浅析化学原料药车间氮气系统
2022-04-29荣明杰余明义
荣明杰 余明义

摘 要:通过数据对比阐述了原料药车间设置氮气保护系统的原因,总结了因粉体输送、冰河冷媒等新工艺和新材料的采用而引起的传统氮气系统的变化,并对目前氮气系统各组成部分的不同做法进行了对比分析。
关键词:原料药;氮气系统;自力式压力调节阀
中图分类号:TB21 文献标志码:A 文章编号:1671-0797(2022)08-0025-04
DOI:10.19514/j.cnki.cn32-1628/tm.2022.08.008
0 引言
原料药工厂中普遍使用易燃易爆的有机溶媒作为溶剂,生产过程中常见的操作,如管道运输、固体投料、过滤、搅拌等都可能产生静电积累,造成静电释放,导致爆炸事故。
目前,原料药车间的理念处于由手动控制转为自动控制的过渡阶段,大量操作需要人工干预。为了保证人员和产品安全,有必要从本质上消除爆炸危险源,因此,氮气系统的使用成为安全生产的重要保障。
随着气流輸送等新型生产方式的出现,氮气系统的功能性逐渐扩展,各组成部分也引入了一些新的做法。
1 氮气保护的原因
产生燃烧的3个基本要素为可燃物、点火源和助燃剂,消除三要素中的任意一个,即可保证本质安全。
对于原料药生产过程,作为可燃物的原料、中间体和溶剂必不可少。
助燃剂一般为氧气,可通过稀有气体置换降低浓度。
点火源通常为由有机溶媒或粉尘摩擦引起的静电火花。药厂常用各种措施来预防静电,如设备良好的静电接地、进车间前的导静电柱等,但这些措施只能降低静电发生的概率,并不能完全消除静电,尤其是溶媒和粉尘产生的静电。
1.1 溶媒静电
静电释放是电子发生转移且不能及时返回,累计到一定量后,带电体间的电势差大于空气的击穿电势所形成的一种现象。先决条件是静电积累,即静电产生的速度大于静电导除的速度。对于溶剂,流速越快,静电产生的速度越快。静电导除的速度与设备静电接地状态和溶剂电导率有关,接地效果好或溶剂电导率高都有助于提升静电的导除速度。
静电接地效果与设备本体材质有关。药厂中常用的设备材质有不锈钢、碳钢、搪玻璃、PP、衬塑等。其中不锈钢或碳钢导电性良好,易实现静电接地;搪玻璃、PP、衬塑的设备导电性差,只能通过石墨垫片或耐腐蚀金属垫片实现接地,接地效果不理想。即使全部使用导电性良好的碳钢或不锈钢设备,静电导除的速度还受可燃溶媒电导率的制约。
以药厂中常用的有机溶媒乙醇和甲苯为例,乙醇的电导率为1.35×105 pS/m,属导电性流体,电子在其中传递速度快,易将产生的静电导除,而甲苯的电导率为1 pS/m,属非导电性流体,静电导除速度非常慢[1]。像甲苯这类非导电性流体,如不采取除静电接地以外的其他措施,生产中仍存在很大风险。
1.2 粉尘静电
除溶剂外,粉状固体(以下简称“粉体”)也是药厂中常引起静电爆炸的物质。粉体在投料和管道输送中都非常容易发生静电释放现象。一般的粉体具有分散性和悬浮性两种特性[2]。分散性使粉体具有更大的表面积,更容易与其他物体接触,产生电子转移;悬浮性使部分带电荷的粉体处于绝缘状态,无法导除静电。相较于溶剂,粉体的静电更难导除,发生静电释放不可避免。点燃粉体所需的最小能量称为粉体的“最小点火能”,当静电释放的能量超过了“最小点火能”,就会引起粉体云燃烧爆炸。
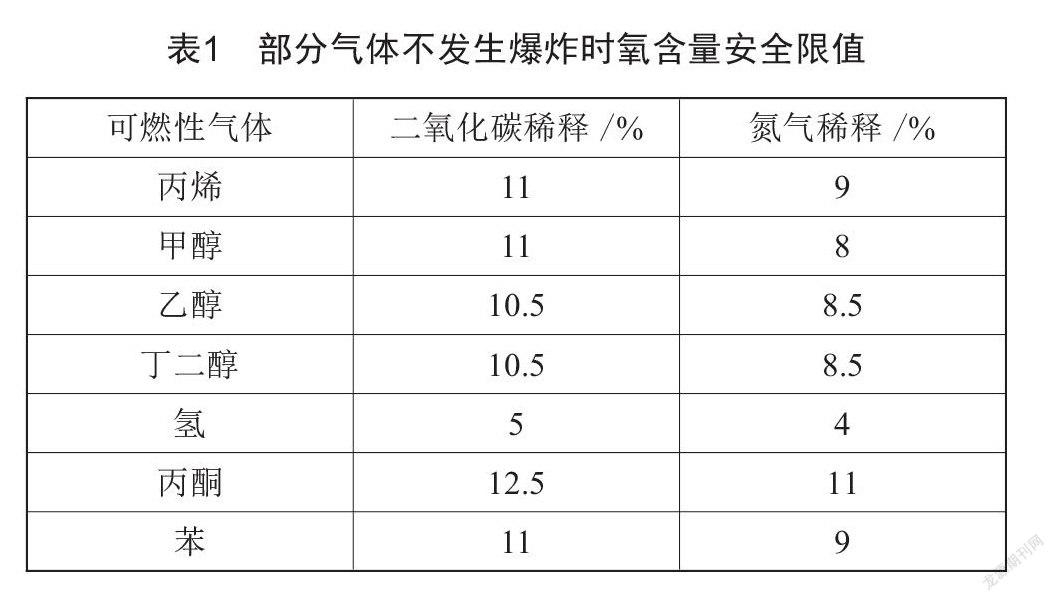
药厂中的可燃溶媒和粉体是无法避免的,通过消除静电点火源来避免燃烧并不可靠。与之相比,控制助燃剂(通常为氧气)是更科学的方法。表1为常用溶剂不发生爆炸时氧含量的安全限值[3]。二氧化碳和氮气等气体性质稳定,不支持燃烧,其中氮气因成本低、易制备、不参与反应等原因在实际生产中使用较多。
从表1中可以看出,大部分可燃溶媒氧含量安全限值在8%~11%(体积分数),可以理解为,若将设备内气相空间的氧含量控制在8%以内,就可保证大多数可燃溶媒不发生燃烧。如离心机厂家通常将离心机内氧含量安全值设置为4%~6%,就是依据此原理。
对于粉体,有研究表明[4],粉体的最小点火能与环境氧含量成负相关关系,氧含量减小时,粉体的最小点火能会相应增大。对于大多数粉尘云,当氧含量低于10%的时候,即使用很强的点火源(104 J)也不能将其点燃。所以,对于绝大多数可燃溶剂和粉体,将其处于氧含量低的环境下是保证不发生燃烧爆炸的本质安全措施。在实际生产中,降低氧含量的方式是氮气置换,有正压置换和抽真空置换等多种方式,都需要用到氮气系统。
2 氮气系统的分类
由于大量可燃溶媒的使用,原料药工厂普遍采用石化行业成熟的氮封系统。而药厂有着与石化行业不同的设备、工艺和规模,氮气系统不仅限于氮封系统,还兼顾着压料、输送等功能。现代化原料药工厂的氮气系统可根据氮气压力的不同粗略地分为低压和高压两种。
2.1 低压氮气系统
石化行业的氮封压力通常为0.5~1 kPa,医药行业尤其是原料药行业的氮封一般设置更高的压力(小于0.1 MPa)。
一方面,原料药所用的设备体积小,基本上都可将设计压力做到0.1 MPa,在硬件上能承受更高的氮封压力。
另一方面,车间内通常多使用点共用一套减压阀组,相对高压的氮气可提供更大的流量。
此外,氮封气有时还作为设备“破真空”的补气,氮气需求量很大,采用过低压力的氮气会延长此过程的时间,同时抢走其他氮气使用点的流量。
有些厂家将氮封系统集成在一个密闭设备内,同时配备氮封和快速补氮的功能,当氮封气流量紧张时开启快速补氮,是值得推广的做法[5]。
2.2 高压氮气系统
一般设置0.2~0.3 MPa的高压氮气系统,使用的工况有以下几种:
2.2.1 压料
高压氮气可用于实现釜与釜间的物料转移,当釜后接过滤器时,高压氮气也可提供物料通过过滤器的动力。
2.2.2 置换
离心机在使用前需置换转鼓内的空气,含氧量降低到设定值时才可进料。置换时间通常小于5 min,需使用0.2 MPa压力以上的氮气源。
2.2.3 夹套压回
乙二醇水溶液和冰河冷媒作为新型换热介质已被广泛应用在原料药车间,乙二醇水溶液的温度可设定在-15~120 ℃。通常设置一路冷媒、一路热媒。当冷热媒温差较大时,为保护设备(搪玻璃反应釜的夹套可承受的温差变化约为100 ℃)和节约能耗,切换冷热媒时,常用高压氮气将其中一种压回,再通入另一种乙二醇。注意此处不可使用压缩空气,高温的乙二醇遇空气会氧化变质。
2.2.4 粉体输送
粉体的气力输送是利用气体为载体,在管道或容器中输送粉体物料的一种方法。药厂中物料种类复杂,多数具有爆炸危险性,也有些物料易被氧化,故常选用高压氮气作为气体载体来保护物料。闭环式气力输送方式是较为经济和稳定的粉体输送方式,此过程中需注意氮气压差平衡和自动排堵的实现[6]。
3 氮气系统的组成
原料药车间的氮气系统一般由以下四部分组成:制氮机、氮气缓冲罐、氮气减压阀组、氮气控制阀组。氮气系统示意图如图1所示。
3.1 制氮机
医药行业中的氮气有3种来源:钢瓶氮气供气、液氮气化供气、变压吸附式制氮机供气。钢瓶供氮和液氮气化由于气量、成本等各种原因不具优势;而变压吸附式制氮机成本低、自动化程度高,是药厂最广泛使用的制氮方式。
3.2 氮气缓冲罐
缓冲罐是工厂氮气管网所必需的,能在氮气生产装置停工或氮气压缩机故障时,确保氮气管网的正常运作,常见为0.6~0.8 MPa缓冲罐。当厂区有多个车间时,一般在厂区动力站集中设置空压—制氮机。制氮机产生的氮气经外管管道输送至各个车间,各车间内设置独立的氮气缓冲罐。此处的缓冲罐起到平衡各个车间高峰用气量的作用。车间内,由于离心机用气量较大(每台约0.9 Nm3/min),一般为其单独设置缓冲罐。氮气缓冲罐的压力与厂区管网的压力应相同。
3.3 氮氣减压阀组
变压吸附式制氮机产出的氮气压力为0.6~0.8 MPa,高于工艺需求的压力,需减压。除非特定区域,一般的低压氮气网由缓冲罐经减压调节阀供给。氮气减压阀可采用控制阀或自力式调节阀。
控制阀以外界电能或压缩空气源作为驱动力,通过压力传送仪表信号改变阀内截留件相对位置,从而实现改变氮气压力的作用;自力式调节阀无须外部能源,只依靠氮气的能量自行操作减压并能保持氮气压力的恒定。控制阀精度比自力式调节阀高,但所需硬件成本也更大。两者相比较,优先选用自力式调节阀。自力式调节阀有多种,用于氮气减压工况的可选取自力式压力调节阀或自力式差压调节阀(阀前压力稳定时可选),选用自力式压力调节阀作为减压阀时需阀后取压。根据作用型式的不同,自力式压力调节阀可以分为直接作用式和指挥器操作式两种。指挥器操作式控制精度高,允许偏差在±4%左右,比直接作用式高一倍左右。当阀后压力小于15 kPa时,优先选用带指挥器的自力式压力调节阀;反之,可选用直接作用式压力调节阀[7]。
3.4 氮气控制阀组
氮气控制阀组的主要作用是将设备内的氮气压力控制在设定值,并尽可能减少氮气逸散。随着自动化要求的不断提高,原料药车间氮气系统的控制阀组也不断发生着变化,其从简易到复杂可分为以下几种:
3.4.1 微开启式止回阀
早期的氮封系统使用止回阀作为氮气的控制阀。为防止设备内的气体反窜到氮气系统内,进入设备低压氮气管道上会设置微开启式止回阀,设定压力稍低于氮封气压力。如低压氮气管网的压力为5 kPa,此处微开启式止回阀的开启压力一般设为2 kPa。设备排气管道上同样设置微开启式止回阀,开启压力设置为3 kPa。微开启式止回阀通常选用旋启式止回阀。止回阀价格低,但其密封面易磨损,极易内漏,损失氮气,只适合小规模生产车间,且对物料挥发和氮气消耗量要求不严格的工况。
3.4.2 单向呼吸阀
有些药厂选用单向呼吸阀作为排气管路上的压力控制阀门。单向呼吸阀的原理与止回阀相似,压力可设定为3~5 kPa。当设备内压力达到设定值时,单呼阀开启,排出气体;压力下降到设定值以下时,单呼阀关闭,锁住氮气。单呼阀精度低,也存在氮气易泄漏的缺点。
3.4.3 自力式调节阀
自力式压力调节阀不仅可以作为氮气减压阀,也可作为排气的控制阀。不同的是,作为减压阀时,自力式调节阀选择阀后取压,而作为排气阀时,应阀前或阀内取压。自力式压力调节阀调节精度较止回阀和单呼阀高,不易泄漏,但价格较高,大规模使用时需考虑投资成本。
3.4.4 控制阀
在反应釜的排气管路上,以上3种阀门前端需增加手动切断阀来保证压料时氮气不会从排气管道中排出,而使用控制阀就可避免这个问题。控制阀相对于自力式调节阀精度更高,但需配备气源管线和电缆,而且可靠的阀门价格相当高。
对于以上4类阀门,可根据实际投资和厂房规模综合考虑选择。
4 结语
本文对原料药车间氮气系统设置的原因、分类、组成以及阀门选择进行了阐述,可供当下原料药车间氮气系统设计参考。随着安全要求的提高、新型技术和设备逐渐投入使用,氮气系统也会更新换代,期待今后能出现自动化程度更高、更安全节能的氮气系统。
[参考文献]
[1] 粟镇宇.非导电性易燃液体的静电危害及控制[J].现代职业安全,2012(7):98-101.
[2] 杨光德,杨田林,万云芳.粉体材料静电能量的聚集与释放[J].淄博学院学报(自然科学与工程版),2002(3):30-32.
[3] 万成略,汪莉.可燃性气体含氧量安全限值的探讨[J].中国安全科学学报,1999,9(1):48-53.
[4] 任纯力,李新光,王福利,等.敏感条件对粉尘云最小点火能的影响规律分析[J].中国安全科学学报,2009,19(8):77-83.
[5] 赵志福,饶哲.一种微正压氮气保护装置:CN2073164-
58U[P].2018-05-04.
[6] 刘艳青.氮气闭环式气力输送机理研究与系统设计[D].青岛:青岛科技大学,2010.
[7] 周晶,惠劼政.自力式调节阀的应用与发展[J].化工与医药工程,2014,35(1):42-46.
收稿日期:2022-01-13
作者简介:荣明杰(1992—),男,山东临沂人,硕士,工艺助理工程师,研究方向:化学原料药工艺设计。
