空压机集控优化方案的实施
2022-04-27马海英郝艳强米振生
马海英,郝艳强,米振生
(天津市新天钢联合特钢有限公司,天津 301500)
0 引言
天钢联合特钢现有制氧车间三个,即四万制氧、两万制氧、循环经济区制氧,制氧总产量为80000m3/h,主要向公司分厂供给氧气、氮气、氩气等,其余剩余产品外售为公司创效。为满足日常制氧及生产需要,全公司制氧车间共设空压机15 台,其中寿力空压机8台,开封空压机5台,阿特拉斯空压机1 台,西门子空压机1 台。为进一步提高公司的经济效益,弥补公司压缩空气缺口,本着降低设备购置费用和能利旧则利旧的原则,从其他公司低价购进三台闲置的寿力空压机组,经考察这些空压机组闲置一年左右,设备状况能满足当前生产工艺技术条件的要求。原空压机组监控系统是分别独立的,没有集中控制系统,为确保机组安全稳定运行,节约人力资源,需要在原控制方式的基础上建立一套新的集控系统。
本文介绍了原空压机站控制系统构成,对购置的三台空压机原控制系统存在的问题进行了分析,在此基础上提出了对三台机组实施集中控制的改造方案,并对新建集控系统实施后的效果进行了总结。
1 空压站的组成
空压站的组成主要包括:空气过滤器、压缩机、干燥器、储气罐、空压站控制系统,其主要工艺流程如图1所示。

图1 空压站主要工艺流程
1.1 空气过滤器
空气过滤器的作用是将原料空气中灰尘和机械杂质过滤掉,保证进入空压机的气体干净。过滤器主要由滤芯和壳体组成,滤芯在长期运行过程中需要进行定期吹扫清洁,以保证正常运行,吹扫分为定时、定阻两种方式。为实现滤芯定时、定阻吹扫,在过滤器的现场操作箱中分别安装有响应的仪表,即定时器和压力开关。吹扫控制方式为:人工设置定时器的清洁间隔时间,当设定的时间到时,电磁阀动作打开气源吹扫滤芯;或人工设定压力开关的动作值,当滤芯阻力达到设定值时电磁阀动作开始吹扫滤芯。根据实际运行状况运行人员可以自行选择吹扫的方式,也可以开启手动吹扫模式,其中手动吹扫模式优先级最高。
1.2 空气压缩机
空气压缩机机组是空压站的主体设备,主要包括空气系统、油系统、水系统、电气控制系统。图2为空气压缩机组系统图。
空气系统。由过滤器过滤后的空气经入口导叶进入空气压缩机一级压缩,一级压缩后的空气经一级空冷器冷却后进入二级压缩;同理二级压缩后的空气经二级空冷器后进入三级压缩系统;经三级压缩后空气进入终级空冷器,最终产出具有一定压力的空气。为保证空压机的正常安全运行,在运行过程中需要实时监测各级的轴振动及级间空气温度。
油系统。油系统在压缩空气系统中的作用是润滑轴承、减少运行阻力以及降低轴承温度。油系统运行时应实时监测油温和油压值,保证油温和油压值在设定范围内,确保空气压缩机的运行环境。
水系统。水系统在空压机运行中是不可或缺的,空冷器的冷量来自水系统,油系统的油冷却冷量来自水系统。
1.3 空气干燥器
干燥器用于清除压缩空气中的水份,使压缩空气的露点小于零下40℃。干燥器根据变压、变温及吸附的原理清除压缩空气中的水份,并利用空压机的余热再生吸附剂。空气干燥器的主要工艺流程:由空压机出来的压缩空气通过冷却器降温,经油水分离器分离后进入吸附塔进行吸附。空气干燥器吸附塔采用双塔循环工作制,即A、B塔吸附、再生循环工作,通过两塔不断的来回切换,来保证气源不断的情况下有效的进行油水吸附及吸附剂再生[1]。
1.4 空压站控制系统
空压站控制系统和空压站的组成一样也分为过滤器、空压机、干燥器三部分。其中过滤器的控制比较简单即现场操作箱操作过滤器的启停,在操作箱上选择过滤器的吹扫方式;干燥器的控制系统为简单的小型PLC-200系统,现场安装的控制屏显示当前塔A、B 塔的工作状态及周期运行时间等信息;空压机控制系统采用先进、可靠的西门子S7-300 作为控制器,触摸屏作为监控画面及数据显示的终端,通过MPI 电缆与S7-300 控制系统连接,完成现场数据的采集、控制、通信。
2 原空压站控制系统存在的弊端
由于原三套空压站监控系统分别独立,没有集控系统的协调,操作人员需要定时进行现场点巡检工作及完成数据的记录,投入的人力资源较大,其次作为总的气源供应站,随着生产不断扩大,需要对现场的三套空压站系统实现统一协调管理。基于此目的考虑在原控制系统的基础上新建集中监控系统,以实现对三台空压机组集中控制,以及运行数据的实时采集和操作人员的远程监控功能;另外还可利用该系统根据管网压力实时、动态调节各机组负荷,使三台机组均衡高效运行,提高空压站的生产效率。
3 新建集控系统的实施
为不影响现场生产节奏,在三套空压站运行的状况下进行新建集控系统的实施。
3.1 集控系统优化组态
由于原空压机本体控制系统为西门子产品,从备品备件及运行维护考虑,新建西门子S7-300 控制系统。将该系统作为主站,原三套干燥器S7-200系统及三套空压机S7-300 系统作为从站,使用主站-从站(MS)组态模式,对原系统进行数据采集和交换。图3为新建系统控制原理图。
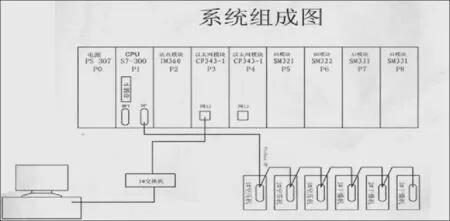
图3 新建系统控制原理图
利用PROFIBUS DP 通讯,将三套干燥机及三套空压机系统数据采集到集控系统中,剩余的三套过滤器由于点位少控制简单,直接将三套过滤器的启动/停止和状态信号用硬线连接到新建监控系统的数字模块中,即实现集控功能的方式为PROFI⁃BUS DP通讯和硬线连接两种。
3.2 集控系统硬件配置
首先进行集控系统的硬件配置,设置该系统DP属性工作模式为MS组态模式,且为DP主站,DP地址为2;在该项目下根据现场三台空压机的硬件CPU 配置SIMATIC 300 站点,分别为1 号空压机、2号空压机、3 号空压机,按照站点不同设置从站DP地址分别为3、4、5,且DP工作模式均为DP从站,分别设置其DP 属性组态,将主、从站对应的地址、数据类型及传输数据的长度单位等设置一致。在每台干燥器S7-200 中添加EM277 模块,通过EM277模块实现与主站通讯。添加完所有从站后的硬件组态网络配置如图4所示。

图4 集控系统硬件组态网络配置
3.3 集控系统监控软件配置
集控系统上位机采用西门子WINCC 监控软件,通过工业以太网实现主站PLC 系统与WINCC7.4 通讯。设置WINCC 工程项目中变量连接参数如下:即与变量连接的硬件IP 地址和主站S7 工业以太网中配置的IP 地址一致,到此实现了WINCC 工程项目与现场数据的实时采集及通过上位机对现场设备的控制。
3.4 集控系统数据传输的实现
主从站之间的数据交换有三种方式:不打包数据交换、打包数据交换、直接数据交换。在本项目中空压站采用打包数据交换:即在主站OB1中编写SFC14程序段,插入接收数据区DB1;在从站OB1中编写SFC15 程序段,并插入发送数据区DB2;同理,在主站和从站中分别编写SFC15 和SFC14 程序段和数据块DB3 和DB4,实现数据的相互交换功能。上位机WINCC 通过数据连接从主站的数据块DB1中采集数据同时通过DB3发送数据到从站,如此实现主从战之间的数据交换[2]。干燥器系统根据从站设备的控制字及状态字使用外部输入PIB、PIW、PID 和输出PQB、PQW、PQD 指令对从站的数据进行读和写操作[3]。
3.5 集控系统实施效果
在不影响现实生产的情况下,集控系统成功在天钢联合特钢原三套空压站投入运行,实现了对三台空压机组集中控制,运行数据的实时采集、动态显示,以及操作人员的远程监控整个空压站设备的目的。图5为新建集控系统计算机监控画面。
4 结语
为增加经济效益,提高压缩空气生产能力,天钢联合特钢本着少花钱多办事的原则,从其他企业低价购进三台二手空压机组。为保障低价购进的三台空压机组安全稳定运行,减少现场操作和运维人员的投入,对原三台空压机组控制系统进行了集中控制升级改造。

图5 新建集控系统计算机监控画面
新建集控系统的投运,实现了三台空压机组现场设备运行状况及参数的实时监控,极大提高了空压机组运行的安全性和稳定,减少了操作人员点巡检的投入,节约了人力资源;另外该系统结构简单,三台空压机在同一平台上运行,可以根据管网压力实时调节负荷,连续性强,提高了生产效率。经过几个月的运行监测,该集控系统满足了生产的需要,达到了最初的优化目的。
