大型集装箱船绑扎桥改装工艺
2022-04-28钟伟怀张春永
钟伟怀,刘 欢,张春永
(广州文冲船舶修造有限公司,广东 广州 511462)
由于航运市场价格低,对大型集装箱船营运造成很大的压力,在主船体结构及主机不改变的情况下,通过改装加高绑扎桥(舱口围及舱口盖做局部加强)来增加装载集装箱数量,降低船舶单箱运输成本,提高航线竞争力。
大型集装箱船绑扎桥改装项目,改装结构和舾装总质量约1 000 t,共计涉及7个绑扎桥。主要改装内容为NO.3舱至NO.10舱,将原来在舱口围的3层绑扎桥结构拆除,改装成5层的绑扎桥。
1 总体施工方案
1.1 新绑扎桥预制
根据绑扎桥结构特点、建造方法,将绑扎桥划分为3部分:左、中、右分段。施工顺序是先装中分段,再安装左、右分段。绑扎桥采用侧造方式预制,绑扎桥主体结构完工后,再安装绑扎桥舾装件。施工过程中,需严格控制绑扎桥结构的焊接顺序、焊接变形以及施工精度,绑扎桥分段划分示意图见图1。
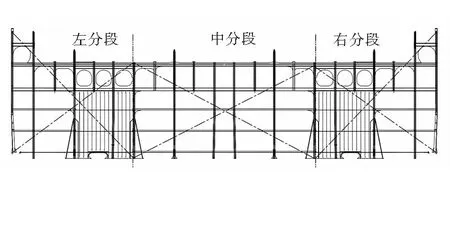
图1 绑扎桥分段划分示意图
1.2 旧绑扎桥拆除
船舶进厂后,拆除旧绑扎桥前,做好原舱口围支撑管定位检验线(100 mm),便于新分段支撑管装回原位时能够快速定位,特别是有舱口盖的导向支撑管,必须装回原位,才能确保舱口盖吊入,绑扎桥使用门吊在码头进行拆除。拆除旧绑扎桥前,原舱口围支撑管定位检验线示意图见图2。
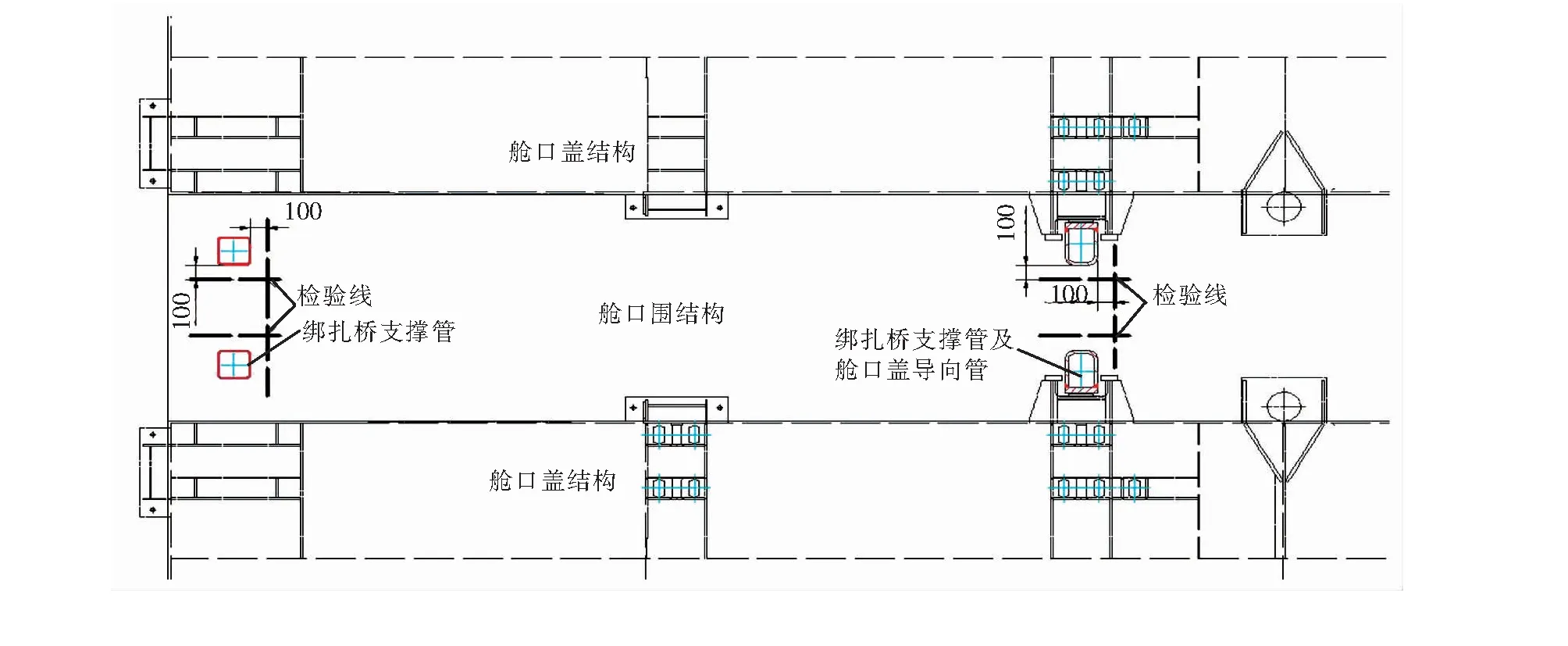
图2 拆除旧绑扎桥前,原舱口围支撑管定位检验线示意图
1.3 新绑扎桥分段吊装
新绑扎桥使用600 t浮吊及100 t门吊进行分段吊装,先吊装中分段,再吊左、右分段。
2 主要施工步骤
2.1 预制新绑扎桥分段
1)新绑扎桥分左、中、右3个分段进行预制,分段采用侧造的建造方式,以铁凳为基础,在铁凳上立U型码板作为胎架平面。铁凳U型码板示意图见图3。
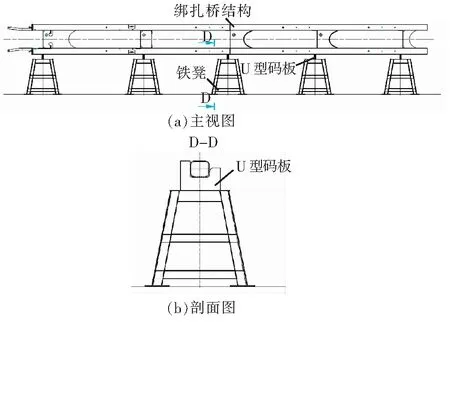
图3 铁凳U型码板示意图
2)新绑扎桥左右分段合龙口加放+30 mm余量,新绑扎桥下脚加放+30 mm余量。
3)分段精度控制。
(1)船舶进厂前,安排相关人员实船测量原船构件的定位尺寸,以确保新绑扎桥支撑管与舱口围、舱口盖相配套的安装精度。
(2)在专用平面胎架上拼接新绑扎桥立柱,并安装立柱附件,立柱焊后需保证直线度±3 mm(采用对称焊接及 CO2焊减少焊接变形,要有保证精度的措施),板件、平台板预制平面度±3 mm,如达不到要求,则需对立柱、平台进行焊后调直处理。
(3)新绑扎桥立柱上胎架,划出平台安装线后,需测量立柱平台处立柱间距±1 mm,平台间距±1 mm。报验合格后,才能安装绑扎桥组件,绑扎桥预制精度要求:立柱直线度±3 mm,立柱间距±3 mm,平台间距±3 mm。
(4)新绑扎桥分段的安装检验线、水平检验线、合龙口余量线等,在分段完工测量后必须清晰地刻划在分段上,并打上洋冲点[1]。
(5)根据原船测量数据,新绑扎桥分段支撑管余量,在分段完工阶段或分段与原船合龙阶段进行割除,具体以精度测量报告为准。
4)完工测量、划线及余量切割。
(1)完工测量。新绑扎桥分段完成火工矫正及外观报验后,进行分段完工测量。
(2)划线标记。根据新绑扎桥分段安装定位要求及完工测量数据,在分段下端及分段垂向支撑管,分别划出分段安装线、水平检验线等标记;划出分段合龙口余量线及200 mm检验线。
(3)余量切割。根据原船测量数据,在分段完工测量与划线后,或分段与原船合龙后,再进行分段合龙口余量割除。具体切割时机,需根据精度测量报告以及现场实际情况进行选择,严禁随意割除余量[1]。
2.2 旧绑扎桥拆除
在旧绑扎桥顶部的平台焊接拆除吊环,将旧绑扎桥拆分为横向左右2个分段进行吊装拆除,分段质量约30 t,使用45 t门吊组合进行拆除。
2.3 新绑扎桥分段吊装
船停靠在码头时存在艏、艉吃水差,艏、艉甲板的纵向是斜面(因空船时艉部设备较重,无法通过调压载水的方式调成纵向平面)。船横向(左右)通过调压载水的方式基本可以调平,但船纵向是斜面时,造成码头分段吊装定位难。为确保码头分段吊装满足精度要求,具体施工过程如下。
1)根据新绑扎桥图纸尺寸,绑扎桥支撑管下端留10 mm余量,把其它余量切割,确保新绑扎桥底端平面与支撑管2个相对平面是相互垂直的,以保证现场的安装精度[2]。
2)测量确定新绑扎桥分段安装的舱口围斜面,采用全站仪测得船舶机舱前NO.9舱至NO.5舱舱口围纵向的值,及船舶上层建筑前NO.4舱至NO.1舱舱口围纵向的值,通过这2段纵向的值,使用全站仪对比修正,确定出全船的纵向斜率(a),a作为新绑扎桥分段在码头安装时的纵向基面斜率。
3)在每一个分段的左、中、右分别设一个线锤工装,新绑扎桥分段吊装前安装好线锤工装。具体为:在新绑扎桥的支撑管上焊接一扁铁,该扁铁与支撑管垂直,在扁铁上设置粉线,该粉线的一端固定在扁铁上,另一端自由垂下并连接线锤,线锤工装示意图见图4。
4)在舱口围划出水平安装线和横向定位安装线,并在舱口围安装定位码板,吊装新绑扎桥时,先匹配横向定位检验线和横向定位安装线以及水平检验线和水平安装线,进而将新绑扎桥的水平和横向定位好,再根据线锤工装中粉线的长度(L)和a,调整新绑扎桥的位置,改变线锤工装中线锤与新绑扎桥的距离(d),使得d=L×sina,进而将新绑扎桥的纵向定位好。
5)对新绑扎桥进行支撑管脚临时固定,并在新绑扎桥上端拉钢丝绳进一步固定,同时固定新绑扎桥的四边角,临时固定检验合格后,松开吊车吊钩。
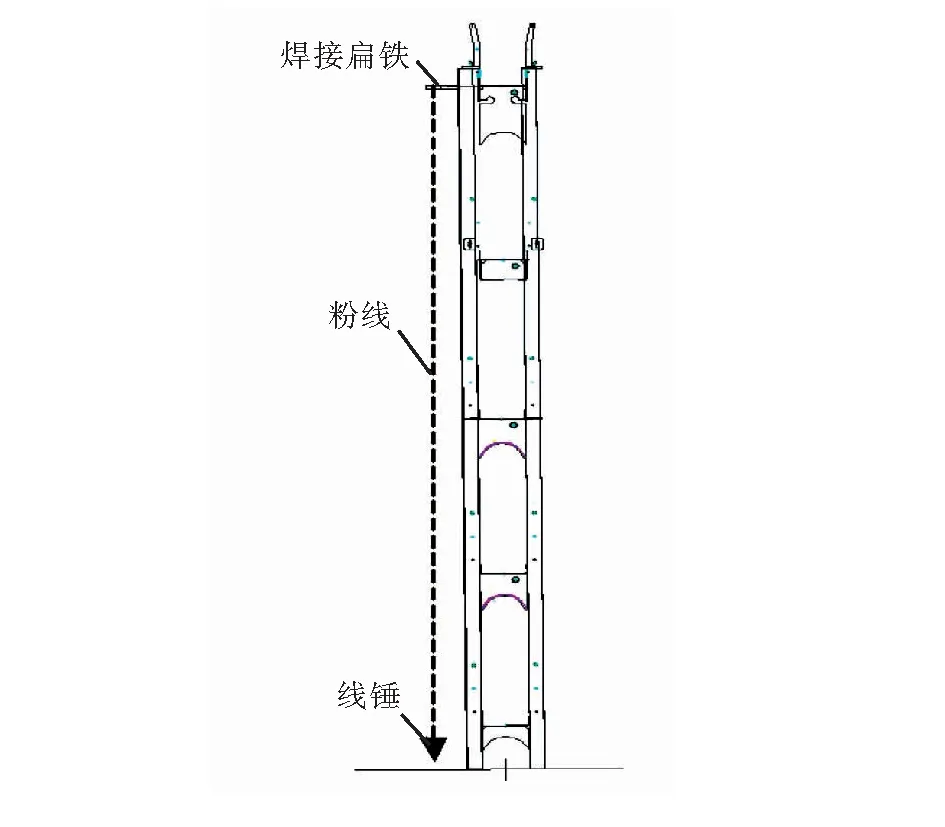
图4 线锤工装示意图
6)检验舱口围与新绑扎桥的垂直度,将a所在的斜率平面作为全站仪的定位基本平面,后测量全站仪到新绑扎桥上同一支撑管不同高度位置的距离,根据测量结果对新绑扎桥进行微调。若新绑扎桥上的支撑管与舱口围垂直,则全站仪测得的该距离在该定位基本平面上的值相等,若不同,则可以进行微调,以保证新绑扎桥上的支撑管与舱口围垂直,进而保证新绑扎桥的安装精度。
7)依次完成新绑扎桥中分段、左分段和右分段的安装,达到精度要求后,将新绑扎桥分段固定并焊接好。
3 结束语
大型集装箱船绑扎桥改装工艺,设计精巧,结构简单,成功解决了由于船体有纵倾,不容易在码头上安装新绑扎桥的技术难题,降低了施工难度,缩短了整体安装的时间,既保证了安装精度,又降低了修理改装的成本,同时也提高了我公司的竞争力,带来了更多修理改装的订单,对其它码头吊装分段定位有一定的借鉴意义。
