膜技术处理酿酒废水及资源回收的研究进展
2022-05-05张富勇苟梓希陈仕江袁春芳安明哲
刘 莉,苏 建,张富勇,苟梓希,陈仕江,袁春芳,安明哲
(四川宜宾五粮液股份有限公司,四川宜宾 644000)
据中国酒业协会统计,2020年中国白酒总产量为740.7 万千升,预计到“十四五”末期,中国白酒销售收入将达到9500 亿元,与“十三五”末相比,增长了62.8%,年均递增10.2%。据统计,每生产1 吨65%vol白酒,约耗水60吨,产生酿酒废水48吨。以此估算2020年白酒废水产量高达35553.6万t,对酿酒废水的处理已经迫在眉睫。我国的白酒有着悠久的历史,在世界上更是独树一帜。传统的白酒酿造工艺流程分为粉碎、配料、润料和拌料、蒸煮糊化、冷散、加曲、加水堆积、入池发酵、出池蒸酒等工序。这些酿造工序使得粮食从发酵到生产再到贮存陈化等过程中产生了一系列的酿酒废水。其中用于锅炉冷却的水、酒瓶清洗的水、以及进行场地冲洗的水,我们叫做低浓度有机废水,这一类废水可以进行循环利用或者是直接排放,因为其污染物浓度低于GB 27631—2011《发酵酒精和白酒工业水污染物排放标准》规定的排放标准。而另一类废水如:重复使用的锅底水、粮食贮存发酵的黄水以及粮食浸泡的水等,称之为“高浓度有机废水”,这一类水其污染物浓度高于GB 27631—2011《发酵酒精和白酒工业水污染物排放标准》规定的排放标准,具有含高浓度化学需氧量、生化需氧量、氨氮、总氮、总磷、悬浮物和pH 值低等特点,其富含淀粉、蛋白质、氨基酸和糖类等有机物,极具回收利用价值。因此,高浓度有机废水需要经过一系列严格的处理才能达标排放,同时最大程度的进行资源回收利用。
在2020 年9 月第七十五届联合国大会上,中国隆重宣布,在2030 年前我国二氧化碳排放达到峰值,在2060 年前我国二氧化碳实现碳中和。据统计,随着我国工业的飞速发展,碳排放量已成为世界第一,占到全球的25 %以上。其中,我国污水处理行业的碳排放量已占总碳排放量的1 %~2 %,此领域的节能减排不可忽视。传统污水处理模式从能量转化的角度分析是以高物耗、高能耗换水质达标排放。为了减少污染的排放,我们大量使用电能,间接造成二氧化碳大量排放,对全人类的生态环境都造成严重的影响。为了减少碳排放,降低污水处理能耗和物耗是行业升级的必然目标。今年“世界水日”的主题是“珍惜水、爱护水”,“中国水周”的主题是“深入贯彻新发展理念,推进水资源集约安全利用”。由此可见,节约用水、节能减排、低碳环保、资源回用是酿酒工业生产发展的必然趋势。
1 酿酒废水处理技术现状
酿酒工业废水处理方法有物理法、化学法和生化法,物理化学技术包含混凝沉淀法、高级氧化法、气浮法、膜处理技术;生物技术包含厌氧处理、好氧处理、厌氧-好氧处理;处理技术还包含过滤、重力沉降、气浮、离心、酸碱中和、厌氧降解、好氧降解、厌氧-好氧降解等。在传统的酿酒废水处理工艺中,由于酿酒废水具有产量大、成分复杂、难降解等特性,很少有单独的哪一种技术能够在酿酒废水处理中既能达到严格的生态环境治理标准又能实现资源回收利用。如:A/O 工艺处理酿酒废水中存在的问题有:(1)因为工艺没有单独设置污泥回流系统,因而不能培育出有特殊功能的污泥,从而导致难降解物质很难降解;(2)加大内循环才能提高脱氮效率,导致运行管理费用加大。A/O工艺处理酿酒废水中存在的问题有:(1)反应池容积很大;(2)由于污泥内回流量很大,导致能源消耗增大;(3)不适用于中小型污水厂,因管理运行费用偏高;(4)资源回收利用如沼气等回收利用经济效益差;(5)污泥渗出液需添加药物进行化学除磷。氧化沟工艺处理酿酒废水中存在的问题有:(1)污泥容易膨胀;(2)污泥容易老化,泥龄较长,工艺总产生大量泡沫;(3)由于废水中含油量较其他工艺偏大,导致污泥很容易挟油上浮;(4)酿酒废水流速不均匀以及污泥沉积等相关问题。SBR(Sequencing Batch Reactor Activated Sludge Process)工艺处理酿酒废水中存在的问题有:(1)由于工艺间歇性周期运行,所以对机械自控要求较高;(2)水位总是变化运行,增大电能损耗;(3)脱氮除磷效果一般;(4)污泥的稳定性与厌氧硝化相比较差。为此,环保部(现生态环境部)于2010 年专门制定了《酿造工业废水治理工程技术规范》,指导行业采用“厌氧+缺氧+好氧+深度处理”为主的处理模式满足达标排放的标准。传统的废水处理工艺对污染物消减形成了能耗高、物耗高的处理模式,导致了污染物减少排放,温室气体却增加排放的尴尬局面,这并不符合碳中和、碳达峰可持续发展理念。
针对我国酿造行业所产生的有机废水处理过程中所面临的问题进行系统研究发现,其中技术难点在于探索有机废水高效资源化的共性关键技术,并通过对关键技术的集成应用于酿酒废水的工程处理,形成酿酒废水的厌氧(能源回收)——好氧(除磷脱氮)——深度处理(再生)的技术路线,以此来实现酿酒废水的资源回收、循环利用。膜技术作为一种新型的废水处理技术,能够实现污染物消减、节能减排以及资源回收三大目标的有机整合。
2 膜技术在酿酒废水中的应用发展方向
2.1 MBR处理工艺
MBR(Membrane Bio-Reactor)又称膜生物反应器,它结合了活性污泥法与膜分离技术的原理,是近年来涌现的一种新型高效水处理技术。酿酒废水中可生物降解的有机污染物首先通过MBR 工艺中活性污泥得以去除,然后采用膜过滤进行固液分离,使水质得以净化。在MBR 工艺中膜为管状的空纤维膜丝,同时管壁上还有一些细小的微孔,肉眼很难看见,这些微孔能够截留住活性污泥以及绝大多数的悬浮物,使出水水质清澈透明。为使MBR 膜能够更长期、连续、稳定运行,在膜反应区的下方要有曝气盘,工艺运行时要进行一定量的曝气,这样既满足好氧生物所需氧量,同时曝气使水体出现大量的气泡,又能使膜丝不断进行抖动,防止过多的活性污泥附着在膜的表面造成膜污染。
MBR 工艺处理酿酒废水具有多个优点:(1)管状的空纤维膜丝能够高效的进行固液分离;(2)活性污泥浓度高,生化效果好,出水水质佳;(3)设备占地所需面积少,工艺扩容方便;(4)污泥可回流,能实现零排放;(5)全自动计算机控制,节省人力。并且MBR 技术可以实现酿酒废水中水回用,如:厕所冲洗、绿地树木浇灌、道路清洁、车辆冲洗、建筑施工、喷水池、中央空调冷却循环、工业冷却以及可以接受其水质标准的场所。这对促进酿造行业有机废水的深度处理和资源化利用具有重要现实意义。Braeken 等采用MBR 处理啤酒厂废水生化出水,COD 去除率可达100 %,Na和Cl的脱除率为55%和70%,出水可以实现回用。Madaeni等对进水COD 为900~1200 mg/L 的酒厂综合废水利用RO 进行处理可实现COD 去除率100 %。雷弢等采用混凝+ABR+A/O+MBR 工艺处理白酒生产废水,出水水质均达到《发酵酒精和白酒工业水污染物排放标准》。王毅采用“PHOREDOXMBR”工艺处理白酒废水,出水水质COD 浓度为13.75 mg/L左右,BOD浓度为3.46 mg/L左右,氨氮浓度为0.81 mg/L 左右,主要水质指标达到《地表水环境质量标准》(GB 3838—2002)中III 类水标准,工艺运行稳定,适用范围广。
2.2 MBBR处理工艺
MBBR(Moving Bed Biofilm Reactor)又称移动床生物膜反应器,运用生物膜法的基本原理,充分利用了活性污泥法的优点。该工艺通过向反应器中投加一定数量的悬浮载体(即填料),酿酒废水中微生物即可附着在悬浮载体上生长,因而可以增加反应器中的生物量及生物种类,从而可以提高反应器的处理效率。该工艺在厌氧条件下,由于潜水搅拌器的作用使水流和填料充分流化起来,使得被处理的污染物与生物膜充分接触从而达到被降解的作用。该工艺在好氧条件下,底部进行曝气充氧时会产生大量的空气泡,这些气泡的上浮力能够推动填料和周围的水体混合流动,当这些空气气泡穿过水流和填料的空隙时又被填料阻滞,并被分割成小气泡。在这样的循环过程中,废水中的填料被充分地搅拌起来并与水流完全混合,当空气流被水流及填料充分地分割成细小的气泡,因此增加了生物膜与氧气的接触率和传氧效率。另外,因为每个载体经过特殊的构造而成,有圆形、球形,其比表面积大、亲水性好,因此使得每个载体内部、外部都生长有不同的生物种类,内部因为传氧效率低生长一些厌氧菌或兼氧菌,外部与氧气充分接触生长一些好氧菌,这样使得每个载体都能成为一个微型反应器,使硝化反应和反硝化反应能够同时进行,从而提高了污染物的去除效果。
MBBR 工艺处理酿酒废水具有多个优点:(1)处理酿酒废水负荷大;(2)氧化池容积偏小,使基建投资降低;(3)MBBR 工艺与其他工艺相比可省掉污泥回流设备和反冲洗设备,这样操作简便,减少了设备投资,使得污水处理的运行成本降低;(4)MBBR 工艺污泥产率低,降低了污泥处置费用;(5)MBBR 工艺中填料可以直接投加,不需要支架,节省了填料支架的安装费用和时间。通过系统研究发现,辛亮采用移动床生物膜反应器处理啤酒灭菌废水,设备运行初期,微生物生长缓慢,对污染物的处理效率低,随着试验的进行,微生物生长稳定,厌氧菌、兼性菌、好氧菌共同作用,使得出水COD浓度和氨氮浓度开始逐渐下降,试验进行15 d后,出水中COD 浓度基本稳定在17.1 mg/L 左右;实验进行19 d 后,出水NH-N 达到基本稳定状态在0.78 mg/L 左右。辛亮采用移动床生物膜反应器处理啤酒灭菌废水整个试验过程中,反应器的出水水质COD 和氨氮浓度基本保持较低水平,实验结果表明MBBR 工艺对于啤酒灭菌废水的处理有很好的效果,值得在酿酒行业广泛推广应用,这对促进酿造行业有机废水的深度处理和资源回收具有重要现实意义。
2.3 MSBR处理工艺
MSBR(Modified Sequencing Batch Reactor)指的是C.Q.Yang等根据SBR技术特点,研究开发的一种更为理想的污水处理系统——改良式序列间歇反应器,MSBR 系统结合了传统活性污泥法和SBR 技术的优点,省掉初沉池和二沉池,直接采用单池多格的处理方式,无需间断流量,同时还省去了多池工艺所需要的连接管、泵和阀门。通过大量实验及生产性应用,证明MSBR 法是一种经济有效、运行可靠、易于实现计算机控制的污水处理工艺。
MSBR 工艺处理酿酒废水具有多个优点:(1)无需初沉池和二沉池,采用单池多格形式,保证系统连续进出水;(2)回流泵设置为低扬程跨墙,曝气单元中的MLSS 浓度增大,SBR 单元的污泥层厚度降低,因此污泥浓缩处理单元可省,使能耗降低;(3)在曝气阶段前增加缺氧段,使反硝化菌作用效率更高,所需能耗低、污泥产量少;(4)污水由SBR单元的底部进入,污泥层反硝化菌进行反硝化作用及内源呼吸,出水水质更好;(5)工艺系统实现完全计算机控制;(6)脱氮除磷无需加药,效果好;(7)设备面积占用少,所需成本低。实验研究发现,MSBR 工艺处理酿酒废水时还可进行中间代谢产物回收,在污染物被甲烷基质膜生物膜降解的过程中,微生物会产生大量的储能物质和碳源,如VFA(挥发性脂肪酸)、PHA(聚羟基脂肪酸酯)、粗蛋白等。刘博等采用“MSBR 和滤布滤池组合工艺”应用到中水回用,完全满足《城市污水再生利用城市杂用水水质》(GB/T 18920—2002)的要求。何晓云采用厌氧(UASB)—MSBR—过滤工艺处理啤酒废水,该工艺巧妙地将氢气、甲烷或氧气通过无泡曝气的方式供给附着在纤维膜表面上的生物膜,从而迫使污染物得以降解,并产生一些具有回收潜力的中间代谢产物和类金属产物,实践表明,废水经处理后达到国家《啤酒工业污染物排放标准》(GB 19821—2005)中的排放标准。回收沼气用于烘干酒糟既利用了沼气热能又为企业创造经济效益,说明该工艺有望实现电子高效利用、污染物高效消减和价值产物高效回收的三重目标,对其他企业废水处理有一定的借鉴意义。
2.4 MBR、MBBR、MSBR 3种工艺特点分析比较
现分别对MBR、MBBR、MSBR 从原理、水质生化指标、日常运行管理、成本等方面进行分析比较,如表1所示。
由表1 可知,MBR、MBBR、MSBR 3 种工艺在处理酿酒废水过程中对化学需氧量、生化需氧量、氨氮都有较高的去除率。MBR 工艺依靠的是活性污泥法和膜分离技术;MBBR 工艺依靠的是其填料上的生物膜;MSBR 工艺依靠的是活性污泥法和SBR 技术。MBR 工艺对TN、TP 的去除都需要依靠前端加药处理,本身没有去除效果;MBBR 工艺对TP 去除也需要依靠前端加药处理,但是对TN的去除无需加药,有较好的效果;MSBR工艺对TN去除效果较好,TP 去除不需要依靠加药化学除磷。MBR 膜去除SS 效果较好;MBBR 需要依靠后端的超滤膜工艺来去除SS;MSBR 工艺对SS 有较好的去除效果,MBR 工艺膜组件的寿命一般在4~5 年,需要更换。设备运行管理时需对膜组件进行化学清洗等维护工作,日常管理难度较大;MBBR工艺填料一次投加,后续运行只需加强填料上的生物膜管理即可,运营维护简单,但设备建设初期投入较大,所需费用较高;MSBR 工艺同样建设初期投入较大,填料同样一次投加即可,后续运行中只需要加强填料上的生物膜管理即可,运营维护简单。
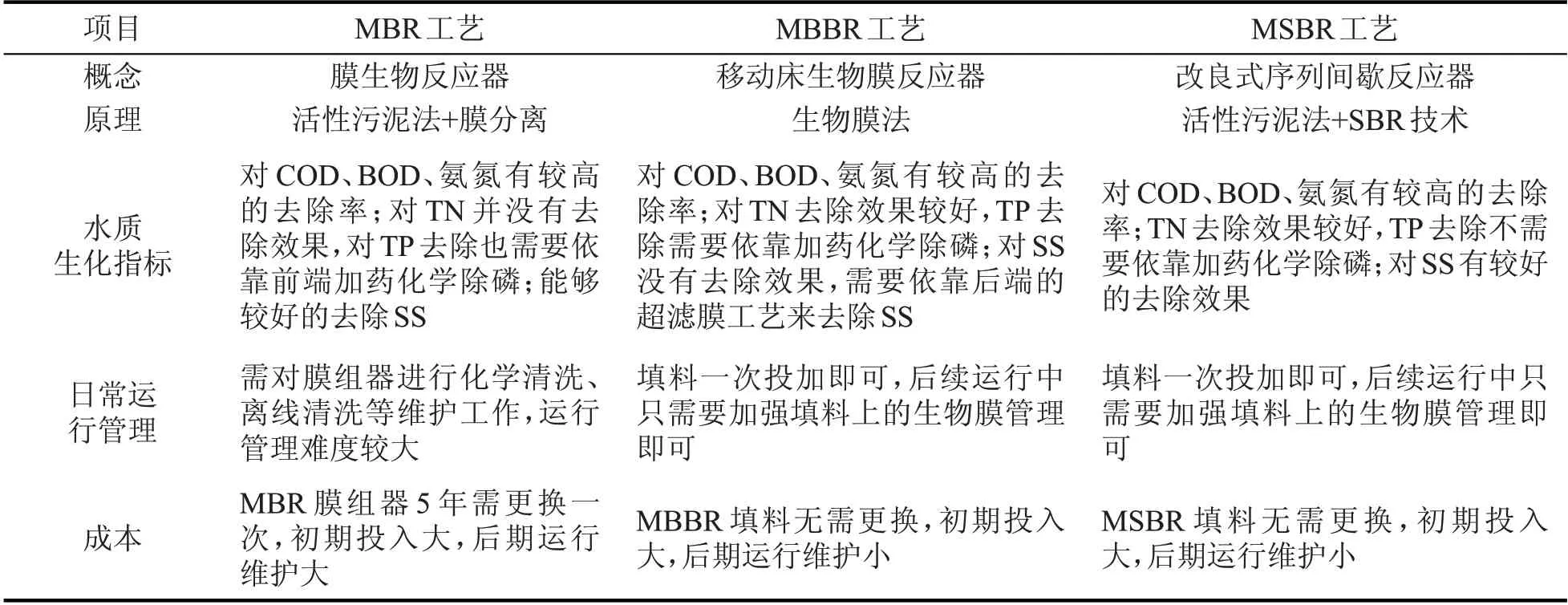
表1 MBR、MBBR、MSBR 3种工艺特点分析
3 总结与展望
酿酒废水具有产量大、成分复杂、难降解,含高浓度化学需氧量、生化需氧量、氨氮、总氮、总磷、悬浮物和pH 值低等特点,传统的废水处理工艺对污染物消减形成了能耗高、物耗高的处理模式,导致了污染物减少排放,但是温室气体却增加了排放的局面,与碳中和、碳达峰可持续发展理念不相契合。同时传统污水处理模式本质是以能耗换水质,为了减少水污染,我们使用大量电能,间接产生大量二氧化碳排放,对全球生态环境造成负面影响。MBR、MBBR、MSBR 作为3 种新型、高效的水处理膜技术工艺,在处理酿酒废水过程中对化学需氧量、生化需氧量、氨氮都有较高的去除率。MBR 工艺依靠的是活性污泥法和膜分离技术,酿酒废水中可生物降解的有机污染物被活性污泥去除,然后采用膜过滤进行固液分离,使水质得以净化,工艺运行稳定,适用范围广。MBBR 运用生物膜法的基本原理,充分利用了活性污泥法的优点。该工艺通过向反应器中投加一定数量的悬浮载体(即填料),酿酒废水中微生物即可附着在悬浮载体上生长,因而可以增加反应器中的生物量及生物种类,从而可以提高反应器的处理效率。对酿酒废水的处理取得了很好的处理效果,值得广泛推广应用。MSBR工艺结合了传统活性污泥法和SBR技术的优点,省掉初沉池和二沉池,直接采用单池多格的处理方式,无需间断流量,同时还省去了多池工艺所需要的连接管、泵和阀门。通过大量实验及生产性应用,证明MSBR 法是一种经济有效、运行可靠、易于实现计算机控制的污水处理工艺。
针对我国酿造行业所产生的有机废水处理过程中所面临的问题进行系统研究发现,其中技术难点在于探索有机废水高效资源化的共性关键技术,并通过对关键技术的集成应用于酿酒废水的工程处理,形成酿酒废水的厌氧(能源回收)——好氧(除磷脱氮)——深度处理(再生)的技术路线,以此来实现酿酒废水的资源回收、循环利用,如:厕所冲洗、绿地树木浇灌、道路清洁、车辆冲洗、建筑施工、喷水池、中央空调冷却循环、工业冷却以及可以接受其水质标准的场所。还可进行中间代谢产物回收,甲烷基质膜生物膜在降解污染物的过程中,微生物会产生大量的碳源和储能物质,如挥发性脂肪酸(VFA)、聚羟基脂肪酸酯(PHA)、粗蛋白等;还有金属产物的回收,纳米钯、纳米硒、SbO微晶等。因此,在未来MBR 发展过程中的主要研究方向是开发高性能、低成本膜组件及MBR 膜组件在行业内进行标准化。MBR 技术以其优良的性能,较低的造价越来越广泛应用于污水处理中,势必成为未来废、污水生物处理设备的主流。MBBR 工艺在实际操作中,经常出现由于整个池内进气分布不均匀而导致局部填料堆积的现象。在未来MBBR 发展过程中的主要研究方向是通过大量试验来优化反应器的构造和水力特性,降低能耗,进一步提高MBBR 的经济效益。在未来MSBR 发展过程中的主要研究方向将集中在膜污染的控制、反应器的优化改进及工程推广等。这对促进酿造行业有机废水的深度处理和资源化利用具有重要现实意义。
膜技术是污水处理及开发利用水资源回用的有效工艺,能够实现污染物消减、节能减排及资源回收三大目标的有机整合,具有广泛的市场应用前景。膜技术在酿酒工业中的应用势必在推动酿酒工业生产发展进程中起到不可估量的作用。通过工艺技术的创新,减少污水排放量,达到回收利用的标准,实现酿酒废水的高效化、资源化、社会效益化、环境友好化和经济效益高度化,对酿酒产业可持续发展具有极其重要的现实意义。
