基于激光冲击强化的某型航空发动机风扇机匣壳体裂纹修复技术研究
2022-04-15张科夫吴学岗滕江龙贻鑫
张科夫 吴学岗 滕江 龙贻鑫
摘要:为解决某型航空发动机风扇机匣壳体焊缝热影响区裂纹故障,采用激光冲击强化技术对机匣壳体焊缝部位及热影响区进行处理,以提高材料疲劳强度。以焊缝残余应力场和激光冲击残余应力场耦合规律分析为基础,优化功率密度、强化次数和冲击路径等强化参数,研究强化后的微观组织特征和力学性能,试验表明壳体热影响区材料的抗疲劳性能得到显著提高。采用该工艺修复的风扇机匣随航空发动机进行600h长期试车考核,通过了项目鉴定。
关键词:航空发动机;风扇机匣;裂纹;热影响区;激光冲击强化;残余应力;疲劳
Keywords: aero-engine;fan casing;crack;heat affected zone;laser shock peening;residual stress;fatigue
0 引言
高推重比先进航空发动机向轻量化和整体化发展,风扇机匣普遍采用钛合金薄壁焊接结构(见图1)。由于焊接过程存在热影响,薄壁壳体焊缝区和热影响区组织和应力不匹配[1,2],存在疲劳薄弱环节[3],且航空发动机服役环境恶劣,极易在气流、机械激励和声波激励等耦合作用下发生高频疲劳裂纹、断裂[4,5]故障(见图2),已成为我国航空发动机“软骨病”的主要表现之一[6]。航空发动机零部件的疲劳裂纹、断裂故障会给飞行安全带来严重的隐患[7]。据统计,某型航空发动机多批次风扇机匣壳体焊缝在使用过程中发生多起疲劳裂纹故障[8],需要采用新的处理方法提高薄壁壳体焊缝热影响区疲劳性能,解决壳体裂纹故障。
激光冲击强化技术是提高航空发动机零部件振动疲劳性能的重要手段[9]。该技术的基本原理是利用短脉宽(ns量级)、高功率(>1GW/cm2)激光诱导等离子体高压冲击波(>1GPa)产生力学效应,引起金属材料超高应变率(>106/s)塑性变形,形成梯度残余压应力和梯度微观组织变化,从而提高材料疲劳性能 [10-12]。美国将其应用于航空发动机压气机叶片、机匣等部件的强化[13,14],列为第四代战机航空发动机的76项关键技术之一(见图3)[15]。
1 风扇机匣壳体裂纹氩弧焊补焊修复后残余应力场分布
氩弧焊工艺焊接过程中产生大量的热量,使得焊缝区材料融化后重凝,热影响区存在明显的受热范围,并使焊缝背面产生一定的凸起。焊接过程中的热影响导致材料表面及深度方向引入高额的残余拉应力,因此必须测量焊接后风扇机匣壳体残余拉应力分布。根据焊接结构的对称性,工艺机匣表面从焊缝中心(0位置处)向一边每隔1mm定义一个点。在样件深度方向逐层电解抛光后进行测量,直到残余拉应力基本不变(见图4、图5)。

图4为单面/双面焊缝表面残余应力场分布,取焊缝中心为0位置处,0~2mm范围内为焊缝区,2~6mm为热影响区,其他为基体区。从图中可以看出,单面焊和双面焊样品均在焊缝外2~6mm范围内引入了残余拉应力,单面焊样品焊缝区中心引入了109.09~152.71MPa的残余压应力,随着距离焊缝中心距离的增大,残余压应力逐渐转变为残余拉应力,热影响区引入了61.26~184.06MPa的残余拉应力;双面焊样品焊缝区引入了496.46~538.46MPa的残余拉应力,热影响区引入了91.87~529.29MPa的残余拉应力。双面焊引入的残余拉应力水平显著高于单面焊。
采用电解抛光在焊缝处进行剥层,测得如图5所示的焊缝深度方向残余应力场分布。单/双面焊均在焊缝深度方向引入了一定水平的残余拉应力。其中,单面焊样品的残余拉应力值随深度增加呈波动分布,最大值265.88MPa,焊缝背面引入了153.47MPa的残余压应力,双面焊样品的残余拉应力值随深度的增加逐渐增大,850~1910μm深度范围内残余拉应力稳定在760.84~814.91MPa范围。考虑到真实机匣部件采用单面焊工艺,因此本文制备焊缝宽度4mm的單面焊样品开展后续试验。
2 激光冲击次数对焊缝残余应力场的影响规律
经过比较试验结果,5.26GW/cm2功率密度激光强化后残余压应力值最大,且应力场分布比较均匀。
为了比较冲击次数对残余应力场的影响,通过X射线法测试焊缝样件激光冲击强化后的表面残余应力场分布,从焊缝中心向两边热影响区及基体区延伸(表面焊缝区宽度4mm),间隔1mm布置一个测点。
由于焊缝部位存在焊接拉应力,强化区域残余应力场分布会受到冲击次数的显著影响。
图6为5.26GW/cm2激光功率密度下钛合金焊缝强化1次和2次后的表面残余应力场分布。可以看出,与强化1次后焊缝表面残余应力分布相比,5.26GW/cm2功率密度强化2次后焊缝表面残余应力水平不升反降。强化2次后,随着焊缝表面残余压应力水平的降低,残余应力场的均匀性也降低。
重点分析焊缝区及热影响区残余应力场。对比已有残余应力测试结果,得出氩弧焊焊缝应采用5.26 GW/cm2功率密度激光强化1次的参数来强化。强化示意图如图7所示。
3 激光冲击强化对风扇机匣壳体焊缝硬度影响研究
采用HX-1000TM/LCD显微硬度计对焊缝表面强化前后硬度分布进行测量,选择焊缝中心为0位置处,从焊缝中心向外间隔0.2mm测一个硬度点。图8为强化前后钛合金焊缝表面显微硬度分布。从中可以看出,强化前试件焊缝区和热影响区的显微硬度值明显高于基体区。对各区域显微硬度求平均值,得到焊缝区平均硬度为401.1HV,热影响区平均硬度为381.1HV,基体区平均硬度为370.5HV。显微硬度水平的提升与焊接热输入造成的晶粒长大现象有关。
激光冲击强化处理后,焊缝区和热影响区的硬度分别降低了2.07%和1.21%,基体区的硬度提高了4.56%。焊缝区、热影响区和基体区的平均硬度分别为392.8HV、382.4HV和387.3HV。根据Hall-Petch关系,晶粒越细,晶界越阻碍滑移,材料的硬度和屈服强度越高。这可以解释焊接试样焊接区和热影响区硬度增加的原因,但Hall-Petch关系有一定的适用范围,经过能量密度为5.26GW/cm2的激光强化后,焊接区和热影响区的硬度反而有一定程度的降低。
在对激光冲击焊缝样件焊缝区和基体区进行横截面显微硬度测试时,前200μm深度内每隔50μm测一个点,待硬度值稳定后以100μm为间隔测一个点。由图9可知,深度方向硬度分布呈阶梯状变化,表面的显微硬度值最大,随着深度增加硬度逐渐减小,达到基体硬度时趋于稳定。在靠近表面位置的一段深度范围内显微硬度变化率很大,这一区域可以认为是强化严重影响层,硬度稳定时的深度为强化影响层深度。 5.26GW/cm2功率密度冲击时,无论是焊缝还是基体区,影响层的深度都是400μm。激光冲击强化产生的硬度在深度梯度方面大于未强化试件。
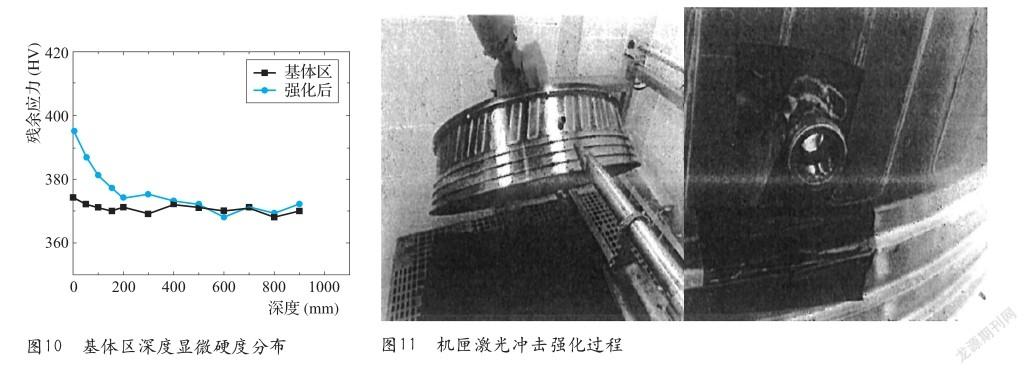
图10是基体区强化前后的深度硬度分布。从中可知,强化前基体区硬度基本保持一致,在370HV左右,激光冲击强化产生的硬度强化效果呈梯度递减,下降速度先快后慢,影响深度不超过400μm。
激光冲击强化过程中金属晶粒细化是金属表面层组织发生明显塑性变形的结果,这种明显塑性变形使表层组织内产生高密度的位错、晶界、亚晶界等晶体缺陷,阻碍晶体中位错的滑移和增值,使金属材料中不易发生塑性流动,引起加工硬化。
4 风扇机匣焊缝激光强化工艺及整机长期试车考核
根据数值仿真和模拟样件试验结果,制定风扇机匣焊缝激光冲击强化方案。风扇机匣的激光冲击强化在YS80-M50型激光冲击强化设备上进行,采用单路依次双面冲击的方式。按照风扇机匣的激光冲击强化区域、激光冲击强化参数和激光冲击强化方法,设置风扇机匣的冲击工艺路径,存储在数据库中待生产加工时调用。机匣冲击过程如图11所示。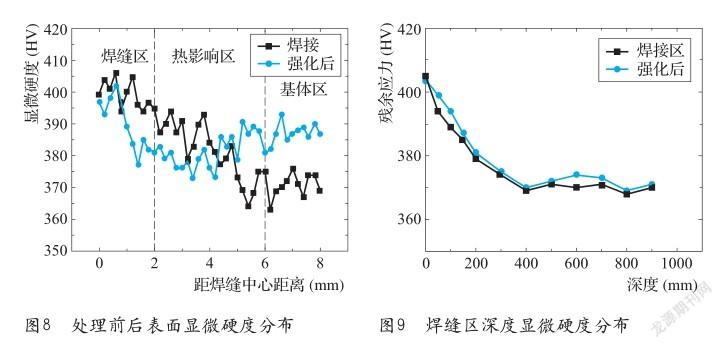
将机匣孔探孔按焊缝区域划分为径向、周向4个区域,分别对应图12中的左右上下4个区域,对这4个区域设定不同的冲击参数,在产品上实施冲击强化。
最后,根据工艺优化结果,制定风扇机匣激光冲击强化工艺规范。
然后,装机参加长期试车考核验证。长试后,对修理位置进行着色探伤等相关检查,没有出现裂纹等故障,符合技术要求。风扇机匣氩弧焊缝激光强化工艺修复的风扇机匣通过了600h长期试车考核。
5 结论
根据激光沖击强化样件试验结果,结合仿真计算分析,得到残余应力场和激光冲击残余应力场耦合规律;优化激光冲击强度、次数和路径,得到微观组织特征和力学性能影响,主要结论如下:
1)风扇机匣的振动引起了机匣壳体周向局部的弯曲变形,该弯曲变形是导致机匣壳体表面孔探仪座焊缝区域开裂的主要原因;
2)残余应力场测试表明,采用优化后参数激光冲击强化工艺能够有效优化焊缝表面残余应力场的分布;采用5.26GW/cm2功率密度强化1次,可以得到最均匀的残余应力场;
3)硬度测试结果表明,激光冲击强化后焊缝区和热影响区硬度适当减小,深度方向硬度分布增大且呈阶梯状变化,影响深度达400μm;
4)机匣焊缝600h的长期试车考核证明激光冲击强化技术可以提高机匣抗疲劳性能。
参考文献
[1] Kumar K,Masanta M,Sahoo S K. Microstructure evolution and metallurgical characteristic of bead-on-plate TIG welding of Ti-6Al-4V alloy [J]. Journal of Materials Processing Technology,2019,265:34-43.
[2] Gao X L,Zhang L J,Liu J,et al. A comparative study of pulsed Nd:YAG laser welding and TIG welding of thin Ti6Al4V titanium alloy plate [J]. Materials Science and Engineering:A,2013,559:14-21.
[3] Li L,Gu X,Sun S,et al. Effects of welding residual stresses on the vibration fatigue life of a ships shock absorption support[J]. Ocean Engineering,2018,170:237-245.
[4]方昌德. 飞机燃气涡轮发动机高周疲劳研究计划[J]. 国际航空,2005(8):63-65.
[5] 洪杰,张大义,陈璐璐. 气流激励下的叶片高周疲劳寿命研究的发展[J].航空动力学报,2009(24):611-652.
[6] Cowles B A. High cycle fatigue in aircraft gas turbines—an industry perspective [J]. International Journal of Fracture,1996,80(2-3):147-163.
[7] 聶祥樊. 钛合金薄叶片激光冲击超高应变率动态响应与强化机理研究[D]. 西安:空军工程大学,2015.
[8] 赵吉宾. 航空铝合金构件的激光增材修复技术[R]. 激光制造与再制造技术及应用研讨会,北京,2019.
[9] Peyre P,Fabbro R. Laser shock processing:a review of the physics and applications [J]. Optical and Quantum Electronics,1995,27(12):1213–1229.
[10] Zhao J,Dong Y,Ye C. Laser shock peening induced residual stresses and the effect on crack propagation behavior [J]. International Journal of Fatigue,2017,100:407-417.
[11] Kattoura M,Mannava S R,Qian D,et al. Effect of laser shock peening on residual stress,microstructure and fatigue behavior of ATI 718Plus alloy[J]. International Journal of Fatigue,2017,102:121–134.
[12] Peng C,Xiao Y,Wang Y,et al. Effect of laser shock peening on bending fatigue performance of AISI 9310 steel spur gear [J]. Optics & Laser Technology,2017,94:15–24.
[13] Universal technology corporation. High cycle fatigue (HCF)science and technology program 1997 annual report [R]. 1998.
[14] Universal technology corporation. High cycle fatigue (HCF)science and technology program 2002 annual report [R]. 2003.
[15] Engine Structure Intergrity Program (ENSIP),MIL-HDBK-1783B Change 2 [S]. 2004.
