不锈钢薄板T形接头激光穿透焊工艺
2022-04-12魏代斌丛发敏侍鹏夏春智
魏代斌,丛发敏,侍鹏,夏春智,
(1.日照钢铁控股集团有限公司,山东 日照 276500;2.江苏科技大学,江苏 镇江 212100)
0 前言
近年来,在节能减排,可持续发展的背景下,越来越多的结构设计向着轻量化发展。金属三明治板具有强度高、重量轻、刚度大、吸收能量大等特点被越来越多的国家重视,并广泛应用于桥梁,航天、船舶等行业[1]。T形接头作为其中的重要连接形式,传统的角焊接已经不能满足轻量化需求。激光焊具有能量密度高、焊接速度快、加热冷却速度快及激光作用位置易控制等特点[2],用激光穿透焊实现T形接头的焊接,可以得到强度高、变形小的高质量焊接接头[3-4]。激光焊中影响焊缝成形的主要工艺参数有焊接功率、离焦量、焊接速度及保护气体等[5]。
杨橄生等人[6]采用激光穿透焊焊接船用钢907A T形接头,发现焊接速度和离焦量一定时,焊缝宽度和深度随激光功率的提高而增大,力学性能主要取决于搭接处的焊缝宽度。陈永等人[7]对激光焊接的T形接头进行弯曲剪切试验,发现T形接头弯曲载荷和剪切载荷随着连接处宽度的增加而增大。郭晓军等人[8]对不同参数下的低合金高强钢激光穿透焊进行研究,发现焊接热输入略高于2.4 kJ/cm时,熔深和搭接处宽度较合适。文中针对304不锈钢薄板的激光穿透焊工艺,研究了焊接功率和离焦量对T形接头成形的影响。
1 焊接材料及方法
试验材料为304不锈钢,其化学成分见表1,规格为100 mm×100 mm×1.8 mm(面板)和100 mm×40 mm×2.6 mm(芯板)。

表1 304化学成分(质量分数,%)
利用YSL-6000光纤激光发生器进行激光焊接,其输出功率最高可达6 kW。具体焊接工艺参数见表2,其中1~3号只改变激光功率,4~14号改变离焦量,保护气体采用纯氩气,气体流量为20 L/min,具体装配图如图1所示。焊接前用丙酮擦拭试板表面,清除污染物。

表2 焊接工艺参数

图1 T形接头激光穿透焊示意图
T形接头的特征尺寸和硬度打点位置如图2所示,包括熔深、熔宽、间隙及搭接处的焊缝宽度,其中线①,②,③为显微硬度测试线,位置分别为面板以下0.3 mm,面板和芯板搭接处和焊接接头中间。

图2 T形接头特征尺寸和显微硬度测试位置
2 结果与分析
2.1 激光功率对焊缝成形的影响
激光焊缝形貌如图3所示,不同激光功率下焊缝成形良好,2.5 kW时焊缝表面较光滑。利用3D显微镜拍摄T形接头特征尺寸,可以得到T形接头截面尺寸随激光功率的变化情况,如图4所示。

图3 焊缝外观
在焊接速度和离焦量一定的情况下,焊接热输入和激光功率呈正相关,随着激光功率的增大,焊接热输入增加,从而焊缝熔深、熔宽都增大。由图4可知,随着激光功率的增加,熔宽和搭接处焊缝宽度逐渐增加,熔深在激光功率由2.5 kW增加到4.0 kW时,增大较小,激光功率增大到5.0 kW时,增长幅度较大。在激光功率为5.0 kW时,发生严重飞溅,综合考虑在功率为4.0 kW时,焊缝成形最佳。

图4 T形接头截面尺寸随激光功率的变化情况
2.2 离焦量对焊缝成形的影响
离焦量为激光焊接时激光的焦点距离焊件表面的距离,焦点位置激光能量最为集中,密度低。规定焦点位置在工件表面以下为负离焦,工件表面以上为正离焦,有研究表明与正离焦相比,负离焦更易获得较大的熔深[9],而正离焦能获得较大的宽深比[10]。
图5为激光功率为5.0 kW时,T形接头截面尺寸随离焦量的变化规律,由图5可知,随着离焦量由负到正,T形接头的熔宽逐渐增大,在离焦量为10 mm时,达到3.37 mm;熔深和搭接处焊缝宽度呈现出先增大后减小的趋势,在离焦量为-2 mm时最大,分别为5.46 mm和1.37 mm。T形接头的力学性能主要取决于搭接处焊缝宽度,搭接处宽度越大,面板和芯板接合面越大,力学性能越好[11]。但是离焦量为-2 mm时,焊缝熔深较大,增大了熔合区面积,为了保证芯板的性能,所以要考虑增大离焦量,获得较小的熔深。综合考虑,离焦量为0 mm时,效果最好。
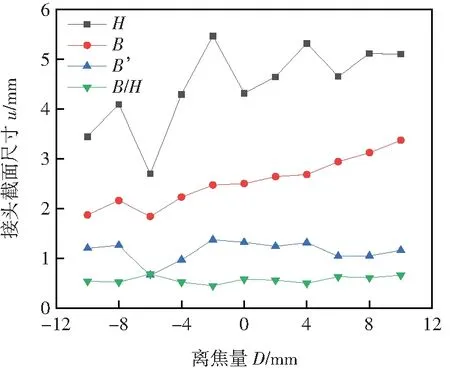
图5 T形接头截面尺寸随离焦量的变化规律
2.3 接头显微组织和显微硬度
2.3.1接头显微组织
图6为激光功率为4.0 kW,离焦量为-2 mm时T形接头截面形貌,图7为不同区域的显微组织。图7a和图7c分别为面板和芯板焊缝区显微组织,可以看出有明显方向性的柱状晶,基体为奥氏体,在奥氏体的枝晶间分布着网状和枝晶状的δ铁素体。图7b和图7d分别为面板和芯板熔合区显微组织,图7b的左部和图7d的右部为焊缝组织,与焊缝组织相连的热影响区组织为粗大奥氏体晶粒,分和灰色条状的δ铁素体。

图6 2号T形接头截面形貌
选择激光功率不同的1号和3号T形接头,对其焊缝区显微组织进行分析对比,如图8所示。对比图7c、图8a和图8b,发现随着激光功率的增大,热输入增加,热循环高温停留时间增长,形成的奥氏体柱状晶变粗大。

图7 2号T形接头显微组织

图8 不同激光功率的T形焊缝显微组织
2.3.2接头显微硬度
按照图2所示对T形接头进行显微硬度测试,①和②间距为0.2 mm,③间距为0.3 mm,载荷为200 g,保载时间为15 s。
图9所示为激光不同功率及不同离焦量下3条显微硬度测试路径对比,1~3号是不同激光功率对比,3号、6号和13号是不同离焦量对比。
图9a为横向路径①显微硬度,由图9a可知,焊缝区的硬度都略低于母材硬度,对比1~3号发现当激光功率为5.0 kW时,焊缝区平均硬度最低为189.4 HV,且焊缝区显微硬度较稳定,这是由于激光功率增加使热输入增加,高温停留时间增加,焊缝组织粗化,导致硬度降低。对比3号、6号和13号发现当离焦量为正时,显微硬度较大,达到199.5 HV。图9b为横向路径②显微硬度,可以发现搭接处的显微硬度波动比较大,边缘部分硬度较高,这是因为面板和芯板之间存在小间隙,散热不均匀。图9c为3号试样纵向路径③显微硬度,可以发现面板区和芯板区显微硬度差距不明显,在母材时略高,与图9a规律相符。

图9 T形接头显微硬度
3 结论
(1)对不锈钢T形接头进行激光焊接时,焊接接头的熔深、熔宽及搭接处焊缝宽度随激光功率的增加而增大,且熔深增长幅度较大。
(2)搭接处焊缝宽度随离焦量由负到正,先增大后减小,在离焦量为-2 mm时达到最大,但是此时宽深比较小,综合考虑离焦量为0 mm时焊缝成形最好。
(3)焊缝组织为奥氏体柱状晶和δ铁素体,热影响区组织为粗大奥氏体基体上分布着呈条状的δ铁素体。焊缝区显微硬度略低于母材,差距不大,激光功率增加时,焊缝区硬度降低;搭接处焊缝硬度波动较大。