缝区由均匀的等轴γ相晶粒组成,IN718和FGH96侧焊缝区晶粒尺寸分别约为10 μm和15 μm。
(2)IN718+FGH96惯性摩擦焊接接头焊缝区再结晶晶体取向分布状态杂乱,致使晶体织构强度较弱,可忽略不计,相邻晶体间也以大角度晶界为主,大角度晶界占比达到65.1%。
(3)动态再结晶后的焊缝区及相邻焊缝区大部分γ相的{111}<11-1>滑移系在X轴方向载荷下的Schmidt因子接近0.5,γ相晶体的{111}<11-1>滑移系在轴向力作用下更容易启动并逐渐形成大量的位错,降低接头力学性能。
(4)五组拉伸试样抗拉强度均值为1 126.3 MPa,屈服强度均值为998.9 MPa,焊接高温促进了γ′、γ″及δ强化相转化为γ相,焊缝区强化作用减弱,使得拉伸试样断裂于焊缝区。
