汽车梁类件侧面反弧及整体扭曲的改善方案
2022-04-27应文杰何方可
0 引 言
梁类件是汽车车身的关键零件,也是承受载荷最多的部件,在汽车底盘系统中发挥重要作用,其外观、尺寸精度要求高,并且影响整车的强度及驾驶性能。为保证汽车安全性和驾驶性能,对梁类件强度要求较高,通常采用屈服强度为490~980 MPa的高强钢材料成形,导致梁类件回弹及扭曲严重,如采取热成形工艺将增加制件的开发成本,因此针对梁类件成形工艺及抑制回弹方法进行研究。
同样黑客作为一类在计算机网络方面具有较高水平的人,他们更加擅长利用各种计算机漏洞进行行动,依靠他们自身高超的技术知识通过计算机非法攻击其他用户的计算机,并给计算机系统造成严重危害,甚至导致计算机瘫痪,还有的黑客会凭借自己的技术非法窃取各种重要信息和书籍,盗取他人隐私,严重危害了计算机用户们的财产安全和个人隐私。
VL 3 DUO 通过TrackMotion自动化系统与另一台模块化立式滚齿机VL 4 H 进行联机,组建了一条可用于变速器齿轮加工的自动化生产线。
1 控制梁类件侧壁回弹的传统工艺方案
为了减少梁类件成形产生的回弹量,传统工艺采用整体拉深成形,在制作工艺补充面时拉深深度保持一致(即压料面与梁类件顶面尽量一致),现介绍3种传统工艺方案:方案一尽量以梁类件的法兰面为压料面(两侧压料面尽量平缓),如图1所示;方案二法兰处下台阶做压料面,如图2所示;方案三在方案一基础上,两侧压料面各增加一条凸筋,并将分模线外移,如图3所示。


梁类件侧壁较长,如采用以上3种传统成形工艺,靠近压料面处侧壁回弹大。由于大部分梁类件截面宽度不一致,导致成形过程中材料流动量不一致,成形后制件产生扭曲。材料流动量大的位置因为凹模
角和板料长时间接触,产生材料硬化,导致回弹量更大,影响成形制件的外观及尺寸精度。针对以上3种方案,在AutoForm R6中进行了分析对比,结果如图4~图6所示,3种方案对制件的改善效果逐步递增,但是均不是很明显。


2 梁类件优化成形方案介绍及应用
2.1 传统成形方案的问题分析及解决方法
造成传统梁类件成形侧壁回弹、反弧及整体制件扭曲的原因如下。
(2)侧壁反弧:在成形过程中,经过上模凸
角的材料发生了成形硬化,并且随着拉深深度的加深,硬化程度不断加大,最终产生回弹不断加大、形状成弧度的现象,如图7所示。影响反弧的原因:①拔模角越小,反弧越大;②拉深深度越深,反弧越大;③凹模
角越小,反弧越大;④压料力越大,凹
角硬化越集中,反弧越大;⑤材料越厚,反弧越大;⑥材料抗拉强度越大,反弧越大。
(1)侧壁回弹:①侧壁深度深,部分材料变形后残余应力较大,产生回弹;②因制件造型限制,采取拉深成形工艺时依靠外侧进料,通过
角的材料已经开始硬化,随着拉深深度加深,硬化越严重,材料内部应力不均匀导致回弹。

(3)整体扭曲:①由于制件截面深度不一致,成形后侧壁回弹量不一致引起整体扭曲;②成形轮廓不是一条直线,成形过程中材料流动量不均匀而产生扭曲。
反弧形成过程如图8所示,在拉深过程中,
段坯料在模具作用下拉深成
,
+
=
,
段材料有一部分来自
变薄加长,有一部分来自压料区的进料,进料部分称为冲击线区域,这是产生反弧的关键区域。
2.2 新方案工艺分析
综上所述,针对回弹、反弧及扭曲的控制方案如下:①针对制件回弹,根据侧壁回弹量乘以回弹系数,按照实际回弹量乘以1.5倍系数进行补偿;②针对制件反弧及整体扭曲,在压料面加浮动凸筋,上模行程到底后待侧壁回弹量接近一致时,再根据回弹量对侧壁回弹进行补偿。

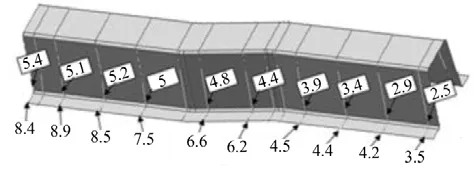
利用AutoForm R6软件对优化方案进行CAE分析验证,结果如图10所示,优化方案改善了制件的回弹、反弧及扭曲情况,且回弹量变化较均匀。

2.3 优化方案CAE分析及现场验证结果
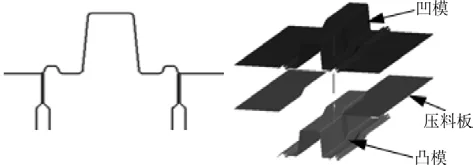
针对回弹、反弧等产生的原理,制定新的工艺方案,如图9所示,在压料面增加2条凸筋,凸筋成形前压边圈保持托料状态并与凹模压紧,凹模向下运动,凸模运动至凸筋位置时,凸筋开始接触板料直至成形结束,压力机滑块开启,凹模打开,整个工作过程结束。
外界环境的稳定情况直接影响着测量精度和数据的可靠性。因此,在实际测量过程中,应尽可能控制好外界条件,避免外界干扰,建议采取的措施有:(1)避开卫星周期性的误差影响,选取信号强的时间段进行测量;(2)选取适宜的天气进行测量,降低气候变化、温差变化、大风大雨等天气对测量的影响;(3)使用稳定性强的电源进行设备供电,同时配备备用电源,谨防电源电压不稳对测量精度产生不必要的影响。

为了验证加凸筋的效果,在1副模具左右两侧采用不同工艺,现场生产制件,如图11所示。制件左边没有凸筋成形,侧面反弧与回弹严重;右边设有凸筋成形,侧面回弹与反弧面小,说明凸筋对制件反弧及扭曲回弹改善有效。
2011年,我踏上了至今仍令很多人生畏的一片土地—— 伊拉克。我将面临什么?去之前没想太多。对于一名共产党员来说,服从组织安排、迎接艰苦任务,到业务、安全、环境乃至一切都处于未知的地方去闯出中国人的能源市场,是让我痴迷的挑战。

3 结束语
使用传统工艺方案成形汽车梁类件,经CAE验证侧壁都有不同程度的反弧及整体扭曲。采用优化工艺方案,根据理论分析并实际生产验证,减少了制件回弹量、反弧及扭曲,成形制件的拉伤也有所有改善,同时缩短现场模具调试周期,提高了生产效率。
[1]单体坤,张卫刚.TRIP钢薄板冲压的回弹研究[J].塑性工程学报,2008,15(4):19-23.
[2]罗云华,王 磊.高强钢板冲压回弹影响因素研究[J].锻压技术,2009,34(1):23-26.
[3]何方可,孙东胜,张旭光.某车型翼子板前保险杠处拉深成形起皱开裂解决方案[J].模具工业,2017,43(5):29-31,38.
[4]韩 俊,林 刚,詹 捷,等.汽车高强板A柱回弹控制及工艺优化[C]//第五届中国CAE工程分析技术年会论文集,2009:173-178.
