管状三维复合材料增强体结构设计研究
2022-04-27闵尔君宋路平芮章俊朱求是
闵尔君,宋路平,芮章俊,朱求是,王 旭
管状三维复合材料增强体结构设计研究
闵尔君1,宋路平1,芮章俊2,朱求是2,王 旭*1
(1.安徽工程大学 纺织服装学院,安徽 芜湖 241000;2.芜湖航飞科技股份有限公司,安徽 芜湖 241000)
近年来,三维机织复合材料增强体结构设计得到了快速的发展,本文以平织机织造为基础,结合管状组织和三维组织提出一种管状三维复合材料增强体结构的设计方法。分别以贯穿角联锁组织和贯穿正交组织为表组织,运用底片翻转法获取里组织,并将表里组织按照1:1嵌入,得到管状三维组织上机图。通过小样试织,结果表明本文提出的管状三维组织设计方法可行,为开发管状三维复合材料增强体提供了参考。
管状三维机织物;结构设计;角联锁组织;贯穿正交组织
三维圆管状复合材料是采用树脂基体增强三维圆管状机织复合材料,具有质量轻、比刚度和比强度高、耐疲劳性能优异、耐高温耐腐蚀性好等优点,被广泛应用于卫星、导弹、建筑、管道修复、船舶、航空航天等重要领域[1]。
目前已有众多学者针对管状三维复合材料及其应用进行研究:朱黎明等[2]介绍了三维管状复合材料预制件的制备方式、特点和研究现状,以及三维管状复合材料的有限元模拟分析方法,突出三维机织管状复合材料制备的工艺优势。周申华等[3]介绍一种新的立体管状织物成型方法:三维圆织法。采用该方法,通过一定规律的开口及引纬动作, 可实现立体管状织物的规格化、连续化生产,产品适应性好,可以有较高的生产效率。冉丹等[4]基于对典型三维织物织造方法以及二维圆织成型方法的分析提出两种织造管状三维织物的方法,即经向垂纱法和纬向垂纱法,并具体阐述了两种方法的成型原理和成型方法,为管状三维织物的组织结构设计及圆织设备的研发奠定基础。针对管状三维组织几何模型和力学分析方面,管状三维织物的研究更多在建立细观几何模型、以及分析其力学性能上。黄晓梅[5,6]介绍了管状三维织物的组织机构,分析了其织造技术,给出了管状三维织物的组织机构设计过程,绘制了上机图,同时说明相较传统织造工艺相管状三维织物织造的特殊性,还探讨了几种三维管状预制件如:经向多排管织物、纬向双(多)排管织物、90º交叉双层管织物的设计与上机。朱红等[7]介绍了三维多边形、多排孔管状结构的形成原理与工艺设计,设计与研制了典型的三维孔管状织物结构件,并对多边形孔管尺寸进行了参数分析。王黎黎等[8, 9]将角联锁组织作为管壁组织与双层结构相结合,以1500D芳纶长丝为原料,结合双层织物的织造工艺,对经角联锁管状三维织物进行了结构设计及小样试织,并且使用环氧树脂等材料与其进行复合,通过拉伸试验,发现在相同厚度的条件下,制得的经角联锁管状三维复合材料的力学性能明显优于平纹织物复合材料力学性能的简单叠加。
受上述研究者的启发,本文拟采用贯穿正交和角联锁组织为基础,运用管状组织的设计方法,实现管状三维机织物的组织设计。
1 管状三维预型件结构设计
在设计管状三维预型件时,先确定管壁组织,再由管壁组织的结构示意图,得到表组织的组织图,然后将表组织运用“底片反转”法得出里组织,最后根据表里经、纬排列比获得上机图。
1.1 管壁组织设计
1.1.1 贯穿正交组织设计
图1所示为以纬纱贯穿型三层正交组织为基础组织的管状三维机织物示意图,其中圆圈①~⑥代表经纱,折线1、4代表贯穿纬纱,水平线2、3、5、6代表地纬纱。
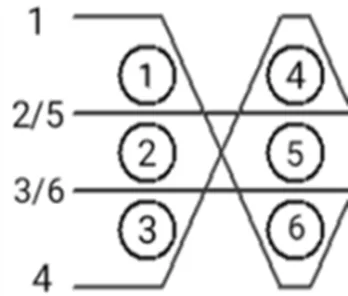
图1 三层贯穿正交组织结构示意图
由图1分析可知,三层贯穿型正交组织地纬层数比经纱层数少一层。假设经纱层数为N,则地纬纱层数为N-1。那么完全组织经纱数Rj=2N,完全组织纬纱数Rw=2N。根据结构示意图画出组织图,图2为三层贯穿正交组织图,一个完全组织由6根经纱和6根纬纱构成,其中经纱用序号①~⑥,纬纱用序号1~6表示,后图中序号表示含义一致。
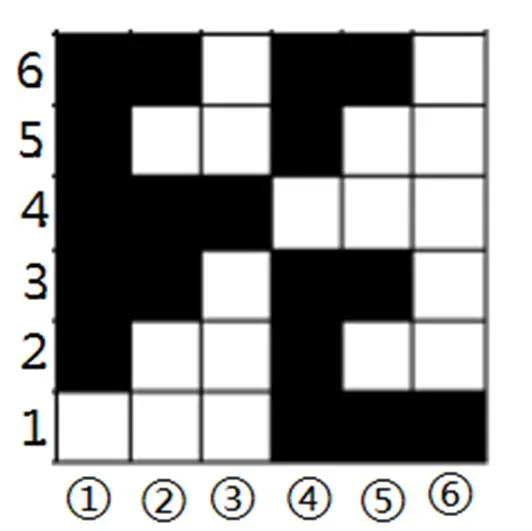
图2 三层贯穿正交组织的组织图
对于三层贯穿正交组织,织第一纬时经纱④、⑤、⑥提升,织第二纬时经纱①、④提升,织第三纬时经纱①、②、④、⑤提升,织第四纬时经纱①、②、③提升,织第五纬时经纱①、④提升,织第六纬时经纱①、②、④、⑤提升。
1.1.2 角联锁组织设计
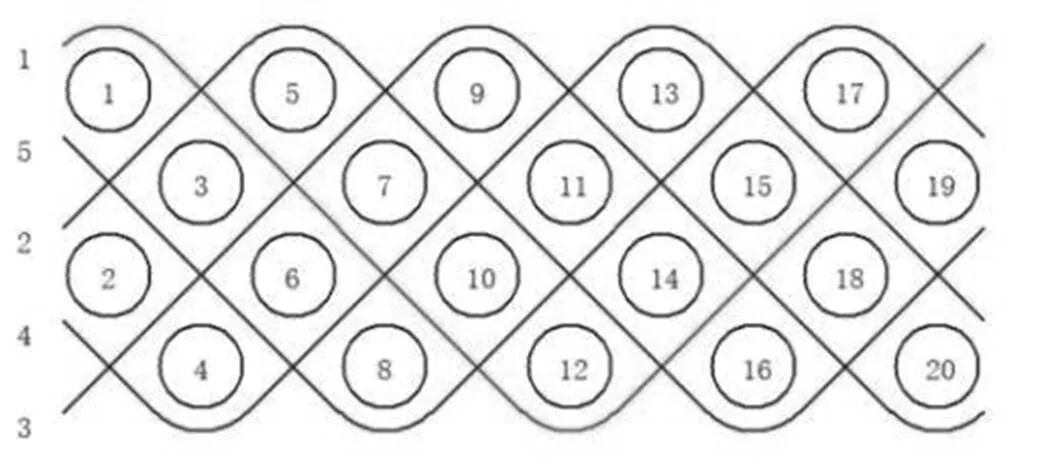
图3 四层角联锁结构示意图
如图3所示,以四层角连锁组织为例,图中圆圈为纬纱,圆圈内为纬纱的序号。线条为经纱,其左侧为经纱序号。由于其交织结构的规律性,管壁角联锁组织的完全组织循环经纱数Rj、纬纱数Rw、经纱飞数Sj等织物组织参数与纬纱层数N具有如下关系:Rj=N+1;Rw=N(N+1);Sj=N。
1.2 管状三维组织设计
1.2.1 贯穿正交管状三维组织
贯穿正交管状三维组织是选用贯穿正交组织作为管壁组织的管状三维组织。图4(a)为表组织,其中下方序号①~⑥代表经纱,左侧序号1~6代表纬纱。图4(b)为通过“底片翻转”法得到的里组织图,其中经纱用序号I~VI表示,纬纱用序号(I)~(VI)表示,后图中序号表示含义一致。
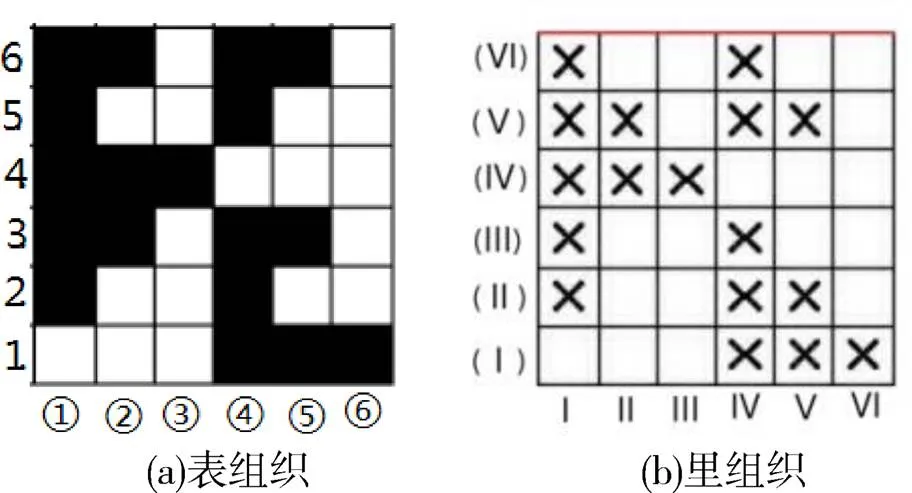
图4 三层贯穿正交管状三维组织的表组织、里组织
图5为贯穿正交管状三维机织物组织图,首先按照管状组织确定表里经、表里纬的排列比,例如表经:里经=1:1,表纬:里纬=1:1,则穿综时,将表经依次穿入奇数综框,里经依次穿入偶数综框。在奇数列(从左向右)和奇数行(从下向上)填绘表组织,在偶数列(从左向右)和偶数行(从下向上)填绘里组织。图5中经纬纱序号同图4一致。为区别,用“■”表示表组织经组织点,用“✕”表示里组织经组织点,用“□”表示表、里组织的纬组织点。同时注意到织里纬时表经需要全部提升,用“○”表示。
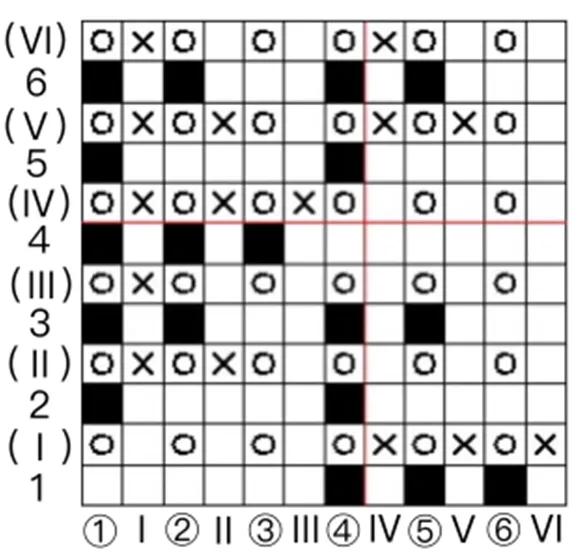
图5 贯穿正交管状三维机织物组织图
1.2.2 角联锁管状三维组织设计
选用四层角联锁组织作为管壁组织,那么表组织图如图6(a)所示,运用“底片翻转”法里组织图如图6(b)所示。
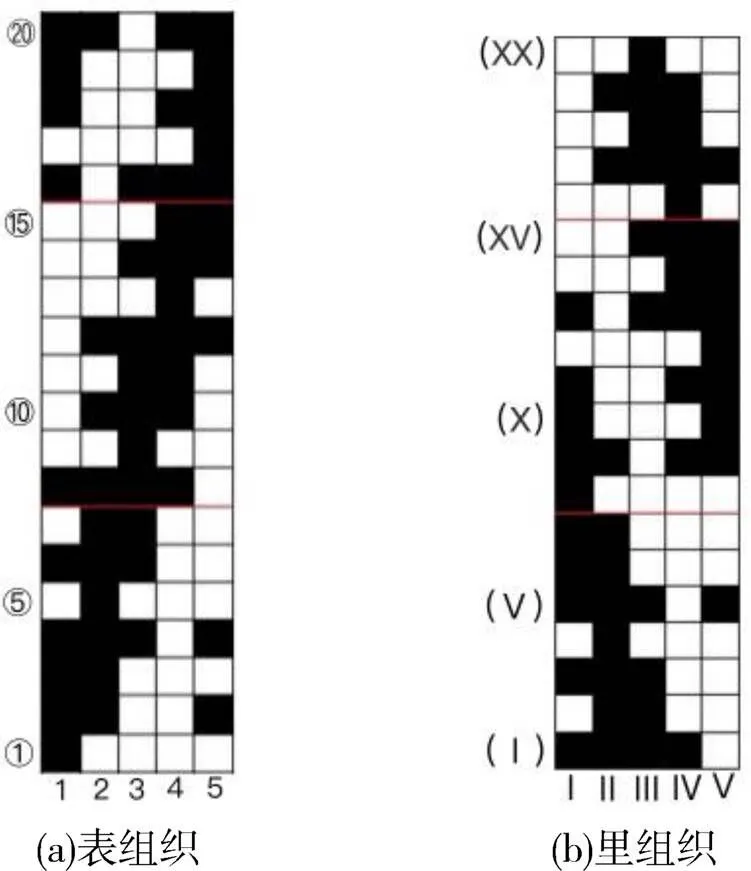
图6 四层角联锁管状组织表组织、里组织
管状组织一般采用分层织造,织上层时,表经分成上下两层与表纬相互交织,里经全部降到下面。织下层时,表经提起,里经分成两层与里纬相互交织。当表里经排列比选取1:1,则穿综时,将表经依次穿入奇数综框,里经依次穿入偶数综框。图7所示即为角联锁管状三维机织物组织图。
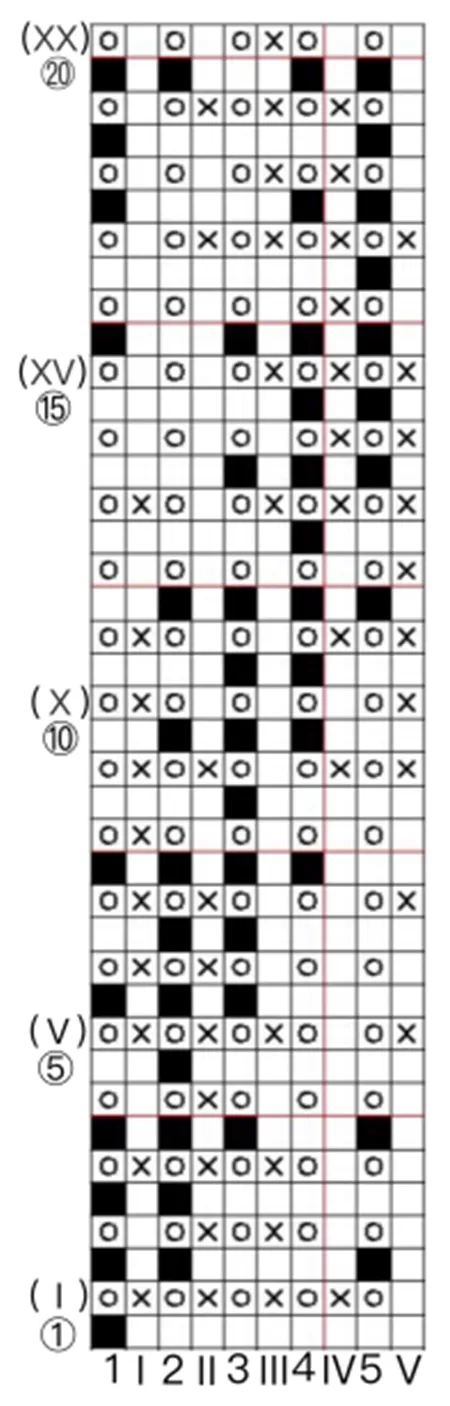
图7 角联锁管状三维机织物组织图
2 管状三维织物的试织
管状三维机织物的织造与普通二维织物的织造过程一样,主要是通过计算总经根数、选择合适的筘号以及具体的穿筘、穿综方法,最后通过纹板图来控制综框运动进行织造,因此要进行实验参数的合理选择[10]。为保证连续性,总经根数为完全组织经纱数的倍数。
2.1 实验材料
本实验采用的涤纶长丝由中石化仪征公司生产,规格为1111dtex/192F,即线密度为1111dtex,由192根涤纶单丝组成。为了验证本文提出的管状三维组织设计方法的有效性,采用了SGA598型半自动小样织机进行了样品试织。
2.2 上机图设计
本实验选用四层角联锁组织,作为管壁表组织,其表、里组织,如上图6(a)、图6(b)所示。表里经、表里纬均1:1,采用分层织造。穿综方法选用顺穿法,四层角联锁管状组织上机图如图8所示。
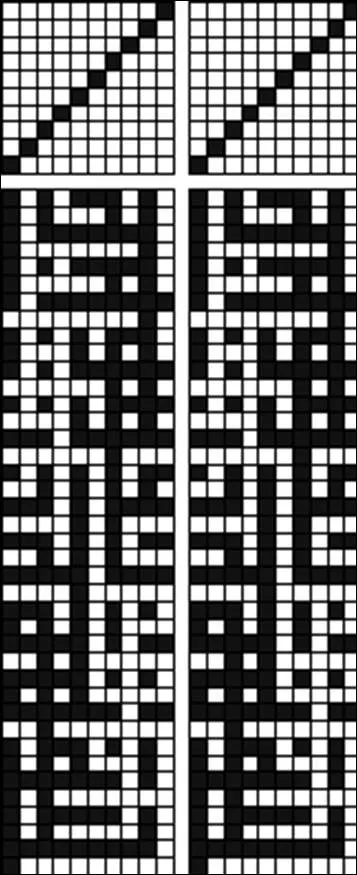
图8 四层角联锁管状组织上机图
2.3 样品织造
小样织造过程分为织造工艺设计、穿综、整经、打纬织造。
(1)织造工艺设计:为使管状织物表、里结合处连续,总经根数必须是基础组织的组织循环倍数。以四层角联锁管状组织为例,其完全组织经纱数为10根,根据管径要求拟采用15个完全组织,即总经根数150根。纬纱为双向连续引纬,故制备纡管一只即可。
(2)穿综、穿筘:穿综方式为顺穿,筘号120,每筘穿入两根经纱。以四层角联锁管状组织为例,一个完全组织循环需要10片综框,穿综顺序为1-2-3-4-5-6-7-8-9-10,其中奇数综框、偶数综框分别完成上、下层组织的织制,依次完成全部经纱穿综、过筘。
(3)整经:为保证顺利织造及下机样品张力均匀,经纱穿好后正式织造前,要尽量保持每根经纱张力均匀。
(4)打纬织造:启动小样机输入纹版图后,依次开口、引纬、打纬,注意在整个打纬过程,尽可能保持张力均匀,如织造过程开口因静电不清晰,可适当喷湿消除静电影响。试样达到预定长度时,下机整理即可。图9(a)、9(b)为下机后的实物图片。
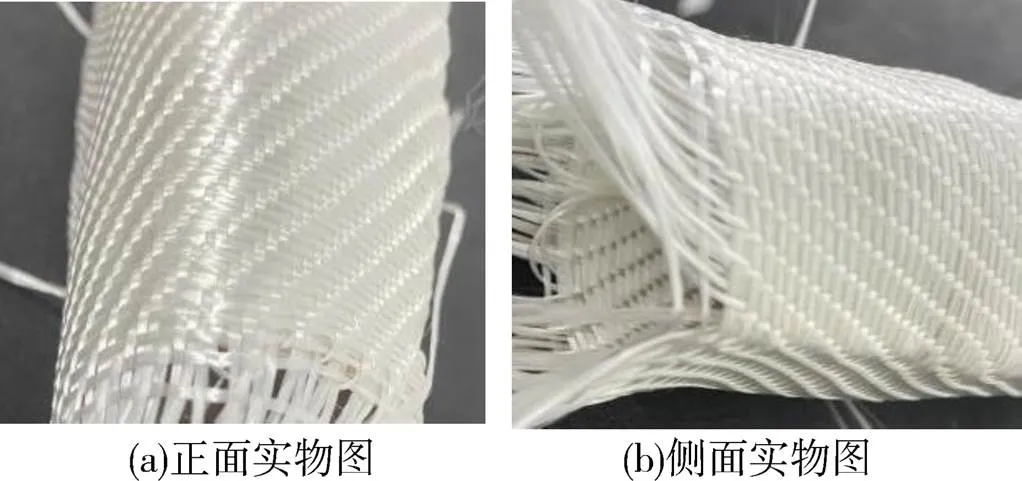
图9 四层角连锁管状三维织物预型件
3 结语
结合管状织物和平面三维组织的特点,分别以贯穿正交组织、角联锁组织为表组织,并运用底片翻转法获取里组织,再按照表里经、表里纬排列比1:1,按照分层织制的方法,设计出管状三维机织物的组织图。小样实验试织结果表明,本文提出的设计方法可行、有效,为进一步开发管状三维复合材料增强体结构提供了有价值的参考。
[1] 吕丽华, 吕婷婷, 王晶晶. 异形三维圆管状机织复合材料的压缩性能分析[J]. 棉纺织技术, 2020, 48(11):1-4.
[2] 朱黎明, 吕丽华. 三维管状复合材料的研究与发展[J]. 产业用纺织品, 2020, 38(10): 6-10+54.
[3] 周申华, 单鸿波, 孙志宏, 等. 立体管状织物的三维圆织法成型[J]. 纺织学报, 2011, 32(07):44-48.
[4] 冉丹, 刘家强, 周申华, 等. 管状三维机织物的交织方法分析[J]. 东华大学学报(自然科学版), 2012, 38(04): 386-389+434.
[5] 黄晓梅. 管状三维织物的组织结构与织造工艺[J]. 纺织学报, 2002, (04): 51-52+3.
[6] 黄晓梅. 几种三维管状预成形件的设计与织造[J]. 棉纺织技术, 2002, (12): 44-46.
[7] 朱红, 韩慧敏. 三维孔管状织物结构件的设计与研制[J]. 东华大学学报(自然科学版), 2010, 36(06): 633-638 +654.
[8] 王黎黎, 徐安长, 张尚勇. 三维管状复合材料的拉伸性能研究[J]. 武汉纺织大学学报, 2017, 30(03):12-16.
[9] 王黎黎, 徐安长. 芳纶长丝三维管状织物设计[J]. 纺织科技进展, 2016, (10): 19-21.
[10] 黄耀丽, 吕丽华. 工字形三维机织物设计与织造[J]. 大连工业大学学报, 2019, 38(03): 201-204.
Design of Reinforced Structure on 3D Tubular Composites
MIN Er-jun1, SONG Lu-ping1, RUI Zhang-jun2, ZHU Qiu-shi2, WANG Xu1
(1.College of Textile and Clothing, Anhui Polytechnic University, Wuhu Anhui 241000, China;2. Wuhu Hangfei Science and Technology Company Limited, Wuhu Anhui 241000, China)
In recent years, three-dimensional woven composite reinforcement structure has been developed rapidly. Based on normal shuttle loom, combined with tubular tissue and three-dimensional tissue, a design method of tubular three-dimensional composite reinforcement structure is proposed in this paper. By taking the through angle interlocking organization and through orthogonal organization as the surface organization respectively, the inner organization is obtained by the negative turnover method, and the surface and inner organization is embedded according to 1:1 to obtain the computer drawing of tubular three-dimensional organization. Through the trial weaving of small samples, the research result shows that the tubular three-dimensional structure design method proposed in this paper is feasible, which provides a reference for the development of tubular three-dimensional composite reinforcement.
tubular 3D woven fabric; structural design; angle interlock; through-thickness orthogonal weave
王旭(1973-),男,副教授,博士,研究方向:纺织复合材料增强体结构设计.
航空用特种电缆附件材料技术研发合作项目(HX-2020-11-002);安徽省高校省级教学示范课程“织造学”(2020SJJXSFK).
TS101.92+2
A
2095-414X(2022)02-0008-04
