粗盐水管线堵塞原因分析及处理办法
2022-04-22姚德营凌冰清赵晨阳
姚德营,凌冰清,赵晨阳
(1.连云港碱业有限公司,江苏 连云港 222042;2.江苏省特种设备安全监督检验研究院连云港分院,江苏 连云港 222000)
氨碱法生产纯碱工艺精盐水制备过程中,避免水回收系统因碳酸钙结疤导致固体盐倒流堵塞管线,避免压滤清液杂质结疤堵塞管线,确保粗盐水制备回收水系统稳定运行,不仅能够降低管线清理疏通和更换的人力、物力、财力,同时能够保证精盐水质量。
1 粗盐水制备系统流程简介
卤水化盐制备精盐水是本公司降低吨碱成本的重要举措之一。目前公司化盐制备粗盐水主要使用管输卤水、汽运卤水、压滤回水、复用水和清水,在生产系统稳定运行且汽运卤水采购量充足的情况下,能够实现全卤水化盐。在粗盐水制备工序中,来自卤水换热器加热后的卤水、槽罐车卸下的卤水、制钙工序的钙盐水、压滤岗位来的回水在回收池混合后,通过液下泵(通过液位开关实现泵的自动开停)将回收水(主要成分为低浓度卤水)通过DN100管线分三根DN80管线送至装有固体颗粒盐的A、B、C三个化盐桶,与化盐桶内固体盐逆流接触溶解成饱和粗盐水,随后自流到粗盐水储槽供下道工序制备使用。
2 堵塞管线的原因分析
2.1 止回阀阀板不回位导致固体盐倒流堵塞管线
2.2 压滤清液杂质结疤堵塞管线
为降低生产成本,本公司利用压滤机和离心机对盐水精制澄清桶的排泥进行压滤处理,回收其中的盐分。目前,压滤后的清液在40 000~58 000 m3/月,清液自流至回收池与卤水混合后,通过液下泵输送至化盐桶化盐。清液TCl浓度在90~100 tt,折算为原盐,月回清液可节约生产成本100余万元。在实际生产过程中,压滤清液中会含有少量的盐泥(主要成分CaCO3),盐泥会不断吸附在管线内壁并逐渐形成碳酸钙结疤,进而堵塞回收池至化盐桶管线,液下回收泵内部也会吸附碳酸钙而结疤。回收系统运行约两年时间,管线必须更换,每次更换费用在20万元左右,同时,为保证化盐系统的稳定运行,液下回收泵平均每年需拆装清理内部结疤4次。
3 化盐系统改造
3.1 制作安装防倒流装置
防倒流装置由DN50×DN25×40的同心大小头异径管、两片法兰、一节DN80短管焊接而成,装置焊接在DN80的输水管线内部,同心大小头异径管与 DN80管线同心。
防倒流装置安装后,在止回阀因结疤失灵无法完全回位导致固体盐回流到此处时,因为固体盐流动性弱,盐一部分将堵在大小头外壁空腔中,在大小头异径管内部,大头截面积是小头截面积的4倍,另一部分盐会迅速堵塞在大小头异径管小头前部,使得固体盐不能从小头进入大头继续倒流。只要泵再运转起来,回收水浓度低,就能将稀松的固体盐融化,管线变得畅通。
改造后,三个分管管线总有效面积变为原来的3/4(约70%),管线阻力增大,泵扬程(H=20 m)降低,但因化盐桶输水管线入口与泵出口高度差约2 m,扬程能够满足生产需求。同时,液下泵出口母管为DN100,分3根DN80管线进入三个化盐桶,改造后的流量不变,分管有效面积减小,流速增大,改造还有利于泵向其最佳特性曲线靠拢。
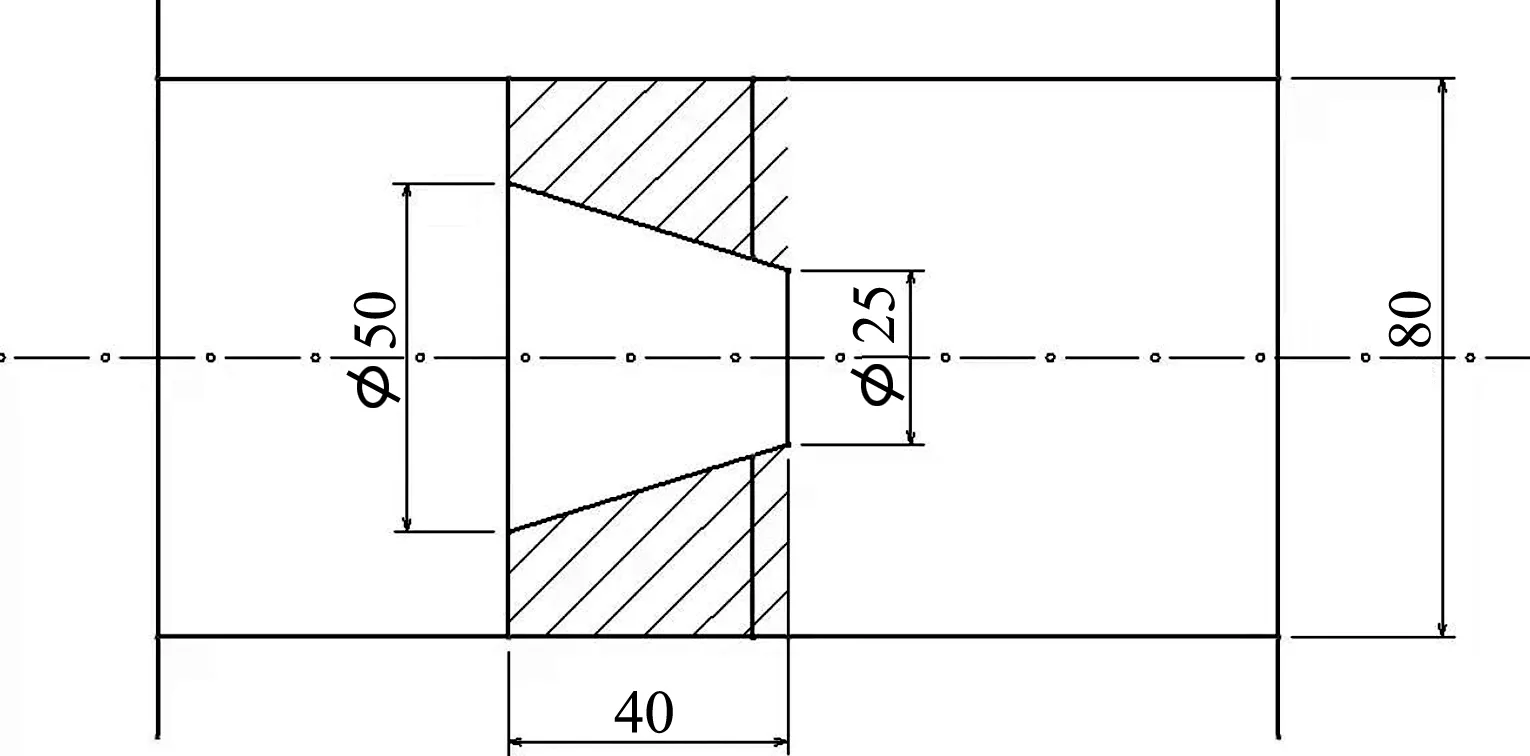
图1 防倒流装置图
3.2 安装热水管线装置
热水管线(DN30)采用碳钢材质,竖直焊接在液下回收泵出口至防倒流装置之间、且靠近防逆流装置的DN80管线上,管线内热水为重碱车间换热器换热后的复用水,温度50~70 ℃,压力约0.3 MPa。
当液下泵重新开启运行时,防倒流装置至化盐桶之间管线处于因原盐倒流堵塞状态。泵开启后,热水进入管线与回收水(低浓度卤水30 ℃左右)混合,混合水温度40℃左右,冲洗溶解堵塞盐块,能够快速溶解固体盐疏通管线。
3.3 盐泥压滤系统改造
压滤清液由之前自流至回收池,改为自流至1#配碱槽,清液中杂质自然沉降后,通过压滤清液管道泵直接送至化盐桶。
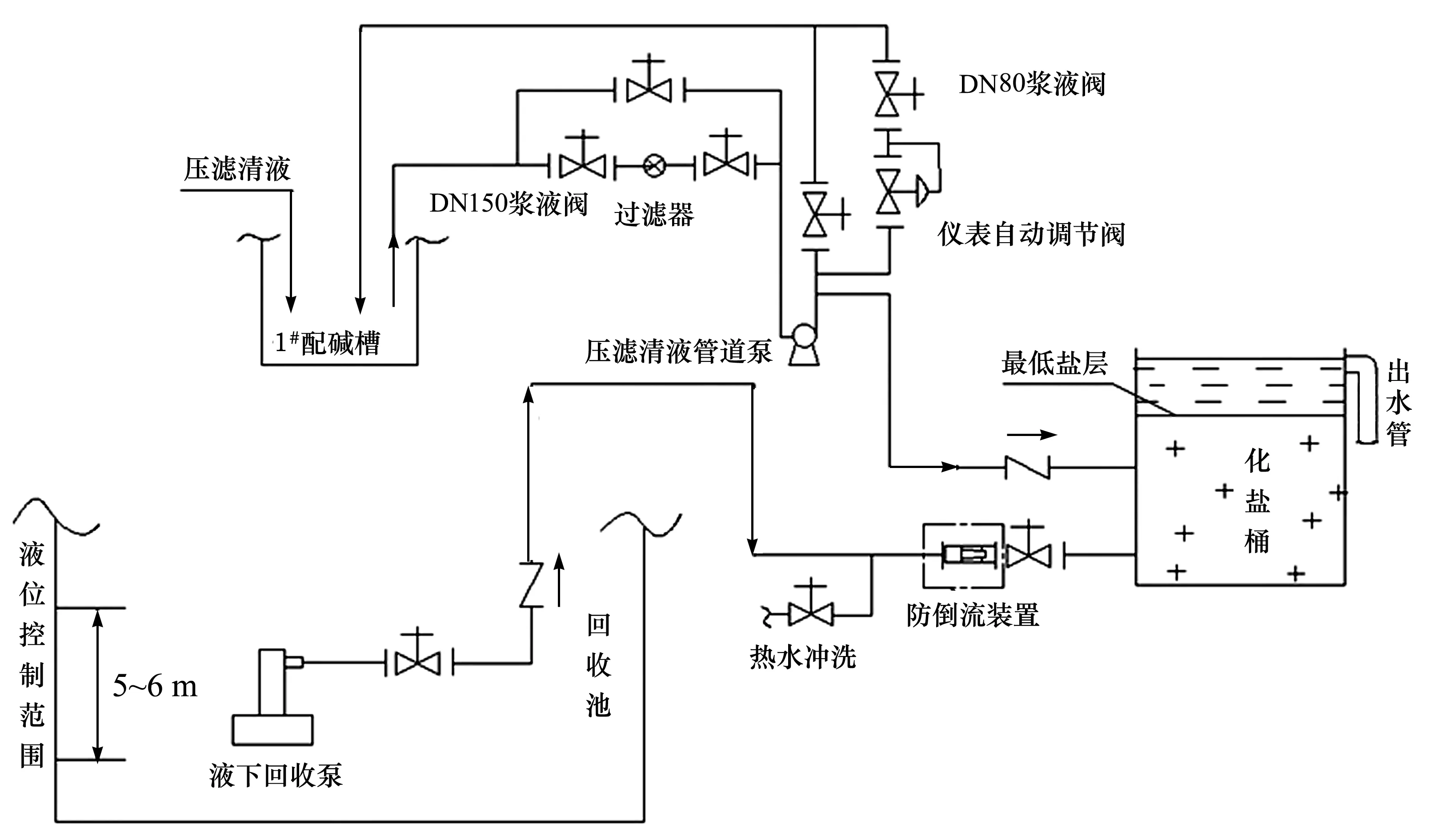
图2 改造后工艺流程图
原回水输送管线不再因压滤回水含杂质结疤堵塞,压滤清液管道泵叶轮和除硝盐水泵叶轮不需要专门拆装泵清理,压滤清液管道泵叶轮不存在气蚀现象,液下回水泵出口管线不再因压滤回水含杂质结疤堵塞。
4 结 论
1)安装防倒流装置并加装热水冲洗装置,阻止了固体盐倒流,避免了出口止回阀阀板销轴处结疤堵塞管线。
2)回收水系统线路改造,进一步优化液下泵的特性曲线。在一次止回阀故障期间,短节代替止回阀,泵偶有倒转现象,但倒转速度慢,未对泵的组件造成损伤,因此,在一定程度上可以取消止回阀。
3)盐泥压滤系统改造,彻底解决了盐泥压滤清液杂质结疤对系统管线造成的影响。改造后液下回水泵出口管线不需要2年更换一次,周期可以延长至10年,平均每年可以节约更换管线费用10万元。
