风电塔筒几何尺寸检测探讨
2022-04-13金鑫
金鑫
(东方电气集团东方汽轮机有限公司, 四川 德阳, 618000)
0 引言
风电塔筒是风力发电机的塔杆, 在风力发电机组中主要起支撑作用, 同时也吸收机组的震动。风力发电机大多安装在陡峭的山头, 更甚至安装在惊涛骇浪的大海里。 风电塔筒的制造和安装质量直接影响着风力发电机的使用寿命, 质量不合格的塔筒会导致整台风力发电机倾斜甚至倒塌。 塔筒生产都是外委, 验收和现场安装需要严格的质量把关, 制定出方便可行的质量检测方法。 本文就风电塔筒检测上的几个重要指标, 对比以往的检测方法探讨得出更为便捷可靠的新型检测方法。
风电塔筒的检测参数按其重要性可分为: 关键指标和次关键指标。 关键指标要严格控制, 次关键指标在一些时候可以做相应弱化。 其中关键指标包括法兰平面度、 法兰内倾度、 同轴度、 椭圆度。 次关键指标包括直线度和平行度。
1 法兰平面度
1.1 塔筒结构的设计要求
塔筒不可能做成一个整体的, 一般是做成4部分来拼接的, 拼接部分要求面接触。 以塔筒通常结构为例, 如图1 所示。
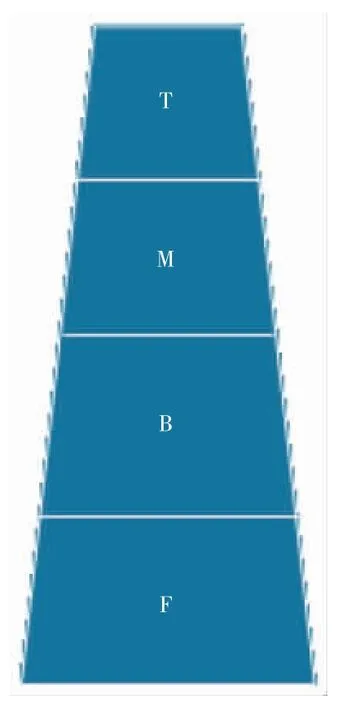
图1 塔筒结构
T (上塔架) 与偏航轴承之间法兰平面度:0.35~0.5 mm
T(上塔架)与M(中段)之间法兰平面度: 1.0 mm 左右
M(中段)与B(下塔架)之间法兰平面度: 1.0~1.5 mm
B(下塔架)与F(基础环或地锚) 之间法兰平面度: 1~2 mm
以上数据是风电业界的行规要求, 通过这些数据可以看出, 从上到下要求的越来越松, 塔筒成锥形, 而锥形的上面小下面大, 面积越大要求平面度高的话是比较难实现的。
T 上面要安装的是偏航轴承 (平面轴承), 平面度过大导致偏航轴承摩擦力加大, 轻则使偏航电机跳闸, 重则烧毁偏航电机。 所以上塔架的顶法兰的平面度要求是最高的。
1.2 雨水影响
平面度不好, 连接不紧密有间隙, 雨水就会进入塔筒内部, 而由于控制系统是安装在塔架的底部, 雨水的进入会导致其损坏。
1.3 预紧要求
平面度不好, 间隙大, 连接两节塔筒间的螺栓的力矩就会增大, 而螺栓的力矩有个额定值,过大会导致螺栓断裂, 而一个螺栓的断裂会导致相应其他螺栓的连续断裂.
1.4 检测方法研究
(1)传统检测方法拉钢丝: 此方法精度低, 所需要检测人员多, 工序复杂, 检测时间长。
(2)后来改良的检测方法是用水平仪(配合直角尺)由于高度的限制, 水平仪的支架不可能有塔筒高, 而且水平仪读取数值慢, 误差也大。
(3)检测新方法研究运用激光技术测量法兰平面度: 使用激光平面度检测仪, 3 点调节找一个理想平面和法兰面近似平行(0~0.2 mm)此方法精度高, 操作简单, 检测时间短。 如图 2 所示, 位置 1安装激光发射头, 位置2 和位置3 安放激光接收装置, 激光发射头发出的激光在位置2 和3 之间来回测量, 调整位置1 的激光发射头的位移和角度 (按照近点调位移, 远点调角度的原则进行调试), 直到这3 个位置所确定的平面度不大于0.2 mm, 开始进行法兰面平面度测量。
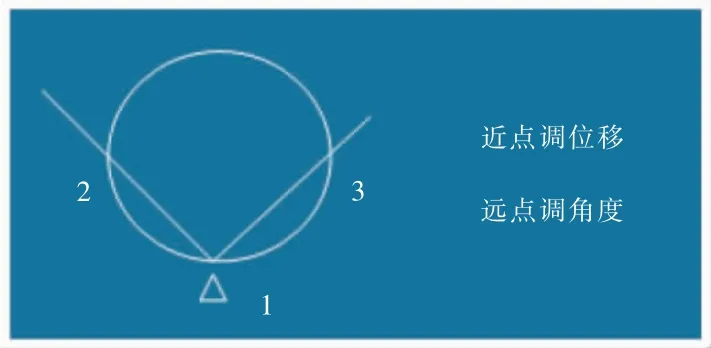
图2 法兰平面度检测点布置
1.5 测量密度
测量点根据螺栓孔数来确定, 采用等分法:法兰平面如有64 个螺栓孔, 则应有16 个测量点,为每隔4 个螺栓孔测量一次, 见表1。
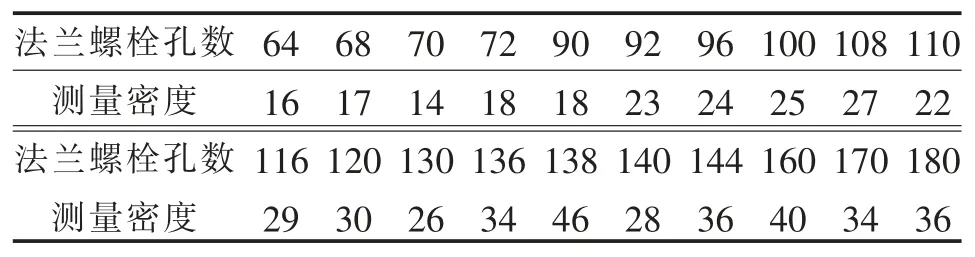
表1
1.6 测量点的编号
(1)从焊缝处开始, 顺时针依次编号;
(2)如果同时测内倾度, 则先内后外编号。
1.7 平面度的判断指标
(1)P-P(峰峰值)如图 3 所示, 波峰和波谷的绝对值之和;
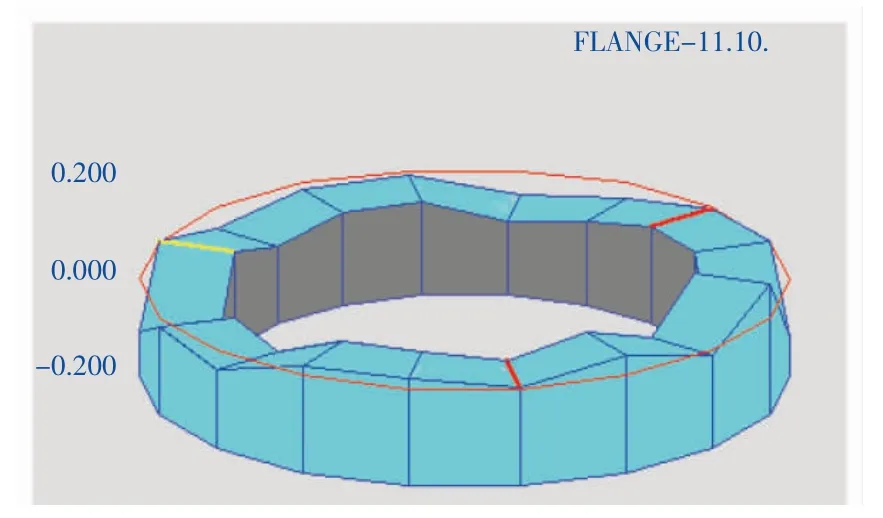
图3 P-P 平判示意图
(2)平均平面(所有点的代数和除以点数)。
1.8 处理工艺
1.8.1 打磨
缺点: 工艺通过手工来实现, 不可能准确地定量处理;
优点: 可实现局部处理。
1.8.2 热校(这个处理过程收缩量比膨胀量大)
优点: 范围大(几个MM);
缺点: 改变材料的冷碎性。
1.8.3 机加工
优点: 能够准确处理;
缺点: 工艺多, 处理需要大型机床, 投入大。
以上3 种处理方法的共同点: 都是把高点去掉(在所有测量的点上选3 个最低的点来确定基准平面, 剩下的所有点就都是高点了)。
2 法兰内倾度
2.1 内倾度的意义
给予螺栓把紧时一个预紧力; 防止雨水进入塔筒。
2.2 法兰形状
(1)平面法兰
焊接难度大, 内倾度难以控制。
(2)L 型法兰
容易焊接, 内倾度好控制。
在非频闭状态下, 塔筒法兰面要以线接触的形式结合。 上下法兰之间的间隙是2 倍的内倾度,在螺栓达到额定的预紧力的情况下, 理论上来讲,上下法兰之间的间隙应为0。
2.3 内倾度计算
内倾度计算公式见式(1)。

式中: H 为法兰宽; 60 为激光找中仪工装尺寸(一般情况下, [Δ]=H/100)
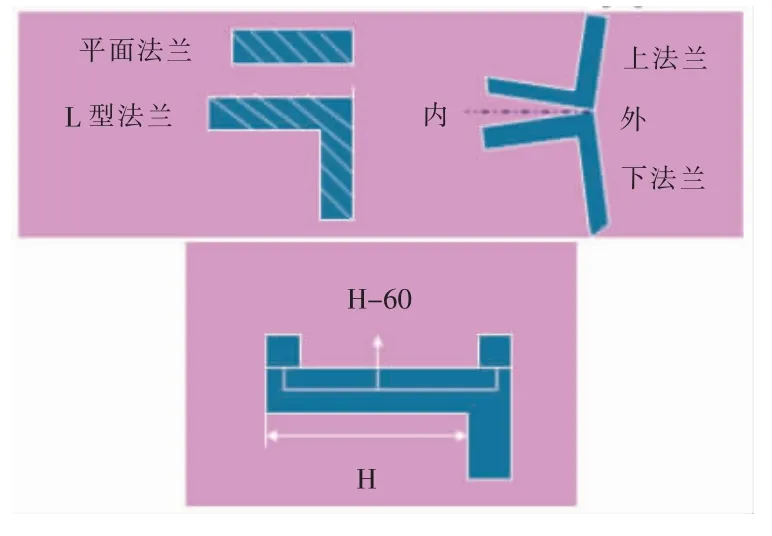
图4 法兰内倾度示意图
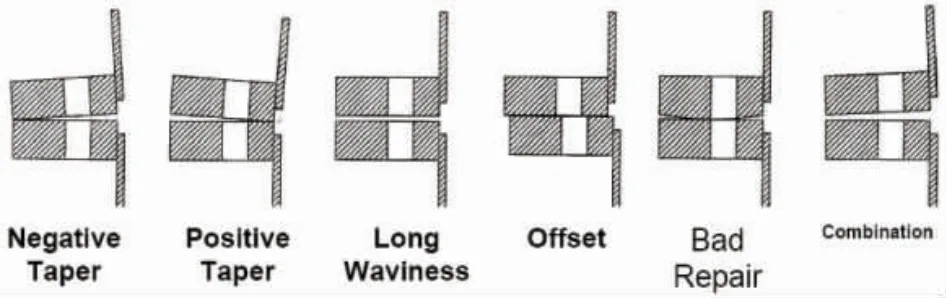
图5 法兰内倾的几种形式
2.4 内倾度检测方法
新方法研究内倾度的检测可以通过激光找中仪在检测平面度的过程中同时进行, 先内圈再外圈一次性采点, 大大缩短了检测时间。 此方法也是现行唯一的检测内倾度的方法。
3 法兰椭圆度
3.1 椭圆度意义
椭圆度如果超差, 直接导致2 个法兰面的螺栓孔无法全部对齐, 螺栓无法安装。
3.2 测量方法
(1)传统检测方法用卷尺(取几个不同方向的直径尺寸)。 由于塔筒都是倒置放置, 筒身有变形,这个方法可能会把变形误认为是椭圆度, 所以一般是采取在同一个位子多次测量, 每测量完一次旋转45°再测, 以消除这个误解, 如图6 所示。
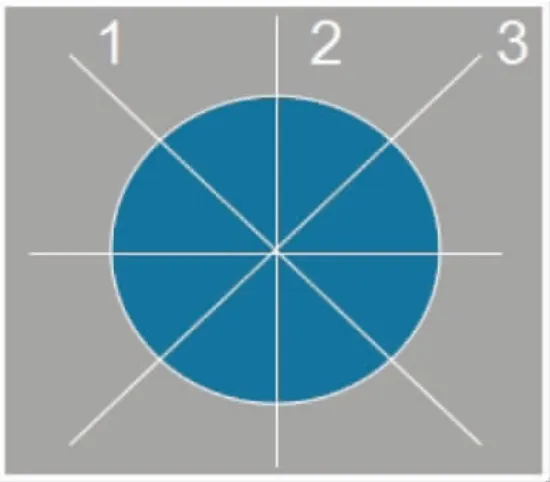
图6 传统方法测量椭圆度示意图
(2)现行新方法研究是激光测距仪: 操作和拉卷尺原理一样, 但更方便快捷切精度更高。
3.3 控制椭圆度的方法
(1)法兰验收是就做椭圆度检查(抽检);
(2)法兰预装(次环节仅对于新工艺, 新的法兰生产厂家)可以定周向焊接顺序, 先焊接先收缩的原则;
(3)焊装后检查;
(4)交货验收时由风厂和风塔厂来做检查;
(5)在存放或运输过程中用夹具支撑, 常见的支撑有以下几种:
H 支撑(日本三菱使用此方法);
米支撑(摆放时无方向性要求);
十支撑(对于小口径, 厚钢板)。
以上3 种支撑中H 支撑摆放需要方向性, 必须让支撑架垂直于摆放面。 米支撑是针对于十支撑的改进, 多了2 个加强筋使摆放无方向要求。
4 法兰同轴度
4.1 同轴度的意义
如果同轴度超标会导致塔筒竖不直。
4.2 测量方法
(1)传统检测方法为卷尺拉对角: 此方法测量误差大, 操作不方便。
(2)后改良的测量方法为水平管+铅垂线(同平行度测法): 此方法能达到检测要求, 但操作复杂, 花费时间多。
(3)现行新方法研究是用激光测距仪检测, 此方法操作简便, 测量精度能满足检测要求。
5 法兰平行度
5.1 平行度的意义
假如平行度不达标会使机头产生很大的力矩,如图7 所示。

图7 机头所产生力矩的示意图
5.2 测量方法
(1)传统的检测方法是卷尺拉对角线: 此方法测量误差大, 操作不方便。
(2)后改良的测量方法是水平管+铅垂线(把塔筒法兰面挨地竖直放置, 在上端塔筒正中间拉跟铅垂线, 观察调整使垂线刚好也在下端塔筒正中,在上端法兰面上的2 点以上放置水平管, 若水平管里水位都一样高, 表示上下法兰面平行, 否则反之) 此方法能达到检测要求, 但操作复杂, 花费时间多。
(3)现行新方法研究是用激光技术D22 为激光发射头, D46 为反射棱镜, 塔筒两端的是2 个激光接收装置, 激光头发射的激光分别投射到2 个接收装置上计算角度, 如图8 所示。 此方法测量精度高, 操作简便检测时间短。
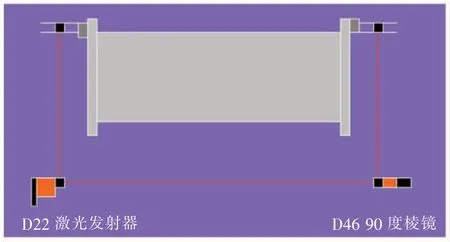
图8 激光法测量法兰平行度
6 直线度
6.1 直线度意义
直线度超差会导致受力不均
6.2 测量方法
(1)传统的检测方法为拉钢丝: 此方法还要配合深度尺完成, 工序捡漏误差大, 操作复杂所需检测时间多。
(2)现行新方法研究为用激光技术: 使用激光找中仪来完成此项检测, 激光发射头放于被检塔筒的一端, 激光接收装置沿直线分段测点, 测量多组点后计算机自动找出最大和最小值, 这两个值绝对值之和为该被检塔筒直线度。 此方法操作简单, 精度高。
7 结论
7.1 塔筒法兰平面度检测
运用激光技术进行测量的新方法取缔了以往传统的测量方法, 提高了测量精度, 缩短了测量时间, 操作也更简便。
7.2 塔筒法兰内倾度检测
运用现行新方法激光技术, 使用激光找中仪在测量法兰平面度的同时检测内倾度, 及节约了检测时间, 又提高了测量精度, 更是现行唯一可靠的检测内倾度的方法。
7.3 塔筒同轴度检测
现行新方法用激光测距仪检测, 操作简便,精度满足测量要求。
7.4 塔筒椭圆度检测
现行新方法研究是激光测距仪检测, 操作和拉卷尺原理一样, 但更方便快捷切精度更高。
通过对以上这些参数的精确测量和严格控制,才可以保障风电塔筒的稳定性和可靠性, 只有这塔筒这个基础部分稳定可靠了, 风电机组别的部分才能更好的装配和运转, 满足客户要求, 保证风电运行可靠。 本文论述的测量方法已在风电重要部件之一塔筒几何尺寸检测中推广运用。 不仅提高了检测效率和测量精度还节约大量费用。
