五效降膜蒸发和微波真空干燥技术在酒精废液处理中的应用*
2022-04-25张国玉
陈 龙,张国玉,柴 娟,徐 皓*
(1.新疆冠农果茸股份有限公司,新疆 库尔勒 841000;2.新疆冠农检测科技有限公司;3.新疆石河子职业技术学院)
酒精废液中含有丰富的色素、果胶、甘油等有机质,此类废水COD(化学需氧量)高达7万~10万mg/L,且呈酸性色度高。废液含固体物约10%,若不经过处理直接排放会严重污染水质与环境,使土壤酸化板结,造成环境污染。目前国内酒精废液经浓缩、干燥可以生产优质有机肥,其作为基肥或追肥返施于农田中,除了提高农产品的单产和品质以外,还有助于保持地力和改良土壤作用,在建设可持续发展循环经济体系中具有巨大的潜力[1]。但传统浓缩和干燥工艺存在能源消耗高、空气污染等问题,废液无法妥善处理是当前制糖和发酵行业面临的一个严峻的问题,因此对酒精废液进行处理,合理循环利用是十分必要的。
1 五效降膜蒸发和微波真空干燥技术介绍
1.1 五效降膜蒸发
五效降膜蒸发是由加热器、分离器、冷凝器、凝水罐等组成的液体浓缩系统,料液自加热室上部分布器的分布,呈膜状向下流动,加热汽化的汁汽与液相进入分离室,汽液经充分分离,汁汽进入下一效或进入冷凝器冷凝,液相则由分离器下部的转移泵送至下一效加热器或排出系统。其结构紧凑,布局合理,蒸发量大,具有生产效率高、适用于高粘度和热敏性的物料。温州某公司自主研发的三效降膜蒸发器已成功应用于葡萄糖浆、麦芽糖浆、酒精糟滤液等食品蒸发浓缩工艺中,并在味精、酒精、鱼粉等行业的废液处理中得到应用[2]。
1.2 微波真空干燥
微波真空干燥把低温微波干燥和负压真空两项技术结合起来,充分发挥了微波干燥和负压真空的优点,在真空环境下,水或溶剂分子的传热相对比较容易,因而大大缩短了干燥时间,提高了生产效率[3]。杨伟红[4]研究中采用四效蒸发浓缩,再通过管道输送到干燥塔进行喷雾干燥。但喷雾干燥燃料消耗大,需要消耗原煤,应寻求一种清洁能源,减少一次能源消耗。孙宁[5]认为,传统的干燥工艺操作时间长,温度高,使得产品中的有效成分回收率不高。而微波真空干燥有别于传统的干燥工艺,是一种快速、有效的干燥水分的方法,它有利于节省生产时间、提高效率。所以采用微波真空干燥工艺,不仅解决酒精废液处理难题的同时,还避免了传统喷雾干燥需要消耗大量煤炭污染环境的问题,进而降低了企业的生产成本,为企业带来更大的经济效益。
2 五效降膜蒸发工作原理
效体数量的多少要看蒸发物料的属性,对于沸点升高速度快的物料采用二效或者三效,而沸点升高较慢的物料,则需要采取四效到六效之间[6]。考虑酒精废液浓缩后期,沸点升高速度较慢,本方案选择五效降膜蒸发系统作为浓缩装置。
原料从缓冲罐由泵送至五效加热器顶部的进料布膜装置,原料依次经五效加热器、五效分离器、四效加热器、四效分离器、三效加热器、三效分离器、二效加热器、二效分离器、一效加热器和一效分离器的加热与分离,浓缩液由一效分离器下部出料家输出,在后效分离器下部输出口与前效加热器顶部的进料口之间均设置有加压泵;分离器上设置有除沫器、压力感应器、温度感应器;各效除沫器均位于各效分离器的上部,在一效分离器上还设置有液位感应器,在一效分离器下部输出口与浓缩液出口之间设置有锤度检测仪器和浓缩液输出泵,其一效液位感应器与浓缩液输出泵彼此相关联,保证系统稳定运行。
加热蒸汽流向与浓缩物料流向为逆流操作,即一次蒸汽以及蒸发汁汽先后通过一效加热器、一效分离器、二效加热器、二效分离器、三效加热器、三效分离器、四效加热器、四效分离器、五效加热器、五效分离器,最终进入五效分离器的冷凝装置,真空冷凝后排出不凝气体和冷凝液体,此过程中蒸汽与浓缩物料的流向相反。工艺流程如图1。在此过程中,五效降膜蒸发浓缩系统可对由一效加热器1和一效分离器2蒸发浓缩分离后输出的废液去向加以控制,当浓缩液浓度满足设定值时,开启五效降膜蒸发浓缩系统与下一工序之间的管路,关闭加热器1和分离器2输出端与缓冲储罐的之间的管路,浓缩液输送至下一工序;当浓缩液浓度不满足设定值时,关闭五效降膜蒸发浓缩系统与下一工序之间的管路,开启一效加热器1和一效分离器2输出端与缓冲储罐的之间管路,浓缩液输送回缓冲储罐继续蒸发浓缩。
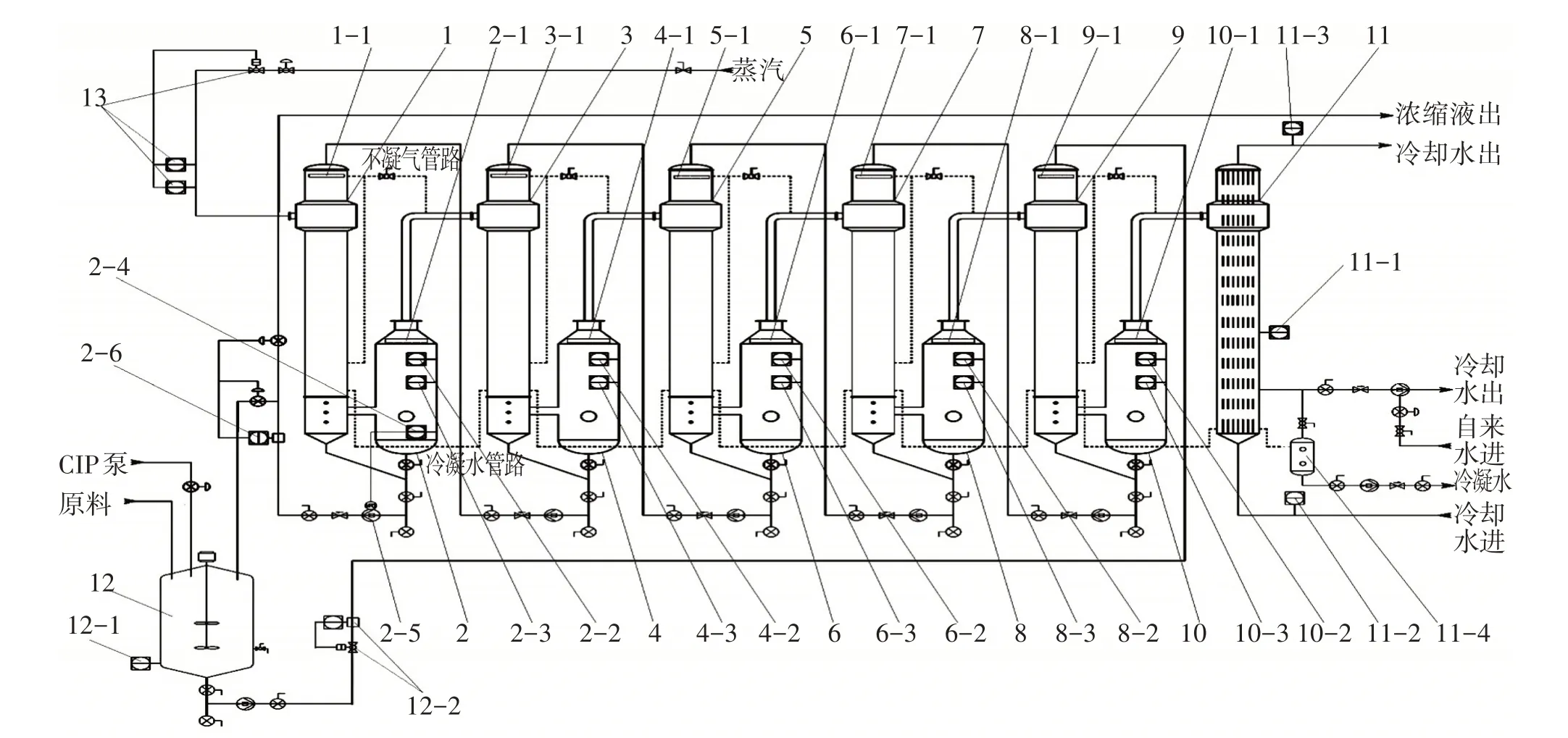
图1 五效降膜蒸发工艺流程
3 五效降膜蒸发和微波真空干燥技术在酒精废液处理中的应用
酒精废液经五效降膜蒸发、薄膜浓缩及微波真空干燥处理,通过粉碎制成黄腐酸干粉,后经称重、包装成为有机肥原料,其具体处理步骤见图2:

图2 酒精废液处理流程
3.1 五效降膜蒸发浓缩处理酒精废液
先将锤度为7~120Bx的酒精废液泵送至五效加热器顶部的进料布膜装置,系统通入0.3 MPa生蒸汽,循环冷却水量为500~750 t/h,进水温度32 ℃,出水温度40 ℃。废液与蒸汽呈逆流操作,经五效降膜蒸发的废液锤度不断提高,当一效加热器底部锤度仪表检测浓缩液浓度达到600Bx的工艺要求,浓缩液经泵排至微波真空干燥系统,反之则进入一缓冲储罐继续蒸发浓缩。蒸汽经过每效加热室壳程后,其温度和压力不断降低,通过冷凝器冷凝后,其中不凝气由真空机组抽取排出系统,冷凝液经汽水分离排出系统。五效降膜蒸发过程中废液呈膜状形态流动,进一步提高蒸发浓缩系统的传热系数,降低蒸汽的使用量,其蒸汽耗量可达到蒸发每吨水≤200 kg,进行系统优化后可降低至蒸发每吨水≤180 kg。
3.2 薄膜浓缩及微波真空干燥处理酒精废液
将锤度为60°Bx酒精废液泵送至中空螺旋薄膜浓缩器,经浓缩至锤度为80°Bx以上,此时由于废液锤度高,流动性降低。由浆料泵送至密闭的干燥机,须经布料器均匀分布在运动皮带上,皮带上的酒精废液借助微波发生器产生的能量使其中的水分蒸发,蒸发过程处于30~50 ℃的环境下,同时利用真空泵将干燥机内部降为负压环境,有利于废液中水分蒸发,还可将蒸发出水蒸气抽出干燥机,最终物料水分含量降至6%以内,经出料口送至两级粉碎机,通过两次粉碎后制成黄腐酸干粉,再经称重、包装成为有机肥原料,其工艺流程如图3。
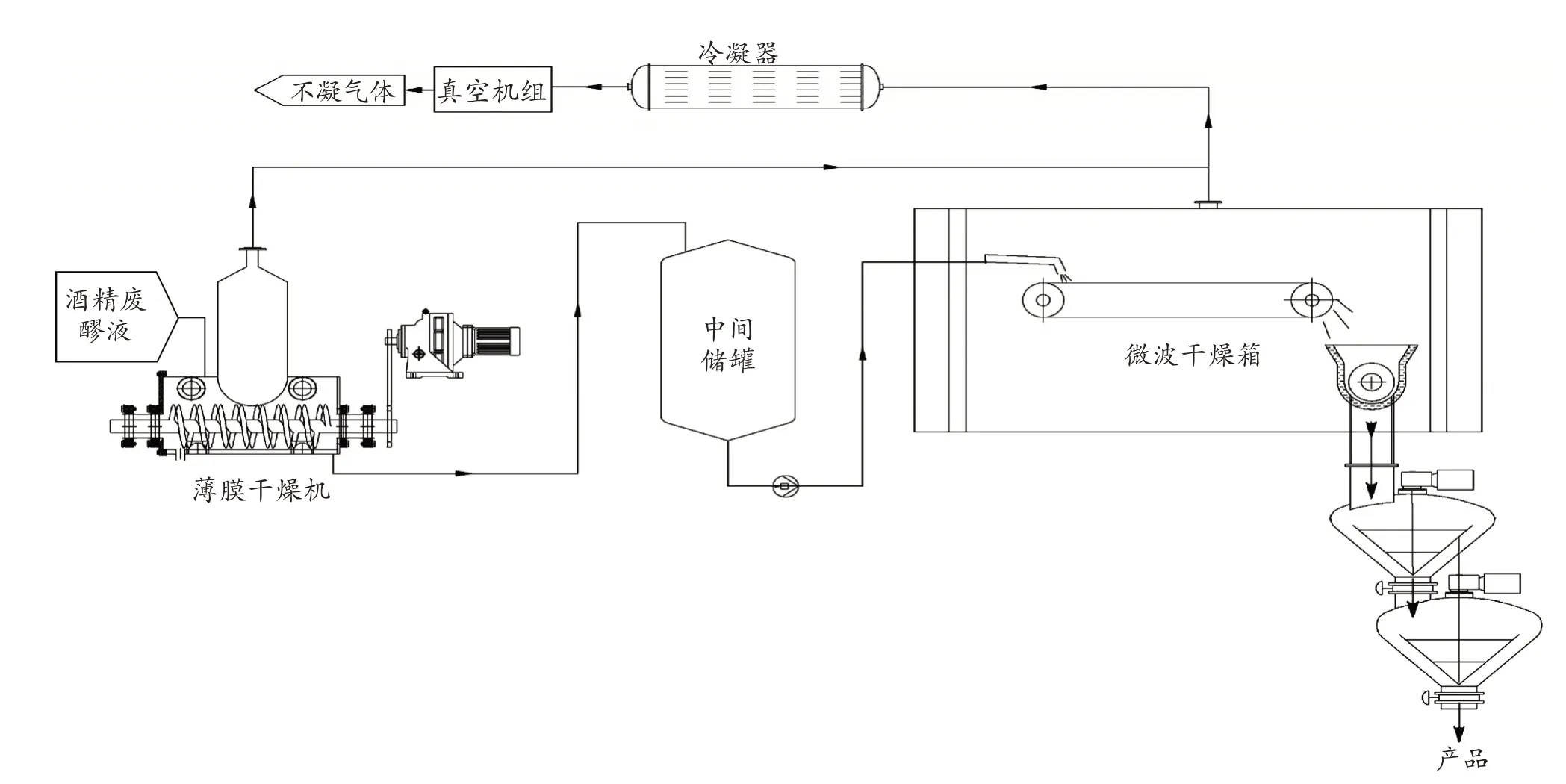
图3 薄膜浓缩和微波真空干燥工艺流程
干燥前物料采用中空螺旋薄膜浓缩,主要考虑此时物料粘度较大,普通降膜蒸发工艺无法满足生产要求,而薄膜浓缩系统安装有强制搅拌和出料装置,可以避免物料堵塞现象。由于真空干燥技术,可实现低温、负压条件蒸发水分,保证物料不经历高温而糊化,其中的多数组分不被破坏,使得黄腐酸中的有效成分被全部保留下来,产品中营养成分丰富。
4 结论
经五效降膜蒸发后,酒精废液中80%的水分被去除,再通过中空螺旋薄膜浓缩,水分被进一步去除,在30~50 ℃、真空条件下,经微波干燥,得到含水率为4%~6%的黄腐酸颗粒,粉碎、包装后成为有机肥料。处理1 t酒精废液消耗0.2 t蒸汽,电力消耗350 kW·h,循环冷却水量为150~300 t/h。与传统的酒精废液处理方式相比,本方案不仅保留废液中大部分有机质营养成分,而且产品生产消耗更低,同时也解决了环境污染的问题。
5 前景与分析
五效降膜蒸发与微波真空干燥的处理方式,使糖蜜制酒精后产生的酒精废液得到有效处理,不仅解决污水排放使土壤酸化板结造成的污染问题,还构建起生产中可再生资源的循环利用通道,达到资源的高效利用,为制糖和发酵行业污染治理方面开辟了一条新道路,有效降低企业生产成本,提升产品附加值,增强企业核心竞争力。
