汽车厚板件冲压自动化生产线的开发及应用
2022-04-27支明远胡小军
0 引 言
随着汽车行业竞争的日益加剧,企业若想获得市场竞争优势,保持企业的可持续增长,必须提升企业的成本控制水平。作为汽车四大工艺之首的冲压工艺,冲压件成本占整车成本20%以上,对于车架厚板件的生产,如纵梁、横梁件,随着市场需求的扩大,传统手工生产线效率低、制造成本高、产品质量稳定性较差、人工劳动强度大且存在不同程度的安全隐患等缺点影响企业的发展。企业需要更智能、更现代化的厚板件自动化冲压生产线来降低制造成本,以提升企业竞争力。
1 厚板件冲压自动生产线设计思路
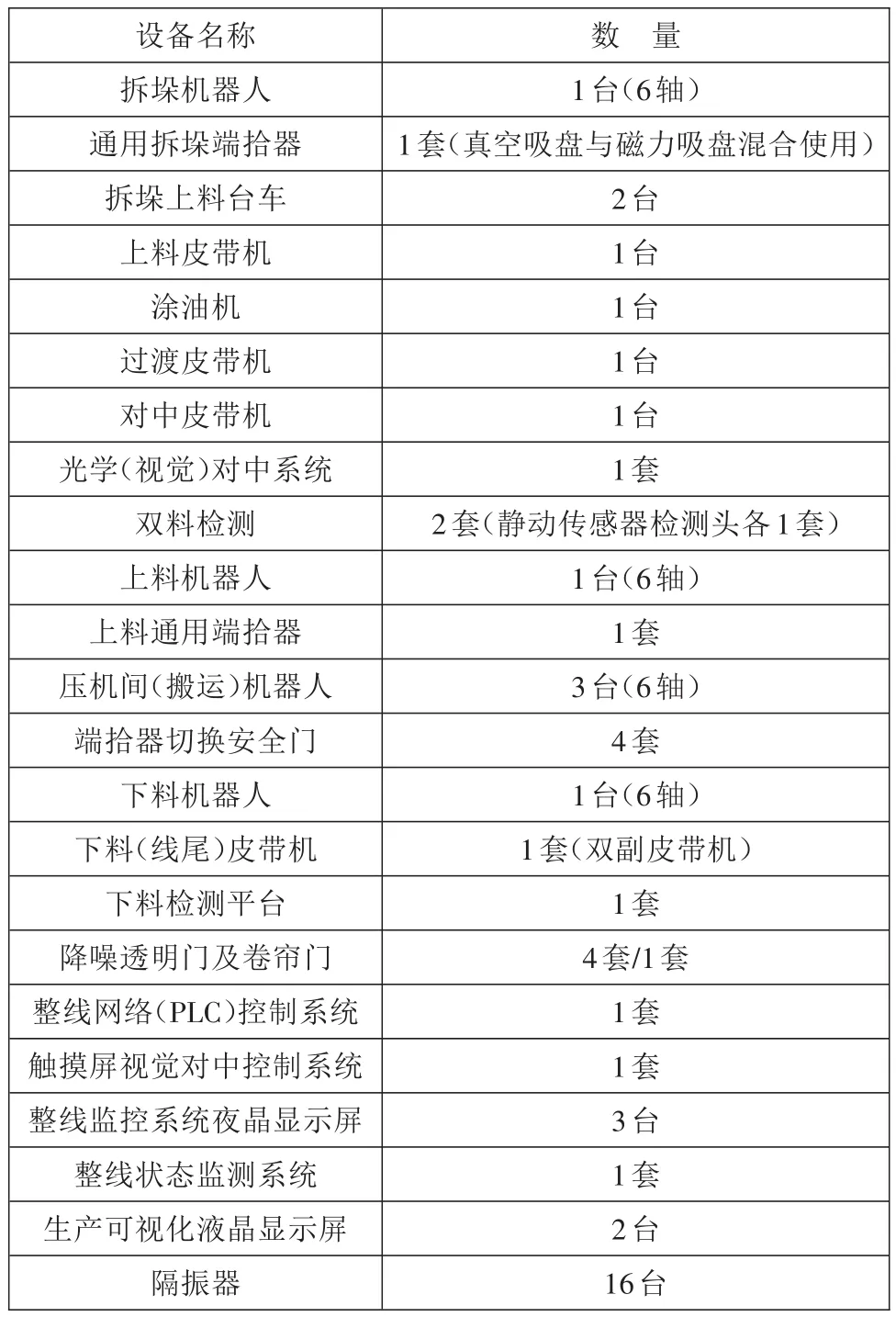
汽车厚板件冲压主要是结构件,如纵梁件、横梁件、副车架件等,板料厚且U形件较多,大多采用4道工序成形。结合企业未来冲压产能的发展来确定车间生产线及设备布局,生产线由机械压力机、冲压专用机器人、柔性端拾器、视觉自动识别系统和智能网络系统组成,该布局自动化程度效率高且布局紧凑,可最大限度地利用产能、缩短开发周期。参照厚板件冲压的压力机工艺参数确定压力机立柱间距、工作台间距、上/下模高度、装模调节量、拉深垫形式,采用16 000 kN+10 000 kN+8 000 kN+80 00 kN共4台机械压力机组成压力机系统,压力机间距为6 500 mm,采用气垫拉深,生产节拍为8~12冲次/min。厚板件冲压自动化生产线具体配置如表1所示。
食管癌是目前临床中十分常见的一种癌症疾病,主要是指患者食管鳞状上皮或者腺上皮出现异常增生反应进而引发的恶性病变情况[1]。伴随我国人口老龄化现象的日益严重,患有食管癌的老年患者数量也出现明显增多[2]。在老年食管癌患者的治疗中,食管切除手术等是主要治疗方式,但是由于老年食管癌患者自身体质较差且合并有不同类型的基础疾病等,所以部分患者对于手术出现不耐受等情况,术后也可能出现不良反应,预后相对较差[3]。我院针对老年食管癌患者的治疗选择应用管状胃方案,现根据研究情况作如下分析:
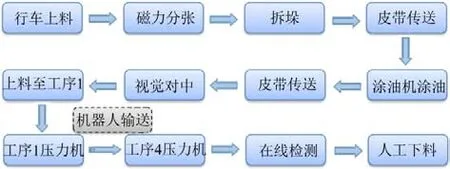
具体工艺流程:垛料(原材料)/工序料(含托架)由行车对准拆垛平台划线进行定位并放至拆垛台上,拆垛机器人从垛料上抓取料片,将其放至上料皮带机,拆垛端拾器上安装2个静态双料检测开关;通过上料皮带机将板料输送至涂油机涂油,再由涂油机将板料输送至过渡皮带机,且出口上方有2个动态双料检测开关;板料传输至对中台皮带机,经过视觉对中定位后,由上料机器人将板料送入第一台压力机的模具中,冲压完成后的工件通过压力机间机器人取出放置于下一台压力机的模具中,重复至最后一道工序;下料机器人在最后一台压力机完成冲压后取出工件放到传送带上,由人工检查并进行装框。冲压自动化工艺流程如图1所示,各个环节均有安全连锁,确保自动化冲压件过程安全。
2 拆垛上料系统设计
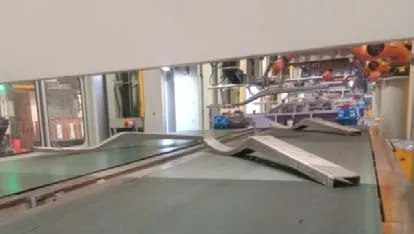
由于汽车结构件料厚、质量重、外形尺寸差异性大(最长坯料尺寸为2 600 mm,最短坯料尺寸为600 mm;最宽坯料尺寸为700 mm,最窄坯料尺寸为130 mm),且结构、坯料形状、落料方式不同,如纵梁落料件(见图2),为了确保板料能分开,采用便携式拆垛磁力分张器(见图3),其优点是:①简单轻便,操作人员容易拿取;②由于材料的差异,需将分张器摆放到需要的位置,确保材料平稳分张。


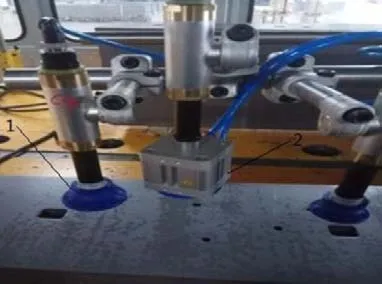
为了实现柔性生产,拆垛端拾器为通用端拾器,但由于落料工序件孔多,较多区域无法布置真空吸盘,在有孔的区域布置磁力吸盘增加拆垛端拾器的吸力,如图4所示。对于相对质量轻或无孔的工序件,无需使用磁力吸盘,因为磁力吸盘会吸附铁屑杂物。真空吸盘和磁力吸盘需分别采用2个独立的气路进行控制,并且磁力吸盘采用触摸屏技术来实现触摸屏控制,点触摸屏磁力吸盘按钮就可以选用磁力吸盘,操作方便快捷。
为确保落料后的工序件能码放整齐,设计了落料专用码放架(见图5),落料专用码放架采用T形槽设计,方便调整长宽方向实现柔性生产。使用落料专用码放架可避免落料码放错位导致真空吸盘漏真空,保证工序件顺利抓取。
3 视觉对中系统设计
张仲平太会煽情了,居然把曾真说得双眼噙满泪花。不过,他说的倒也是真话,家庭破裂,妻离子散,左达被赌博害惨了。


4 模具感应检测设计
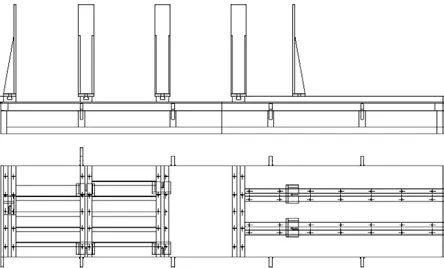
线尾采用2组皮带机进行传输,线尾皮带机为伸缩式结构(见图9),生产工序3工序件时皮带可伸至第4台压力机中,取消了工序3的空工位设计,不仅节省了空工位支架的制作费用和车间的使用场地,而且降低了模具切换时员工的劳动强度、缩短了模具切换时间及降低了后续空工位的维护费用。2组皮带传输的优点是机器人两侧都可以下料,员工两边下料装框互不干涉,确保下料人员装框安全、下料流畅并确保工序件不被碰伤。
5 线尾输送装框系统设计
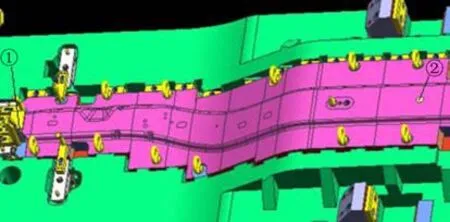
厚板结构件大部分为窄长的U形梁件,如皮卡纵梁成形需5道工序:落料冲孔、预成形、成形、整形、侧切口,落料冲孔在手动线生产,后4道工序在厚板冲压自动生产线生产,由于零件前端与后端腹面高度差178 mm,预成形模放料后(落料冲孔的坯料为平板料)待成形零件前段大部分处于悬空,在重力作用下易导致尾部翘曲,由于生产过程中的振动,零件感应检测不稳定。采用前端使用放料开关①+底部感应开关②的设计(见图8),同时底部检测器的额定感应距离适当加大,检测器型号为Bi8-M18-AP6X-H1141,以确保放料感应器检测稳定。外形定位依然保留,起到导向作用,保证放料顺利以减少生产停线损失。
视觉对中系统主要包括相机、照明系统、计算机(安装了视觉软件)、I/O模板、通讯模块、图像处理系统、以太网交换机等。板料通过皮带机及涂油机后,其位置会发生改变,每次停在对中皮带机上的位置不一样,如果不进行校正,板料就不能准确地放入模具,甚至导致模具损坏,因此在机器人抓取之前必须进行板料位置的检测校正。板料到达对中台停止位后,PLC通过现场总线向视觉系统发送触发信号,视觉系统拍摄并进行图像处理,计算板料的坐标信息(横坐标、纵坐标、偏转角度)。板料坐标信息通过以太网接口传输给机器人,机器人根据板料位置信息与保存在系统里的位置信息进行比对,为了确保位置信息精确,落料件采用封闭式落料端作为信息采集,图6所示的纵梁落料件采取左端的边线进行比对,使误差影响降至最低,第一台压力机上料机器人自动调整位置去抓取板料,确保将板料准确地放入模具中(见图7),提高生产效率。
零件成形后搬运到质量检测平台(见图10)进行在线检查,质量检测平台配备足够的照明灯以确保能发现缩颈、开裂、压印、毛刺等缺陷,无质量问题后再由装框人员分检装框。发现质量问题可以在质检台上按急停按钮终止生产,急停与压力机互锁,以保证零件成形质量。
房产税是否应计公摊面积存两难。调研中,不少专家都提到,未来房产税的收缴标准是否应该考虑公摊面积面临两难:一方面,由于板楼、塔楼、别墅等各类建筑公摊面积差别极大,从0%至55%不等,一刀切地以建筑面积为单位收取有失公平;另一方面,如以套内面积为标准收取房产税,开发商可能故意“纸面做高”公摊面积,帮助购房者“合理”避税。

6 结束语
厚板冲压自动生产线的开发及运用不只是体现冲压工艺的技术发展,也体现设备、电子技术以及计算机技术方面的发展,使自动化冲压生产线不再局限于车身件的生产。该自动化生产线以其高效率、高精度、全自动化及安全化的优点降低了企业生产成本,在汽车销售价格逐年下降的趋势下提升了企业的市场竞争力。
[1]陈 英.工业机器人在冲压自动化生产线中的应用分析[J].自动化与仪器仪表,2016(10):73-76.
[2]陈武明.冲压自动生产线线首单元掉料问题的分析与解决[J].装备制造技术,2016(7):212-214.
[3]张乂文,尚 校.自动化冲压线板料智能视觉对中系统的控制研究[J].汽车工业研究,2016(4):49-54.
[4]覃智广,陈洪容,代艳霞.冲压速度对车身钢板U型弯曲回弹的影响[J].锻压技术,2018(10):72-75.
