客车板管材加工设备的关键性能指标研究
2022-04-22张喆勾立国
张喆 勾立国


摘 要:根据国家标准对客车板管材加工设备关键性能指标进行计算,为企业提升生产效率提供定量化数据,为客车板管材加工设备智能化提升打基础。
关键词:客车;关键性能指标;板管材加工;智能制造
Abstract:Calculate the key performance indicators of Bus Plate and Tube Processing Equipment according to national standards,provide quantitative data for enterprises to improve production efficiency,and lay the foundation for the intelligent upgrade of passenger car sheet pipe processing equipment.
Keywords:bus;KPI;plate and tube;Processing equipment;intelligent manufacturing
1 研究背景
为响应国家“智能制造2025”,紧跟“两化融合”工作的开展,深入学习实践“智能工厂、数字化车间”的相关标准。根据国家标准《自动化系统与集成制造运行管理的关键性能指标第2部分:定义和描述》对客车板管材加工设备的关键性能指标进行研究。
客车板管材加工设备的水平是影响整车质量的关键因素之一[1]。由于我国客车行业发展较晚,在客车制造装备的发展、创新和研究上与国外相比还存在明显的差距。但在国家“智能制造2025”政策的鼓励与推动下,这些参数、关键性能指标是工业大数据的核心和灵魂,可以直观地体现设备性能。通过对关键性能指标,如设备综合效率等评价指标的研究,可以提升生产设备效率管理水平和缩小整个行业的差距,从而采取相应措施来促进制造生产过程的优化和改善,提高制造企业的经济效益。本次研究提供定量化数据作为指导依据,为企业智能化提升打好基础。
2 场景模型(激光板材+激光管材)
在《智能制造系统架构》范围内,建立设备工作场景模型,即激光板材切割机和激光切管机,结合国家标准《自动化系统与集成制造运行管理的关键性能指标第2部分:定义和描述》,进行实际测量及计算,形成量化指标。[2]
场景分为板材加工类激光板材切割机以及管材加工类激光切管机。
板材加工类激光板材切割机主要由床身、激光发生器与外光路系統、控制系统、配气系统、除尘系统、自动润滑系统、防护系统及相关软件系统等组成。[3]
主要用于碳素钢(冷轧板、热轧板、镀锌板)0.8~20m、铝板1~4mm切断加工。
工艺流程如下:
(1)使用可视排版软件对需要加工零件进行排版或通过远程离线编程及UBS接口输入数据。
(2)上料台车从外侧人工上料位运送需要切割材料至自动上料位,自动上料系统的吸盘吸取单片的板料,将板料送至激光切割机的交换工作台上,由激光交换工作台自行送入激光切割位。
(3)激光切割机根据板厚自动调节切割参数,激光切割头自动开始切割,直至切割完成。
(4)激光交换工作台把已经切割完成的板材自动送回到非切割区;自动下料系统把完成切割的板材运送到下料台车上,当完成设置的数量之后,下料台车自动移动到人工下料位,通过叉车运至分拣位置。
(5)进行人工分拣成品、下脚料、废料。
管材加工类激光切管机主要由上料系统、激光切割机床身、激光发生器与切割头、控制系统、配气系统、除尘系统、自动润滑系统、防护系统及相关软件系统等组成。[5]
主要用于矩形管的下料切割及打孔。矩形管20*20~100*100mm,壁厚1.0~5.0mm;长度为6米,电泳孔直径8、12mm,位置不定。型材材质:20#、Q345、Q700、12Cr17Ni7、06Cr19Ni10。小规格材料(例如20*30*1.5方管)弹性变形较大,部分型材端头有毛刺,毛刺余高<2mm。型材经过酸洗磷化处理,且表面带有少量防锈油,可能有Ф10或Ф12不确定位置的电泳孔。管材为焊管(中间有焊线),内腔焊缝有余高1~2mm。切断件长度范围:10~2500mm。
工艺流程:
(1)调出离线编程数据或进行现场编程。
(2)根据屏幕显示的数量及规格,通过行车起吊将管材放在自动上料架上,然后自动输送到主机的送料装置,通过后部定位推动,管材进入加工位置,主夹头将管材自动夹紧。
(3)激光切割头进行切断割孔等作业。
(4)成品自动落至料架上,料渣和废料通过翻转门落到废料箱。
3 数据定义
根据《自动化系统与集成制造运行管理的关键性能指
标第2部分:定义和描述》,设备综合效率指标是对制造业中加工设备有效性效率的评价指标,如表1所示。[4]
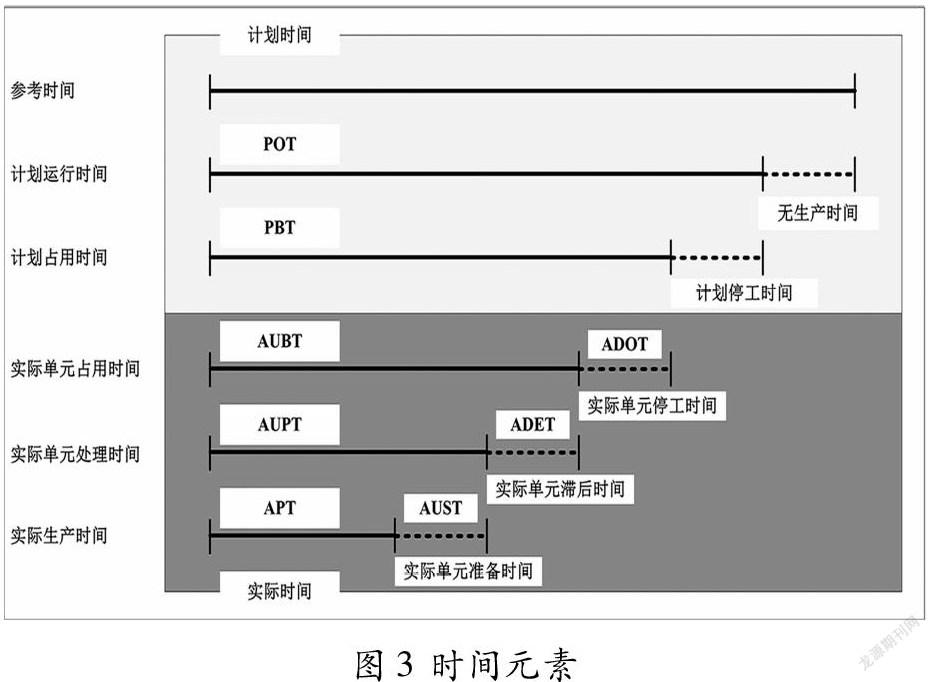
设备综合效率指标的定义和计算与设备生产时间密切相关,分析设备综合效率指标首先要明确影响该指标的时间因素。影响时间因素有设备损坏停工时间、设备速度损失时间和设备返工浪费时间。可用率是实际生产时间与计划生产时间的百分比,反映了设备的启动时间。设备性能效率是设备的净生产时间与实际生产时间的比值,反映了设备运行情况。质量指数为产品的合格品率,即设备实际生产的合格品数量与产品总数量的比值。除此之外还需对KPI时间元素进行定义,如图3所示:
例如,实际人员工作时间(APWT)是一个员工执行生产订单所需的时间。其他时间元素如实际单元处理时间(AUPT)、实际单元占用时间(AUBT)、实际人员出勤时间(APAT)等等。
4 实验数据及结论
根据数据定义,对原材料、成品信息等进行记录,分别得到激光板材切割机及激光切管机的下料记录,表2分别用3次加工的数据为例。
对数据记录整理分析并计算,分别得到激光切管机及激光板材切割机的指标见表3。
结语
通过对加工设备的时间利用情况、性能工作状况以及产品的质量情况进行分析和计算,全面量化表现出设备时间利用、产品质量等生产情况,找出工序中的瓶颈,设备生产效率的损失,从而改善和优化设备生产情况以及企业的生产制造过程,提高有效产能,进而提高生产力、效益和竞争力。关键性能指标是评价设备生产效率的有效分析方法,从数据要素、时间要素和数量要素出发,给出量化数据,规范了企业生产流程和过程评价。对设备综合效率指标进行深入分析计算,也同时验证了关键性能指标的分析方法的有效性和实用性。
在今后智能制造领域,在国家标准与设备运行理论指导下可以将信息化与设备情况结合,以数据指标形式展现出来,从而给企业直观的问题解答方案。
参考文献:
[1]华镕.制造智能中的两个重要指标——整体设备效能和关键性能指标[J].自动化博览,2013,30(02):44-46.
[2]朱理.制造企业关键性能指标评价及其应用研究.浙江大学博士学位论文,2014:42-43.
[3]张喆,张剡,谢毅.客车板管材下料设备问题及改进[J].客车技术与研究,2020,42(05):43-45.
[4]苏宏业,黎晓东,卢山,邵寒山,王海丹,王越,金晓明,周德营,张泉灵,马龙华.自动化系统与集成 制造运行管理的关键性能指标 第2部分:定义和描述.GB/T34044.2-2017.
[5]贾小平.管材激光切割在全承载客车上的应用[J].汽车工艺与材料,2016(10):7-9.
作者简介:张喆(1990— ),男,回族,天津人,硕士,工程师,研究方向:汽车工业。
