基于遗传算法的锂离子电池自动化生产线空托盘调度优化
2022-04-26吕强何文刚王颖超
吕强,何文刚,王颖超
(天津力神电池股份有限公司,天津 300384)
随着科学技术的不断发展与应用,人们在日常生活中的各个方面都依托于计算机技术和互联网的支撑,智能手机与电脑等设备的拥有量持续上涨。近年来,新能源汽车顺应可持续发展的能源环保时代趋势而兴起,越来越多的制造业生产增多了对锂电池的需求。我国占据世界锂电池生产制造的最大市场,是锂离子电池生产与出口的最主要主体,为了减少人力成本的开销,提高锂电池生产的质量和效率,越来越多的锂离子电池生产厂商开始将自动化生产线应用于锂离子电池的生产过程中,托盘是锂离子电池生产线中进行出入库装卸货物的重要载体[1],因此,其托盘的调度与整个生产线的生产效率具有紧密的联系,托盘具有数量多,流通量大的特点,又因其传输距离的优越性而在生产线中发挥重要的作用。由于锂离子电池的生产工艺具有一定的复杂性,尽管我国已大量应用自动化生产线,使生产质量的稳定性得到了有效的保证[2],但我国生产锂电池的成本要高于美国等发达国家。目前国内各设备的自动化水平仍有较大的进步空间,因此本文聚焦于解决实际的空托盘调度问题,为保证自动化生产线上对托盘的需求,利用遗传算法对空托盘的调度问题提出了优化方法,为生产厂商解决锂离子电池的自动化生产线空托盘调度问题提供了重要的参考依据,对我国锂离子电池的自动化生产线的发展与完善具有重要的意义。
1 基于遗传算法的锂离子电池自动化生产线空托盘调度优化
1.1 静置架货位分配与托盘布局
在锂离子电池自动化生产线的空托盘调度中,首先需要对放入静置架上的托盘进行合理布局,目前自动化生产线中的静置架货位分配是基于随机环境下进行的,这种方法出现了大量托盘分配不均的情况[3],若托盘过于集中则会出现电池升温慢的现象,过于分散则增加有轨制导车辆(Rail Guided vehicle,RGV)小车的作业时间,因此需要解决货物失衡放置的情况。本文研究的锂离子电池的自动化生产线中,静置架的货架布局为通道式,托盘在自动化立体库中流动的线路为I型,托盘在入库和出库两端进行分别作业,通过RGV小车轨道分别隔开每两排货架,将静置架通过列和层分隔成多个小格,对每小格按照顺序进行编号,设置每格放置1个电池托盘。考虑到电池生产线的高温静置环节所需要的静置时间较长,环境温度较高,且电池具有不同的种类和重量,因此,在静置架的货位分配中,将较重的托盘放在静置架下部,较轻的托盘放在静置架上部,并将货物的横轴中心靠近静置架长轴中心线上,保持静置架的受力均匀,同时使电池分散放置。在货位分配中,本文运用多种群遗传算法,建立货位分配目标函数,以目标函数的适应度,衡量染色体进化程度,适应度越高,越接近问题的最优解[4]。本文以静置架横纵轴的等效重心最小和货物相对集中度较小为目标函数,其适应度函数为:
(1)
式(1)中,f=γ1×f1+γ2×f2,γ1和γ2为本文双目标函数赋予的权重,f为目标函数中的约束条件。在利用多种群算法进行求解释,搜索一系列的可行解,协同进化多个染色体子群,随机生成10个种群规模为100的初始种群,将编码生成的100个染色体进行遗传操作,利用部分映射交叉法,通过序列优化[5],利用染色体基因决定货物分配货位,完成静置架货位分配。
1.2 RGV输送联合调度堆垛机
堆垛机和RGV输送中会出现堆垛机和RGV作业效率不匹配的问题,因此要将堆垛机和RGV的作业流程进行整合,实现堆垛机和RGV的联合调度。RGV输送中影响效率的主要问题就是运行冲突,为了缓解电池在输送线可能存在的积压情况,在连接处的出入库缓冲区增加3个出入库缓存台,缓解输送线压力,堆垛机在作业中只能单次进行出入库作业,堆垛机从缓冲区取走货物再将货物运送至指定货位,堆垛机的运送路径和工作时间都是固定值,影响堆垛机效率。本文根据实际需求,运用复合式的作业形式,组合出入库作业,在堆垛机完成入库指令后不再等待新的指令或做过多停留。堆垛机在完成出入库任务后会停在相应停靠点,生产线的生产量任务过多则会影响下次作业的堆垛机行走距离和时间,因此在堆垛机停靠点的设置上,重新规定停留点,在完成作业后将堆垛机停靠在出入库的缓冲区[6]。对联合调度作业中的RGV输送和堆垛机出入库缓冲状态序列进行定义,出入库缓冲台状态序列为:
(2)
式(2)中,HD为出库序列,HL为入库序列,i为堆垛机编码,当HDi和HLi的值都为1时,堆垛机继续作业会产生电池堆积情况,因此需要建立等待状态标志,具体为:
(3)
式(3)中,DDJi为堆垛机等待状态序列,RGVi为RGV小车等待状态序列,空托盘由堆垛机从立体库出库,再通过码分机拆分空托盘组,利用叉车将电池放到空托盘中,组成电池实托盘,等待RGV输送实托盘。根据堆垛机编号对应的作业顺序和RGV对应作业顺序实现生产线上主要设备的联合调度。
1.3 建立锂离子电池自动化生产线运行模型
本文通过Flexsim仿真软件建立直观的三维仿真图形,仿真锂离子电池自动化生产线的运行。文中研究的某锂离子电池生产厂商的自动化生产线测试段包括立体库和输送线等,完成锂电池的组盘、分容和拣选作业。经过组盘作业后,实托盘进入常温库进行静置,待静置完成后输送到各分检处的指定工位,完成实托盘电池分拣工作[7],并对空托盘进行判断,选择空托盘是否通过输送线组盘,或返回立体库。加工完成后的锂电池利用机械手抓取,并将其放进相同规格电池的托盘中,放入容量测试柜测试。在生产工位设置缓存区后,当空托盘到达某一指定位置,可根据感应器判断进入的缓存区位置,结合该生产线的实际运行情况,根据生产线作业流程,合理简化建立模型,电池静置化成自动化生产概念模型如图1所示。
由图1可知,模型中所需要的实体将在仿真实体库中放到对应位置,通过模型中的设备之间的关系,确定生产实体之间的逻辑关系,进行端口连接。锂电池生产对环境具有较高的要求,在化成完成后,分拣处的空托盘需要进行组盘作业,组盘后的实托盘将继续进行拆盘作业,因此空托盘的合理调度十分重要,需要进行调度的优化。
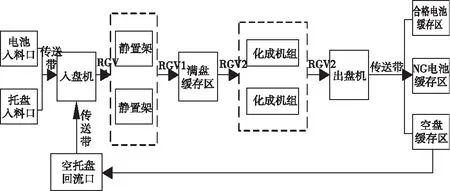
图1 电池静置化成自动化生产概念模型
1.4 基于遗传算法的空托盘调度优化
本文的空托盘优化调度方法,建立在既有输送系统的基础上,基于动态缓存控制空托盘出入库次数,并根据整个锂电池生产线的设备运行情况,进行动态的实时空托盘调度。设置空托盘缓存区,增加缓存工位,在输送阻塞的情况下,空托盘缓存数量过多,本文调度优化可不经过立体库存储,使空托盘在阻塞时直接进入组盘工位进行组盘工作。建立空托盘调度优化的数学模型[8],模型中假设托盘在输送过程中出现的偏移等情况的影响较小,不进行相关参数设置,不合格的电池产品的剔除操作对机械手分拣的影响为0,同时,对前后工作周期的影响忽略不计。在自动化生产线的初始状态下,设置空托盘的缓存数量在输送系统中已达Qk个,拣选工位保持作业运行状态,组盘工位同时进行作业,在本次工作周期内,以拣选和组盘速率划分作业时间段,其堆垛机对空托盘最少作业的次数为:
(4)
该式是以堆垛机对空托盘的搬运次数最少的目标函数,式(4)中的xiaD为拣选a处产生的第i个托盘,D为立体库,xiDe为出库的第j个托盘进入输送系统。
∑th=T
(5)
式(5)中,T为本次工作周期时间,th为拣选速率恒大于小于或等于组盘速率的时间长度,拣选时间和组盘时间在一个周期时间内。利用遗传算法对模型求解,将问题的解进行编码,利用染色体表示一种调度方法,并利用Matlab实现该算法,得到调度的最优方案。
2 实验论证分析
2.1 实验准备与参数设置
本文利用遗传算法,针对锂离子电池自动化生产线空托盘调度优化展开研究。为验证本文方法的有效性,利用Flexsim专业仿真工具搭建锂离子电池自动化生产线,模拟空托盘调度情况,以三维显示功能展示现场生产线,分析调度优化方法的可行性。本文以某锂离子电池生产厂商N1线化成段和后段生产线上的某一天的投产数据作为仿真参数,加工电池入库顺序及参数如表1 所示。

表1 加工电池入库顺序及参数
由表1 可知本文仿真实验的生产线投产数据,化生段生产线的主要设备包括静置架,规模为10层8列2排,化成机每4库位1台,其它设备及相关参数设置如表2所示。
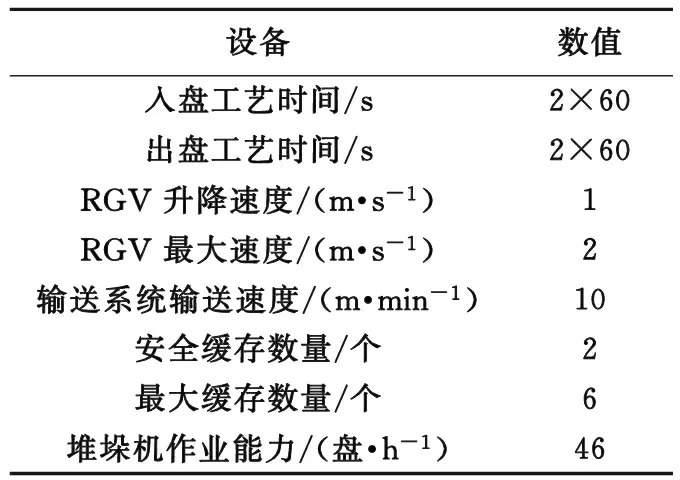
表2 其它设备相关参数设置
由表2可知,本文生产线的其它设备参数,在本文仿真的生产作业周期中,分别设置2个拣选和组盘工位,共生产2种规格电池,堆垛机2台。
在实验仿真运行前按照工艺时间和顺序对每个实体设置参数,化成段自动化有两个发生器,分别为电池和空托盘。两个发生器分别用不同流动实体代替,根据本文遗传算法得到每个电池在静置架存放的货位,下架时间以及化成加工对应的编号,将确定的静置架货位和化成机设备编号写入空托盘发生器的对应标签中,使对应电池按序放在对应设备中。这里将同批电池的到达时间设为相同时间,根据生产厂商的实际生产需求设置传送带长度和速度。合成器用于装盘作业,将一定数量电汇和托盘组成临时整体,根据本文工厂的生产规格,将36个电池和1个托盘组装。设置分解器工艺时间,分离托盘与电池,暂存区根据实际出入库台模拟设置最大容量,静置架的每个货格只容纳1个电池托盘,将静置架存货方式改为读取实体标签。化成机作为资源分配的载体,在资源调度中,将每个电池的化成加工时间写入全局表中。堆垛机进行货物的出入库装卸作业,设置堆垛机加减速度以及装卸时间,将仿真实验中的所有实体参数设置完毕后,设置运行速度开始运行。
2.2 仿真实验优化结果与分析
通过本文仿真软件工具所提供的报告以及统计功能模块,得到仿真试验中各实体的运行效率的统计数据,包括化成段生产线作业完成电池加工所需的时间,电池在静置架的停留时间,化成机的利用率,以及堆垛机的有效作业率。本文以优化前的仿真结果和优化后的仿真结果进行对比,静置架和化成机优化前后相关仿真数据如图2所示。
由图2可知,电池在静置架上的停留时间和化成机利用情况,图(a)中的静置架平均停留时间经本文优化调度后的时间比优化前的时间具有明显的减少,说明电池加工的时间变快,加工效率得到了有效的提高。在图(b)的化成机使用情况中,调度优化后的化成机运行时间得到了有效地提升,闲置时间得到了一定程度上的减少。从仿真软件工具中得出的数据可以直接得到化成段的总体完工时间以及化成机利用率,其化成机负载的均衡状态由下式得出:
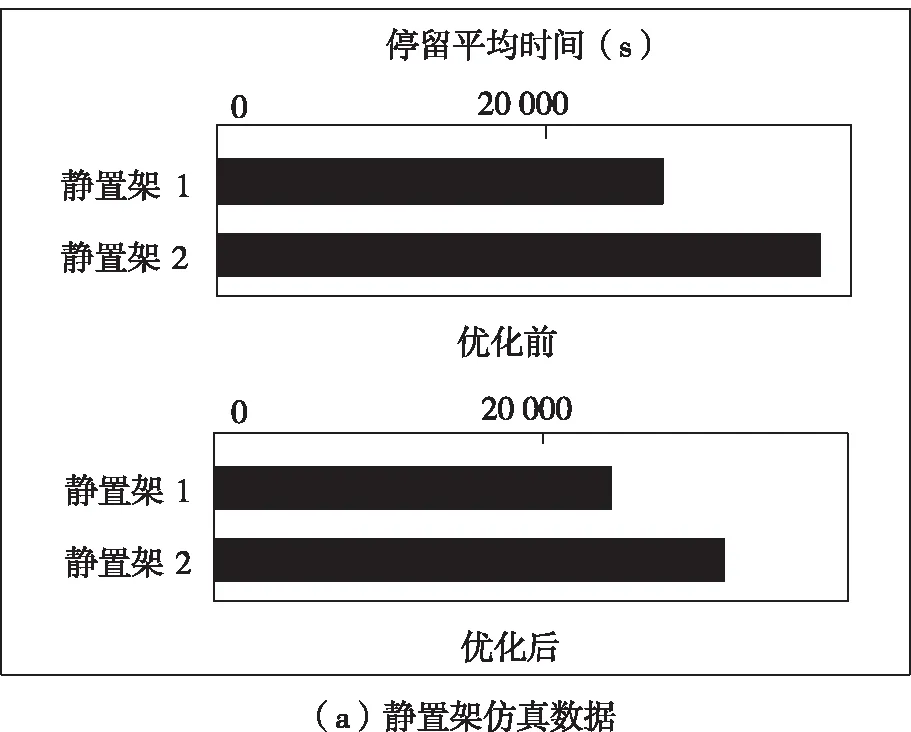
图2 静置架和化成机优化前后相关仿真数据
(6)


表3 优化前后结果分析
由表3可知,在整个生产线生产的总时长中,优化后比优化前所需要的时长少2 455 s,优化后电池在静置架上停留的最长时间比优化前少3 161 s,其化成机利用率差异小0.528%,说明优化后的生产线设备的负载均衡率更好,本文在化成段的调度在实际生产线中是有效的。在后段生产线中,对堆垛机的作业次数及有效作业率进行统计并分析,堆垛机作业次数及有效作业率如表4所示。
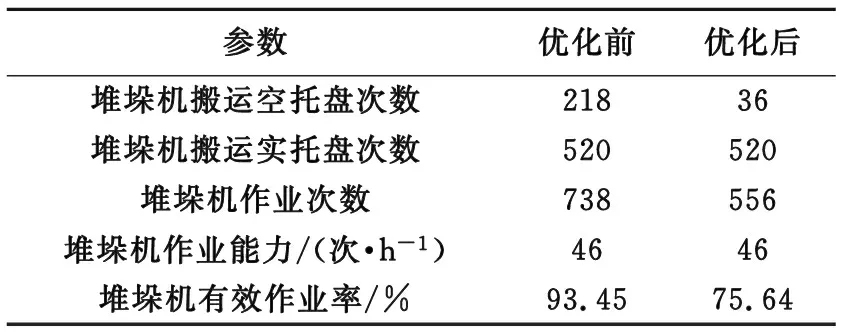
表4 堆垛机作业次数及有效作业率
由表4 可知,在堆垛机作业周期的8小时内,堆垛机在优化前对空托盘的出入库搬运次数是218次,在优化后是36次,经过本文调度优化后减少了182次,堆垛机的有效作用率在优化前为93.45%,根据欧洲机械FEM标准,优化前的堆垛机有效作用率超出了90%的规范要求,不能满足生产要求。经过本文方法优化后,堆垛机的有效作用率降低为75.64%,有效降低了17.81%,符合生产厂商的生产标准与要求,证明本文方法具有可行性。
3 结语
本文通过静置架货位分配与托盘布局,通过RGV输送联合调度堆垛机,建立锂离子电池自动化生产线模型,基于遗传算法实现对空托盘调度优化,取得了一定的研究成果。同时,由于时间和条件的限制,本文研究还存在着诸多不足有待于在今后的研究中深入探讨,如未涉及对于空托盘调度优化的可视化管理,对作业传输中的阻塞问题的研究还不够深入,未来还应关注托盘使用周期及相关价值,对实际生产线中存在的不确定因素进行分析,使锂离子电池自动化生产线的作业效率得到进一步提升,空托盘的调度效果更加显著。
