催化裂化催化剂铁中毒问题剖析
2022-05-05刘倩倩达志坚吕令玮宋海涛吴文俊熊一冉
刘倩倩,达志坚,吕令玮,宋海涛,于 波,吴文俊,叶 行,熊一冉
(1.中国石化石油化工科学研究院,北京 100083;2.中国石油青海油田格尔木炼油厂)
在全球重油加工原料重质化和劣质化的趋势下,催化裂化(FCC)技术面临一系列挑战,催化剂的金属污染即是其中之一[1-2]。对催化剂产生毒害作用的金属包括镍、钒、铁等,其中,关于镍、钒的中毒机理已有广泛而深入的研究,关于铁的中毒机理正成为近年来研究的重点[3-7]。研究认为FCC催化剂上的铁主要有3种来源:新鲜剂自身所含的铁、原料油中所含的铁以及在操作过程中设备腐蚀等造成的铁污染[3]。催化剂自身所含的铁一般无毒害作用,原油中带来的铁和操作过程中产生的铁会对FCC催化剂的物化性质和反应性能产生负面影响。为了更好地应对铁污染问题,很多学者对铁中毒机理进行了深入研究,总结起来有两方面的观点:第一,与镍、钒等其他金属类似,铁主要存在于原料的重馏分中,随着原料大分子在基质上预裂化反应的进行,铁不断沉积在催化剂颗粒外表面,由于其迁移活性较弱而逐渐在颗粒外表面富集,最终导致基质的大孔堵塞,活性中心可接近性下降,催化剂的重油转化能力下降,产品选择性变差[8];第二,铁的堵孔不止因为物理沉积,还因为铁能与基质中的硅、钙、钠等形成低熔点共熔物,在熔融过程中,催化剂颗粒表面会出现玻璃状,温度降低时则形成瘤状凸起,表面的1~3 μm会形成致密壳层,因而大大降低活性中心的可接近性[9]。
近年来,国内外多套重油催化裂化装置催化剂出现铁中毒问题,典型的铁中毒现象有两种:第一,催化剂表面粗糙度增加、表观堆密度下降,导致待生斜管或再生斜管的下料不畅而引起流化问题;第二,铁对催化剂表面孔道的堵塞会导致重油转化率降低、油浆产率增加、产品选择性变差等,极大地影响装置加工负荷[10-11]。本课题对国内某炼油厂重油催化裂化装置近期出现的铁中毒现象进行剖析,并对其典型铁中毒平衡剂进行全面分析,总结该装置应对高铁原料加工的有效措施,从而为其他重油催化裂化装置加工高铁原料提供借鉴和指导。
1 某重油裂化装置铁中毒现象剖析
某炼油厂重油催化裂化装置加工能力为900 kt/a,加工原料为馏程大于460 ℃减压渣油。该装置为反应提升管与沉降器同轴,提升管采用了投用反应终止剂等多项技术,沉降器设计有多段高效汽提段。再生形式为两段再生,第一再生器和第二再生器分开设立,第二再生器前置烧焦罐,第一再生器和第二再生器均设有外取热器。受原油开采深度以及开采方法等的影响,自2019年6月以来,该炼油厂重油催化裂化装置原料的铁质量分数由7 μg/g逐渐增加至20 μg/g以上,与此同时,平衡剂上铁质量分数由1.0%增加至1.5%左右。催化剂铁中毒不仅导致装置的重油转化能力下降,而且由于催化剂表面粗糙度增加、堆密度下降,频繁引起流化问题,对装置长周期运行带来极大挑战,下面将从平衡剂物性分析及产品分布两个方面,总结工业生产中典型的铁中毒现象。
1.1 平衡剂物性
该炼油厂重油催化裂化装置2020年2月至2021年6月的FCC平衡剂金属含量和堆密度分析结果如图1所示。由图1可以看出,自2020年5月开始平衡剂的铁含量逐渐增加,至2020年10月达到最高,此时装置出现催化剂流化不畅的问题,属于典型的铁中毒现象。下面将平衡剂上金属铁、镍含量的变化情况与催化剂的堆密度变化情况进行关联分析。

图1 平衡剂的金属含量和堆密度▲—堆密度; ■—铁质量分数; ●—镍质量分数
2020年5—8月,平衡剂铁质量分数由1.20%逐渐增加至1.35%左右,镍质量分数为1.3%~1.4%;而在2020年8月前,平衡剂堆密度维持在0.82~0.85 g/mL,此时装置还可以维持正常运转。2020年9—10月,平衡剂铁质量分数逐渐增加至1.5%左右,而平衡剂堆密度也逐渐下降,最低降至0.73 g/mL,此时装置出现流化不畅问题,由此看出,当该装置平衡剂铁质量分数高于1.4%时,催化剂会出现明显的铁中毒现象,而铁中毒程度与平衡剂的堆密度变化具有很好的相关性。装置在2021年1月份停工检修,2月份恢复正常,2—5月,平衡剂铁质量分数又逐渐从1.0%增加至1.5%,并于5月初再次出现铁中毒问题,与此同时平衡剂堆密度再次从常规的0.83 g/mL下降至0.76 g/mL。自5月初,该装置换用了抗铁性能更好的催化剂,换剂时间用红线标出,之后的平衡剂铁质量分数仍维持在1.4%~1.5%,但催化剂堆密度逐渐恢复至0.8 g/mL的正常水平。由该装置的两次明显的铁中毒过程可知,催化剂的铁中毒程度与其堆密度的下降程度关联性较强,说明日常可通过定期分析催化剂的堆密度数据来及时监测装置的铁中毒程度。
另外,还对平衡剂比表面积和孔体积的变化情况进行了统计,将其变化规律与铁中毒程度进行关联,结果如图2所示。由图2可看出:在2020年7月之前,平衡剂比表面积保持在100 m2/g以上;2020年7—10月,平衡剂的比表面积保持在95~100 m2/g的较低水平,尤其在铁含量最高的9—10月,平衡剂比表面积仍然较低,且短时间内有下降趋势,这与此时平衡剂上的铁、镍含量较高有关,但这还与催化剂单耗、新鲜剂性质等有较大关系。由孔体积数据看出,平衡剂的孔体积基本保持在0.13~0.14 mL/g,与金属含量的关联性较小,这可能是因为氮吸附测得的孔体积为介孔孔体积,而铁中毒引起的堵孔作用对介孔孔体积的影响不明显。因此,催化剂的中毒程度与催化剂比表面积、孔体积等关联性不强。

图2 平衡剂的比表面积和孔体积■—比表面积; ●—孔体积
1.2 产品分布
为了研究FCC催化剂铁中毒对产品分布的影响规律,将2021年2月以来该装置的油浆产率、干气产率及轻油收率进行了统计,结果见图3~图5。
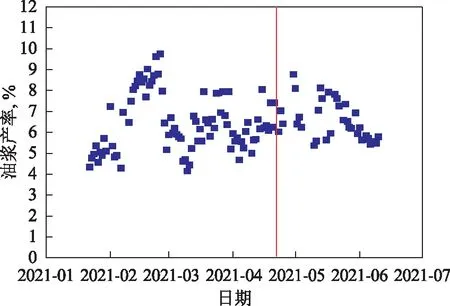
图3 油浆产率变化情况
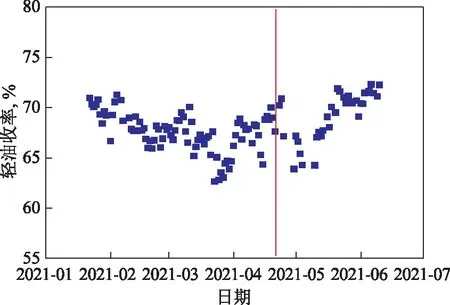
图5 轻油收率变化情况
2021年2月以来平衡剂铁含量持续增加(图1)并在5月初出现严重的铁中毒问题,之后装置换用了抗铁性能更好的催化剂,因此对这一阶段铁中毒影响产品分布的规律进行了总结,并对使用新型抗铁剂后的情况进行了考察。图3为这一阶段油浆产率的变化情况。由图3可以看出,随着2月以来的平衡剂铁含量增加,油浆产率由常规的5%持续上升至10%左右,随后由于装置加大催化剂置换量,油浆产率有所下降,之后油浆产率保持在6%~7%,仍高于常规水平,说明催化剂发生铁中毒后会降低重油转化能力,导致油浆产率增加。换用新型抗铁剂一个月后,油浆产率出现明显下降,截至6月底,油浆产率下降至5.5%左右的正常水平,由此说明此新型抗铁剂具有较好的抗铁性能,在发挥抗铁作用的同时大大改善了催化剂的重油转化能力。
图4为这一阶段的干气产率变化情况。由图4可以看出,在2—3月,随着平衡剂铁含量的增加,干气产率由常规的4.75%增加至5.5%左右,由于装置加大了催化剂置换,干气产率有下降的趋势。自5月初开始,随着新型抗铁剂的使用,干气产率明显下降;截至6月底,在平衡剂铁质量分数仍为1.4%左右的情况下,干气产率维持在4.8%左右,再次说明抗铁剂的抗铁性能优异,使干气产率降低。
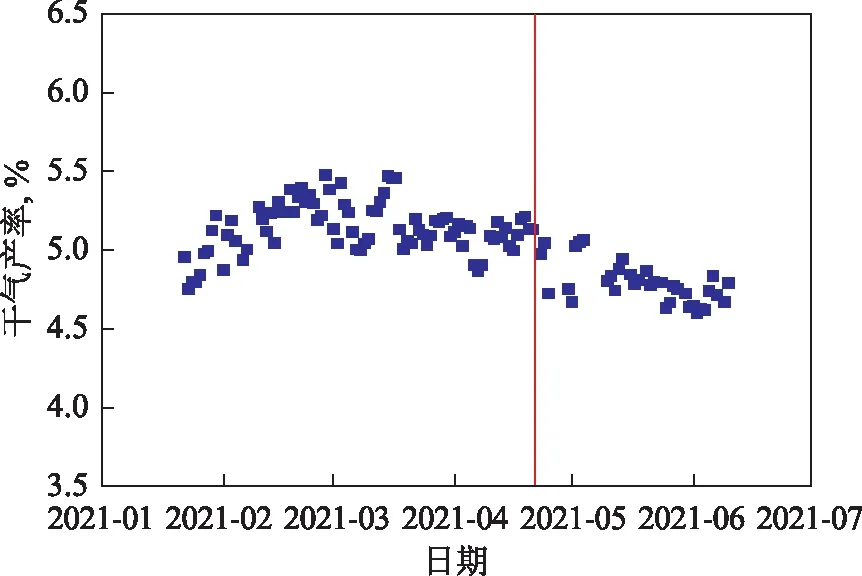
图4 干气产率变化情况
图5为这一阶段的轻油收率变化情况。由图5可以看出,随着2月以来平衡剂铁含量增加,轻油收率由常规的70%下降至66%左右,4月中旬最低达63%左右,对装置的效益产生极大影响。新型抗铁剂使用20 d后,轻油收率出现增加趋势;截至6月底,轻油收率高达72%左右,再次证明新型抗铁剂具有优异的抗铁性能,尤其在高铁污染量的情况下,仍可以实现较高的轻油收率。
2 高含铁平衡剂分析
观察和研究铁中毒FCC催化剂表面形貌特点,有助于深入认识FCC催化剂铁污染中毒机理,进而对催化剂的抗铁性能进行改进。选取该炼油厂重油催化裂化装置的高含铁平衡剂,分析其物化性质,结果如表1所示。由表1可以看出,该平衡剂的铁质量分数高达1.34%,同时镍质量分数为1.49%,属于金属污染量较大的样品。
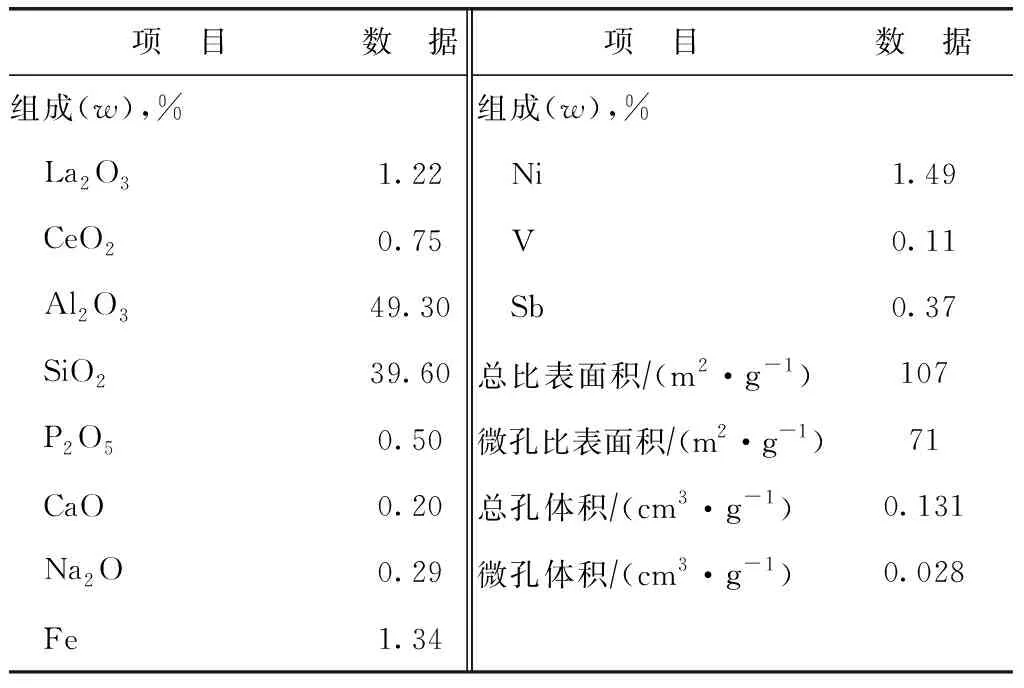
表1 高含铁平衡剂的物化性质
利用扫描电镜(SEM)对该高铁平衡剂的形貌特征进行分析,结果如图6所示。由图6可以看出,催化剂表面具有凹陷和沟壑状的结构,这种凹陷结构一般存在于表面瘤状突起较为严重的催化剂颗粒上。而且,本课题所研究的高含铁平衡剂中具有凹陷结构的颗粒较多,说明催化剂的中毒程度较为严重。
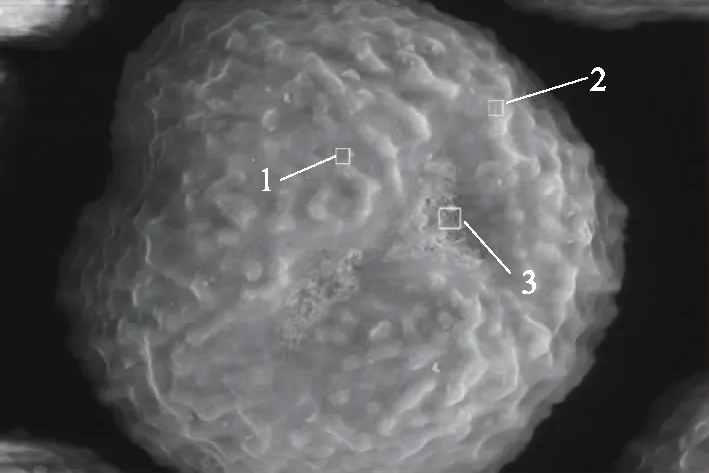
图6 高含铁平衡剂的表面凹陷结构
对图6所示平衡剂颗粒表面的不同部位进行EDS分析,结果见表2。由表2可见,凹陷处的铁含量最高(质量分数为3.7%),其次是瘤状凸起处(质量分数为3.1%),最低的是表面平整处(质量分数为1.6%)。

表2 图6中不同位置的EDS元素分析结果
进一步将该平衡剂进行树脂包埋并抛光,利用电子探针(EPMA)面扫描表征各元素(尤其铁、镍)在颗粒内部的分布情况,结果如图7所示。由图7可以看出,铁主要分布在颗粒外表面,但在外表面的分布呈不均匀状态,不同颗粒间铁含量的差别主要与催化剂颗粒在装置上的循环周期有关,而同一颗粒上铁的分布不均与图6中形成的表面凹陷有关,在某些位置铁的富集与镍的富集有一致的规律。

图7 高铁平衡剂上的元素分布
由平衡剂的形貌和颗粒剖面元素分布表征结果可看出,铁中毒会大大降低催化剂颗粒的球形度,形成的瘤状表面不仅堵塞原料分子扩散进入催化剂内部的通道,而且降低催化剂的堆密度。催化剂铁中毒一方面造成重油转化能力下降,轻质油收率下降,干气、焦炭选择性变差,另一方面使催化剂流化不畅,严重时使装置面临停工的风险。因此,炼油厂需要更加重视铁中毒可能造成的危害,做好日常平衡剂物性的监测,并积极采取有效的应对措施。
3 应对高含铁原料加工的措施
当重油催化裂化装置面临铁污染问题时,若能在平衡剂上铁含量增加或长期居高不下时,仍然维持或改善催化剂性能,则可以为炼油厂带来良好的经济效益。在了解了铁污染来源和其对重油催化裂化及催化剂的影响之后,提出了以下几点应对措施:
第一,减少含铁原料进入重油催化裂化装置。从源头上减少进料中的铁含量,包括将低铁含量原料与高含铁含量原料混合后使用,对原油或催化原料进行脱铁,如渣油加氢脱铁、电脱盐脱铁等。原料中的酸(如环烷酸)会腐蚀设备并使进料中的铁含量增加,钠、钙作为助熔剂加剧了催化剂的铁中毒,因此应使用低酸原料和低钠、钙含量原料。
第二,提高剂油比。一般情况下,在活性中心发生反应的步骤是整个反应的决定步骤。当催化剂受到铁污染时,烃分子扩散至活性中心、反应完毕后再从活性中心扩散出来的步骤则成为控制步骤,决定了整个反应的速率。此时,可通过尽可能提高剂油比而不是提高反应器温度来降低油浆产率,较高的剂油比增加了可接近活性中心的数目,同时也增加了烃分子扩散至活性中心进行裂化反应的几率。
第三,短期的催化剂调整。当炼油厂遇到严重的铁污染并且油浆产率增加时,一般的应对措施是补充更多的新鲜剂,因为加大新鲜剂的补充量会稀释平衡剂上的铁含量,从而改善催化剂的可接近性,而且较高的催化剂活性会改善渣油的裂化性能。可是,有些炼油厂采取这一措施后,却并未达到改善裂化性能的目的,而且由于与原料油接触的新鲜剂增多,生焦也增多了,尤其是完全燃烧装置没有催化剂冷却器,生焦增多只能降低剂油比,这一做法部分抵消了加大新鲜剂补充量得到的优势。另一个较好的措施是加入铁含量低的平衡剂,以此来加大铁中毒催化剂的置换速率,使装置尽快恢复至正常状态。
第四,采用抗铁催化剂。如果不能从源头上控制原料的铁含量,长期来看还是需要使用抗铁性能更好的催化剂,如本研究中使用的新型抗铁剂。抗铁型催化剂一般具有更大的孔体积、高活性稳定性的分子筛以及有效的金属捕集组元,这将有助于提高催化剂的容金属能力,尤其是容铁能力;同时,可以有效促进汽油及液化气等高附加值产物的生成,并抑制干气及焦炭的生成。
4 结 论
催化剂铁中毒造成催化裂化平衡剂堆密度下降,严重时影响催化剂流化,同时会降低重油转化率、轻质油收率,并导致干气、焦炭选择性变差。通过对典型铁中毒平衡剂的表征发现,铁中毒造成平衡剂形成瘤状表面,正是该表面的形成降低了催化剂的堆密度,同时堵塞了催化剂孔道,降低了活性中心可接近性。为了应对高含铁原料的加工,可使用原料脱铁剂、加大新鲜剂置换量、使用低铁含量平衡剂置换以及使用性能更好的抗铁催化剂等。在重油催化裂化装置上通过使用新型抗铁剂可大大改善产品分布和催化剂流化问题。
