不同竹刨花形态对竹质定向刨花板的物理力学性能影响∗
2022-04-20严玉涛魏任重
李 榕 于 娜 严玉涛 魏任重
(1. 南京林业大学家居与工业设计学院,江苏 南京 210037; 2. 浙江农林大学化学与材料工程学院,浙江杭州 311300; 3. 千年舟新材科技集团股份有限公司,浙江 杭州 311112)
定向刨花板(Oriented Strand Board,OSB)是由规定形状和厚度的木质大片刨花施胶后经定向铺装、热压制成的多层结构板,是建筑工程的主要材料之一[1-3]。我国木材资源紧缺,OSB原材主要依赖于进口,因此积极寻求替代材料对我国OSB的生产极具价值[4-8]。竹质定向刨花板(Bamboo Oriented Strand Board,BOSB)是采用竹质刨花制成的多层结构板,可替代木质OSB应用于建筑、装潢及车船制造业等,甚至其性能更为优越[9-10]。竹材资源是我国的优势资源,无论是我国的竹子种类,还是竹林面积和蓄积量均居世界第一,开发利用好竹材资源不仅能创造更高的经济价值,而且能缓和木材供需矛盾[11-15]。
竹刨花是BOSB最基本的形态单元,同时也是最基本的受力单元[16-17]。在普通刨花板中,刨花进行层叠后的胶合面积与其胶合强度是板材物理力学性能的决定性因素[18-22]。当刨花产生拉应力时,其断裂既不是全部发生在刨花本身,也不全是因为刨花之间胶层所产生的剪应力而遭到破坏,则可认为刨花的形态是适宜的。王永波等[23]研究了刨花形态对竹材自生胶合刨花板性能的影响,研究发现,在制备板材时主要选择4~16 目的刨花,同时添加少量16 目以上的碎刨花,可有效提升板材的物理力学性能。Kim等[24]针对刨花形态对木塑复合材料(WPC)性能的影响开展研究,发现WPC的力学性能与木材颗粒尺寸和木材颗粒的特性有关。郑超等[25]对不同形态刨花制备的麦秸板进行分析,研究表明:长料刨花所压制的板材性能变化幅度较短料大,将长刨花作为表层原料可提高板材的抗弯强度和抗弯弹性模量,将短刨花作为芯层原料则可提高其内结合强度和尺寸稳定性。陈德优[26]研究了刨花长度和麻片比例对水泥刨花板性能的影响,研究发现,刨花的形态对于板材弹性模量的影响更大,刨花越短,麻片越少,水泥刨花板的内接合强度性能越好。
本研究采用3 种不同形态的竹刨花及其不同刨花形态组合制备BOSB,分析探讨竹刨花形态对板材性能的影响,为BOSB的原料制备及其选取提供参考。
1 材料与方法
1.1 材料
采伐竹龄为4年的安吉毛竹(Phyllostachys edulis),含水率为35%,将其制成厚度为1 mm,宽度为10 mm、长度分别为30~50、200 mm的竹刨花,同时将竹碎刨花进行收集。
将规格为200 mm ×10 mm×1 mm的竹刨花记为A型刨花,规格为(30~50)mm ×10 mm×1 mm的竹刨花记为B型刨花,将细碎刨花(4目及以下)记为C型刨花。分别采用A型刨花、B型刨花、C型刨花、A/C(质量比2∶1)组合刨花、B/C(质量比2∶1)组合刨花制备竹质定向刨花板,每组压制3块。
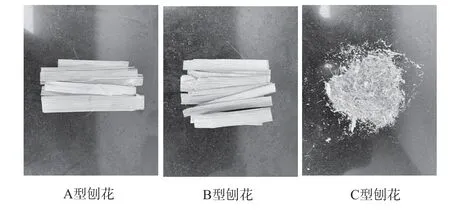
图1 毛竹原料Fig. 1 Moso bamboo materials
胶黏剂采用酚醛树脂胶黏剂(北京太尔化工有限公司),pH值为10.17,黏度为37 mPa·s ,固体含量为47.78%,比重为1.143,游离醛为0.15%。
1.2 设备
数字显示天平(TXB6201L),山东融港信息科技有限公司;数字化游标卡尺(CD67-S15PM),上海首丰精密仪器有限公司;拌胶机(MS1H1-55B30CB-A331Z),临沂兴滕机械有限公司;50t热压机(XLB-Y600),青岛汇才机械制造有限公司;电子水分测定仪(岛津MOC-120H),山东融港信息科技有限公司;电子万能力学试验机(QNZ-YQ-A42),深圳三思纵横科技股份有限公司。
1.3 竹质定向刨花板制备
1)竹刨花含水率测定:将刨花放入烘箱进行干燥处理,使其含水率低于10%。干燥结束后将竹刨花取样5 组,放置于电子水分测定仪中进行含水率测定,取平均值,结果如表1 所示。

表1 竹刨花含水率测定Tab.1 Determination of moisture content of bamboo oriented strand board
施胶后的含水率W(%)计算公式:

式中:W1为施胶前原料含水率,以9.54%计;P为施胶量,%;K为胶液浓度,本试验胶液浓度为47%。
本试验要求W不超过15%,稳定在8%~14%之间。经计算当P=9.54%时,W=9.68%,即施胶后的竹刨花含水率满足试验条件要求。
2) 预处理阶段:采用滚筒拌胶机对竹刨花进行拌胶,酚醛树脂胶黏剂的添加量为刨花总质量(绝干质量)的12%,时间为15 min;拌胶结束后,将刨花定向铺装于模具(300 mm ×300 mm×13 mm)中。
3) 热压阶段:此时板坯的含水率为9.54%,通过手工进行定向铺装,将细刨花置于表层,同时辅助填充大刨花的空隙处。铺装完毕后放入热压机,通过多段曲线热压(加压—保压—卸压),热压压力为6 MPa,热压温度为150 ℃,热压时间为15 min,主要工艺流程如图2所示。

图2 竹质定向刨花板工艺流程图Fig.2 Process flow chart of bamboo oriented strand board
1.4 力学性能测试
按照LY/T1580—2010《定向刨花板》测试竹质定向刨花板的静曲强度、弹性模量、吸水厚度膨胀率和密度等物理力学性能。
2 结果与分析
2.1 密度
制得的竹质定向刨花板物理力学性能如表2所示。

表2 不同刨花形态的竹质定向刨花板物理力学性能Tab.2 Physical and mechanical properties of bamboo oriented strand board with different strand board morphology
BOSB的密度主要取决于刨花自身密度和结合致密度,由图3可以看出,不同的刨花形态对板材的密度具有一定影响。刨花形态尺寸越大,其密度越小(A型大刨花压制的BOSB密度为0.75 g/cm3);反之,则越大(C型细刨花压制的BOSB密度为0.98 g/cm3);而A/C、B/C组合型刨花制成的BOSB(密度分别为0.78、0.87 g/cm3),由于C型细碎刨花的填充,有效地减少了刨花之间的空隙,因而其致密性较A型、B型刨花板材有所提高。
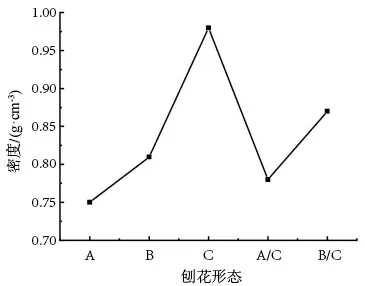
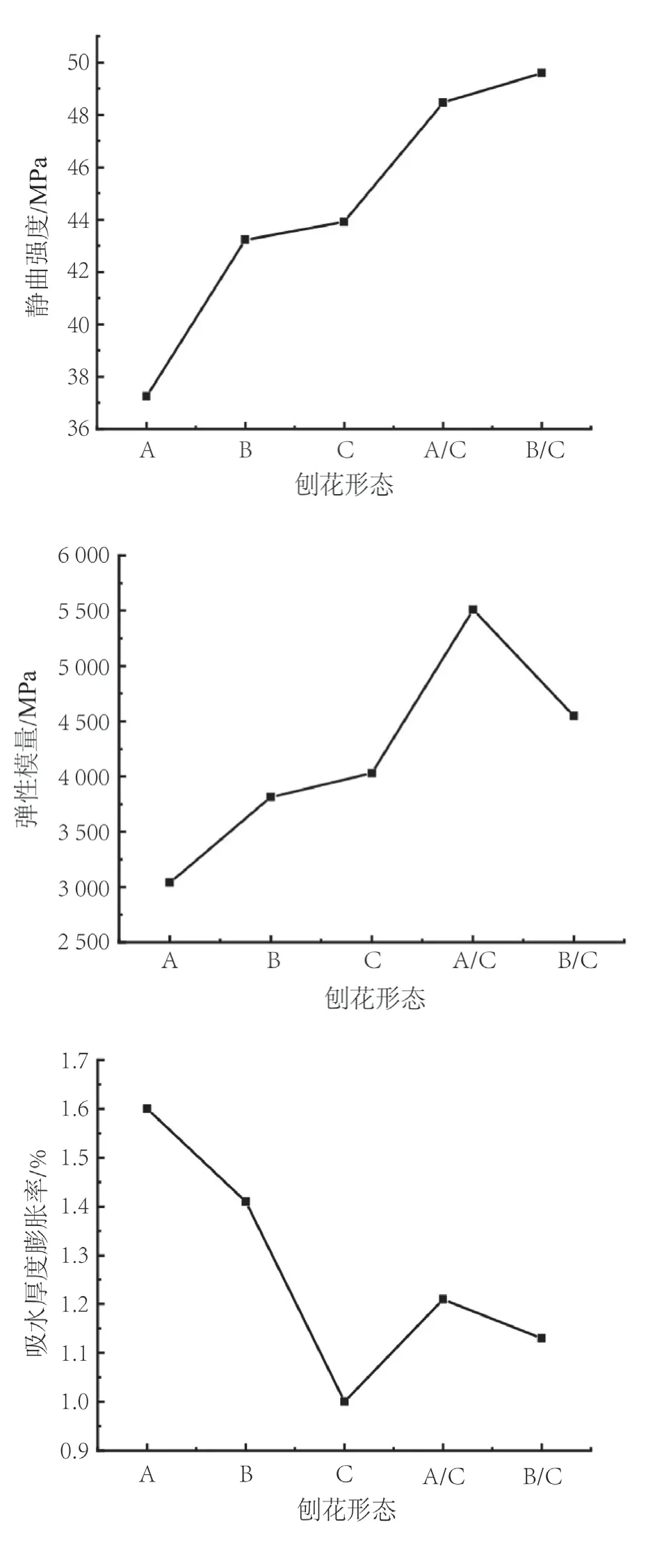
图3 竹质定向刨花板物理力学性能测试结果Fig. 3 Test results of physical and mechanical properties of bamboo oriented strand board
2.2 静曲强度
不同刨花形态制成的BOSB静曲强度如图3所示。由图可知,B/C型刨花制成的BOSB静曲强度为最优,可达49.60 MPa,而A型刨花的BOSB最差,为37.26 MPa;两种不同形态刨花组合A/C、B/C制成的板材静曲强度较好,分别达到了48.47、49.60 MPa,趋于稳定。
由表2可以看出,刨花的尺寸与形态对板材的静曲强度具有显著影响,静曲强度从大到小的次序为:B/C>A/C>C>B>A。A型刨花在5组刨花中形态最大,在铺装过程中刨花与刨花之间容易产生空隙,导致其刨花的有效接触面积为最小。相比而言,B型刨花尺寸较小,其有效胶合面积较A型刨花增大,但仍然无法避免出现空隙。C型刨花为竹碎刨花,尺寸最小,故其有效胶合面积为最大,但同时由于刨花较为细碎,刨花与刨花之间的物理交联结合较差。A/C、B/C中均采用了C型细刨花作为辅助填充,减少了刨花之间产生的空隙,其有效胶合面积较A型、B型刨花增加。从静曲强度来看,A/C、B/C组合型刨花最适合用于制备BOSB。
2.3 弹性模量
不同刨花形态制成的BOSB弹性模量如图3所示。其中A/C型刨花组合制成的BOSB弹性模量最佳,弹性模量从大到小为:A/C(5 508 MPa)>B/C(4 548 MPa)>C(4 029 MPa)>B(3 812 MPa)>A(3 039 MPa)。
弹性模量取决于刨花之间结合的紧密程度和可压缩性,由于A型刨花尺寸最大,因此刨花与刨花之间易出现空隙,产生“搭桥”现象,故制成的BOSB弹性模量最小,B型亦是如此。C型细碎刨花由于其形态尺寸小,受力充分,因此板材具有较优的弹性模量。对于组合型刨花A/C和B/C而言,A、B型刨花充分发挥了刨花的韧性,而C型刨花的填充增大了刨花与刨花之间的有效胶合面积,避免了大刨花之间“搭桥”现象的产生,因此板材的弹性模量较佳。
2.4 吸水厚度膨胀率
吸水厚度膨胀率主要取决于刨花的结合情况,其中与化学结合关系最大。由表2数据和图3可知,A型刨花制备的BOSB吸水厚度膨胀率最高,C型刨花制备的板材为最低。
由图3所示可以看出,吸水厚度膨胀率由低到高的顺序为:C(1.00%)<B/C(1.13%)<A/C(1.21%)<B(1.41%)<A(1.60%)。刨花形态尺寸越大,则刨花与刨花之间易形成“搭桥”现象,从而在板材内部产生大量的空隙,刨花之间的交织力对内结合强度的作用力也越大。试验发现,刨花形态尺寸越大,浸泡后产生的形变就越大。A型刨花制备的BOSB经过24 h浸泡后,甚至发生了解体;而形态尺寸较小的C型刨花在浸泡后的厚度膨胀率为1%,显示出较好的尺寸稳定性。因此,制备BOSB,除了有良好的胶合性能,形态尺寸较小的刨花自身所具备的纤维尺寸稳定性也很重要。
3 结论
本研究采用3 种不同形态的竹刨花及其不同刨花形态组合制备竹质定向刨花板,探讨竹刨花形态对BOSB性能的影响,得出以下结论:
1)B/C组合型竹刨花制备的BOSB静曲强度最高,而A/C组合型竹刨花制备的BOSB弹性模量为最佳,单一由C型竹刨花制备的BOSB吸水厚度膨胀率最小;
2)竹刨花形态对BOSB的各项物理力学性能有显著影响,尺寸较大的竹刨花因其本身具有良好的抗弯强度和塑性,制备BOSB时能有效提升板材强度,但刨花之间会因“搭桥”产生空隙;
3)尺寸小、较为细碎的刨花具有良好的流动性,有效胶合面积较大,因此制得的BOSB稳定性好,但韧性较差;
4) 制备BOSB,将形态尺寸较小的刨花作为辅助填充物添加,能够改善单一使用大刨花或小刨花时出现的力学性能不足,最佳比例的确定仍有待进一步研究。