银阳极泥氯化浸出回收金工艺研究
2022-04-13汪秋雨简志超
汪秋雨,何 强,简志超,王 日
(1.江西省质量和标准化研究院,江西 南昌 330052;2.江西铜业股份有限公司,江西 南昌 330096)
1 引言
从银阳极泥中分离提取黄金的方法有:王水法[1-2]、硝酸氧化法[3-4]、氯化萃取法[5-6]、氯化还原法[7-10]等。硝酸氧化法和王水法存生产过程环境污染严重、能耗高、劳动强度大等问题。氯化萃取和氯化还原工艺具有工艺流程简单、选择分离性好、生产缩短、经济效益显著等优势。某铅锌冶炼公司银阳极泥主要化学成分为金25%~40%、银30%~45%以及少量的铅、铜、铋等其它金属,采用“烘干-高温熔炼-水淬制粒-浓硝酸分银-粗金粉”的工艺处理,每年可产出纯度为98%左右的粗金粉约300 kg。现有工艺存在以下问题:一是环保问题,浓硝酸分银时会产出大量的NO、NO2有毒气体,导致作业环境差,环保治理难度大;二是金锭品质低的问题,金锭主品位不足99.95%,达不到国家金锭标准质量要求,无法在黄金期货市场交易;三是金锭中银含量1.5%~3.0%,外售银不计价,造成企业接经济损失;四是现有工艺为火法-湿法联合流程,存在操作流程长、能耗高、劳动强度大等问题。
针对该银阳极泥处理工艺存在的问题,研究银阳极泥“氯化浸出-亚钠还原”回收金工艺。相比现有银阳极泥处理工艺,采用新工艺处理银阳极泥,金的直收率由不足98.5%提高至99.35%;金粉品质由98%提高至99.99%以上,金粉稳定达到国家标准IC-Au99.95质量要求。该项研究可为银阳极泥回收金提供生产实践指导。
2 实验原料与方法
2.1 实验原料
以银阳极泥为原料,其主要成分(%):Au 36.03、Ag 35.60、Cu 6.20、Fe 1.164、Pb 0.42、Bi 2.50。其他化学试剂有,亚硫酸钠(Na2SO3)分析纯;硫酸(H2SO4)分析纯;盐酸(HCl)分析纯;氯酸钠(NaClO3)分析纯。
2.2 实验方法
以银阳极泥为原料,控制盐酸、硫酸、氯化钠的浓度分别为1.5 mol/L、0.75 mol/L和35 g/L,升温至80 ℃进行氯化浸出实验,重点研究浸出时间、氯酸钠用量和液固比对金浸出率的影响。通过分析氯化浸出渣(分金渣)中金含量,计算金的浸出率。以氯化浸出液(分金液)为原料,亚硫酸钠作为还原剂,控电位选择性还原金,研究不同电位条件下金的还原率及金粉质量。通过称量实际收到的金粉质量,计算金的直收率。
3 工艺路线与反应原理
图1为本项目研发的“氯化分金-亚钠还原”银阳极泥处理工艺。银阳极泥氯化分金原理:在高浓度的氯离子酸性溶液体系下,氯酸钠具有较强氧化性,能够使银阳极泥中的金被氧化浸出进入溶液,而阳极泥中的银与溶液中的氯离子形成难溶的氯化银沉淀进入渣中,从而实现金与银分离。亚钠还原原理:金的氧化还原电位相对杂质较高为+1.5 V,以亚硫酸钠为还原剂,通过控制还原电位选择性还原制备高品质金粉。
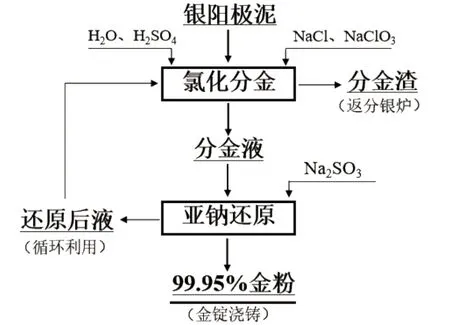
图1 银阳极泥氯化浸出回收金工艺
4 实验结果及分析
4.1 氯化分金最佳工艺条件
控制反应条件为:盐酸1.5 mol/L、硫酸0.75 mol/L、氯化钠35 g/L、液固比为L∶S=12∶1、反应温度为80 ℃、氯酸钠与银阳极泥中金的质量比为mNaClO3∶mAu=1.5∶1,研究反应时间对金浸出率的影响,实验结果如表1所示。研究结果表明,当浸出时间4.0 h后金的浸出率达到99.72 %并趋于稳定,优选氯化浸出时间为4.0 h。
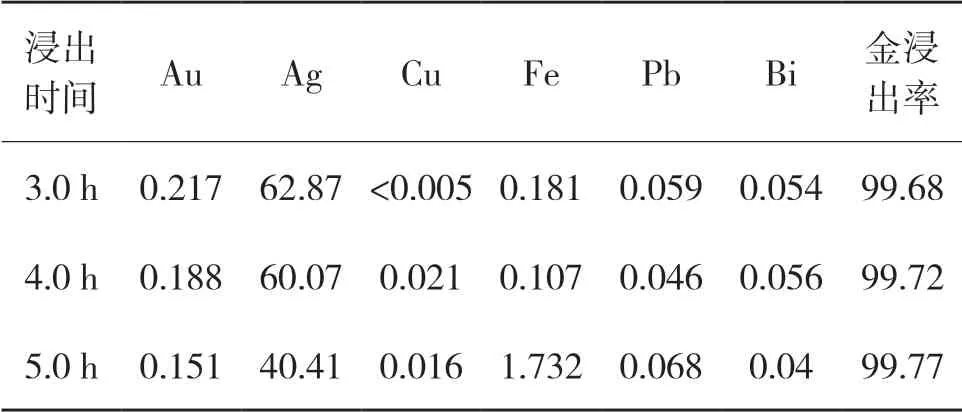
表1 酸浸渣的主要化学成分一 %
控制反应条件为:盐酸1.5 mol/L、硫酸0.75 mol/L、氯化钠35 g/L、液固比为L∶S=12∶1,80 ℃下反应4.0 h,研究氯酸钠与银阳极泥中金的质量比对金浸出率的影响,实验结果如表2所示。研究结果显示,当氯酸钠与银阳极泥中金的质量mNaClO3∶mAu=1.5∶1时,金的浸出率达到99.64 %并趋于稳定,为保证金的浸出率优选mNaClO3∶mAu=1.5∶1。
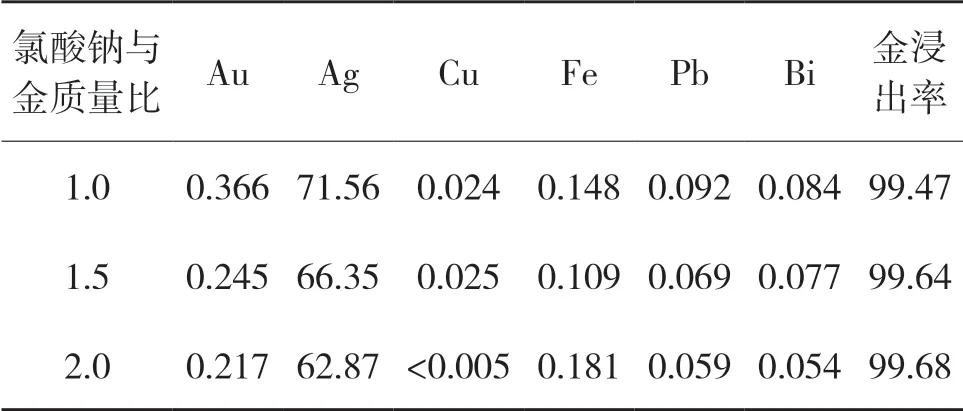
表2 酸浸渣的主要化学成分二 %
控制反应条件为:盐酸1.5 mol/L、硫酸0.75 mol/L、氯化钠35 g/L、mNaClO3∶mAu=1.5∶1、反应温度为80 ℃、反应时间4.0 h,研究液固比对金浸出率的影响,实验结果如表3所示。研究结果显示,当液固比L∶S=8∶1时间,金的浸出率达到99.66 %并趋于稳定,为保证金的浸出率优选选液固比为L∶S=10∶1。
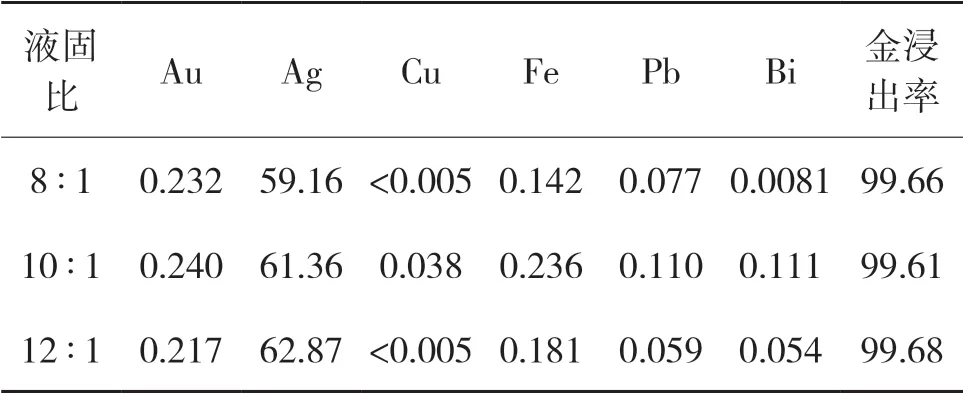
表3 酸浸渣的主要化学成分三 %
控制盐酸、硫酸、氯化钠的浓度分别为1.5 mol/L、0.75 mol/L和35 g/L,在80 ℃条件下进行氯化浸出实验。此时氯化浸出的最佳实验条件:反应时间4.0 h,氯酸钠与银阳极泥中金的质量比mNaClO∶mAu=1.5∶1,液固比L∶S=10∶1。
4.2 金还原最佳工艺条件
以分金液为原料,分金液主要化学成分(mg/L):Au 35656.32、Ag 27.35、Cu 3193.34、Fe 431.56、Pb 73.52、Bi 1673.28、Sb 81.23、Pd 48.72。进行3组亚硫酸钠还原金的试验,均匀向分金液中喷入浓度为150 g/L亚硫酸钠溶液,分别控制金还原电位分别为450 mV、550 mV和650 mV。3组实验金还原后液和金粉化学成分分别如表4和表5所示。研究结果表明,还原金粉成分指标都达到国家标准GB/T4134-2015中的IC-Au99.95质量要求,当控制还原电位为550 mV时,还原金粉成分符合ICAu99.95质量要求,且能保证金较高的还原率;当控制还原电位为450 mV时,金的还原率会提高,但同时金粉中杂质元素含量也会升高;当控制还原电位为650 mV时,金粉的纯度更高,但金的还原率会降低。因此,综合考虑优选控制金还原终点电位为550 mV。
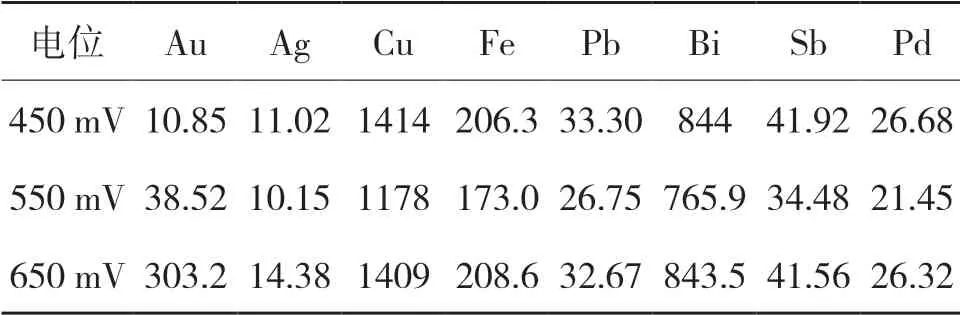
表4 金还原后液化学成分 mg/L
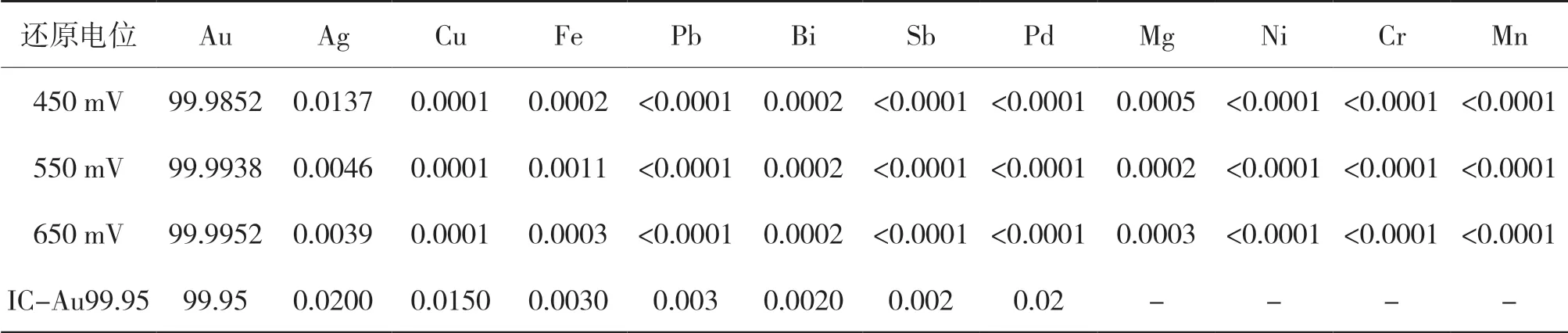
表5 金粉的化学成分 %
4.3 验证性实验
采用最佳“氯化浸出—亚钠还原”试验条件,开展3组工艺可行性验证实验。以银阳极泥为原料,其分金渣成分、还原后液和金粉化学成分如表6、表7和表8所示。研究结果表明,金的平均浸出率达到99.51%,金的平均直收率为99.35%,金粉稳定达到GB/T4134-2015中IC-Au99.95国家标准要求。
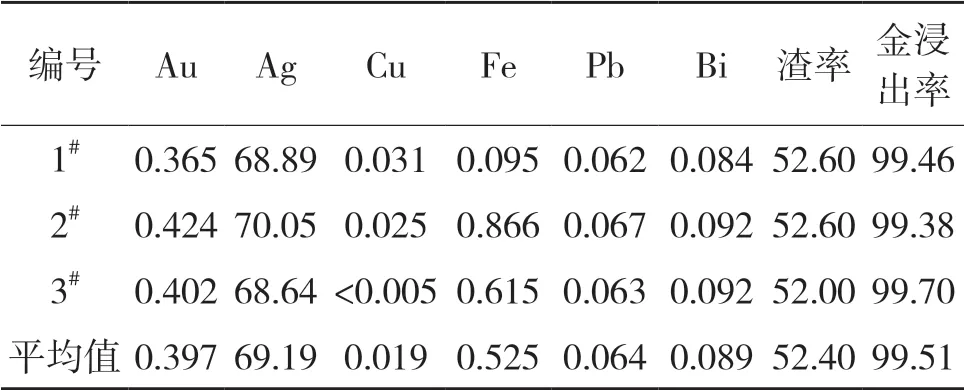
表6 分金渣主要成分 %
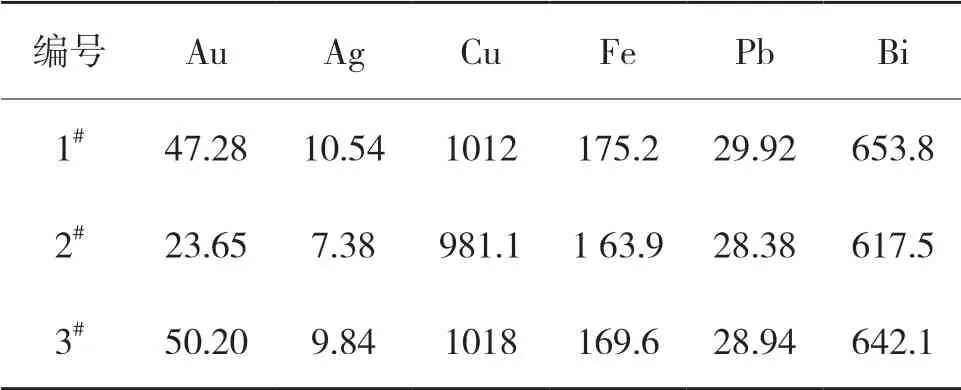
表7 金还原后液主要成分 mg/L

表8 还原金粉的化学成分 %
5 结论
提出一种“氯化分金—亚钠还原”全湿法制备高品质金粉工艺,对工艺的最佳试验参数进行了研究,验证工艺的可行性。研究确定最佳氯化分金试验条件:盐酸1.5 mol/L、硫酸0.75 mol/L、氯化钠35 g/L、反应时间4.0 h、氯酸钠与银阳极泥中金的质量比mNaClO3∶mAu=1.5、液固比L∶S=10∶1、反应温度80 ℃。最佳亚硫酸还原金条件:亚硫酸钠150 g/L,还原终点电位550 mV。采用新工艺处理银阳极泥金的平均浸出率为99.51%,平均直收率为99.35%,制备的金粉平均纯度为99.992%,稳定达到国家标准IC-Au99.95质量要求。
