基体温度对锆合金表面TiN涂层微观形貌与性能的影响
2022-04-09唐德文谭志强肖魏魏黄景昊
唐德文 谭志强 肖魏魏 黄景昊

摘要:为了研究磁控溅射过程中基体温度对涂层结构和性能的影响。利用磁控溅射技术在2r-4合金表面制备不同基体温度下的TiN涂层,用X射线衍射(XRD)技术分析涂层的物相成分和残余应力,采用扫描电子显微镜(SEM)表征涂层表面和截面的微观形貌,用划痕仪测量涂层与基体结合强度。研究结果表明:不同基体偏压下制备的涂层表面均匀但略微粗糙,且涂层表面存在一定数量的熔覆状颗粒和沟壑状褶皱;由涂层XRD衍射谱可知,不同基体加热温度制备的涂层各主要衍射峰所对应的晶体晶相都能较好地对应,随着基体加热温度的升高,TiN(1 1 1)晶相的衍射峰值逐步增大,TiN(2 0 0)晶相衍射峰值逐步减小;由扫描电子显微镜(SEM)结果可知,随基体温度的升高,涂层的膜厚和表面形貌均发生了明显的变化,基体温度为300℃时,涂层表面平整、光滑、起伏小,成膜质量最好;由划痕仪检测结果可知,偏压为300℃时,Zr4合金基体与涂层的结合强度最好;由残余应力结果可知,基体温度为300℃时,涂层残余应力最小。
关键词:TiN涂层;基体温度;微观形貌;结合强度;残余应力
中图分类号:TG174.4
文献标志码:A
文章编号:1009-9492f 2022)02-0031-04
0 引言
锆合金因其优异的核性能(中子吸收截面小)和优异的力学性能成为原子能工业不可缺少的金属材料[1-2]。然而,2011年日本福岛核事故暴露了现有锆合金在抵抗严重事故性能方面的缺陷。鉴于核电安全的重要性,核电用锆合金服役前通常需要采用表面涂层技术进行防护,以提高其力学性能[3]。
TiN涂层是陶瓷涂层中的一种,具有高硬度,优良的抗氧化性与抗腐蚀能力,常被用作金属切削道具及许多零件的表面防护[4-5]。TiN涂层的制备方法主要分为物理气相涂层(PVD)和化学气相涂层(CVD)两类,磁控溅射作为PVD技术中的一种,具有镀膜涂层均匀、溅射能量低、工件变形小、大颗粒较少等优点,广泛应用于各零部件的表面改性处理[6-8]。顾卿贇等[9-10]采用磁控溅射的方法在4Cr5MoSiV热作模具钢表面沉积了TiN涂层,并通过扫描电镜(SEM)和电子能谱(EDS)分析了试样的微观结构和物相结构,研究了TiN涂层的抗氧化性能,并用压痕法测定了涂层的力学性能。结果表明,TiN涂层具有良好的韧性、结合强度和抗高温氧化性能。张磊[11]通过磁控溅射技术在W6M05Cr4V2不锈钢表面制备了厚度约为2μm左右TiN涂层,涂层具有良好的致密度和硬度,未发现针孔、气孔和裂纹等缺陷。后将镀有TiN涂层的W6M05Cr4V2不锈钢置于3.5%NaCl溶液中进行电化学腐蚀,结果表明TiN涂层表面仅有少部分区域发生了点腐蚀,说明TiN涂层对基体仍具有良好的保护作用。吴笛等[12]采用磁控溅射的方法研究了沉积温度对TiN成膜的影响,制备了表面平整光滑的TiN涂层。
近些年来,国内外关于工艺参数对磁控溅射技术制备TiN涂层结构与性能的影响的研究较多,而缺乏基体温度的变化对TiN涂层结构与性能的影响的研究。本文采用磁控溅射技术在锆合金表面制备TiN涂层,主要研究基体温度对涂层表面形貌、组织结构、与基材的结合能力和涂层表面残余应力的影响,为该涂层的制备工艺参数优化提供参考。
1 实验方法
1.1 材料和仪器
实验试样为10 mmx10 mmx2.2 mm的Zr-4合金基材,其化学成分(以质量分数计)为:98%2r,1.3%-1.5%Sn, 0.18%-0.24%Fe. 0.09%-0.12%Cr, 0.09%-0.14%0。靶材为TiN靶(纯度大于或等于99.7),尺寸均为咖100 mmx7 mm。实验设备为TSU-650硬质涂层镀膜机,真空室尺寸为φ350 mmx400 mm,TiN靶材距离锆合金基体的距离约为75 mm。
1.2 沉积的工艺条件
在沉积过程中:工作气体为氩气,纯度为99.99%,工作气压1 Pa,基体表面粗糙度0.1+0.03 μm,沉积的主要工艺参数如表1所示。
1.3 TiN涂层的制备
将Zr-4合金基材通过粗糙度由小到大的金刚石磨盘研磨后,使用去离子水清洗后,在无水乙醇中超声清洗10 min,使基体表面粗糙度达0.1+0.03 μm。
将锆合金试样经清洗后悬挂在TSU-650硬质涂层镀膜机的真空镀膜室中。本实验共分为4组,先将本底真空度抽至6.7xl0 -3 Pa,然后将温度加热至100℃、200℃、300℃和400℃四个不同的温度,待温度及真空保持稳定后打开氩气开关通入氩气,接着开启离子源,用氩离子束对试样表面进行轰击净化。关闭离子源,启动阴极纯TiN靶,用TiN離子束对试样进行轰击10 h,在试样表面沉积一层TiN涂层。
1.4 性能测试方法
采用SHIMADZU XRD-6100型X射线衍射仪对锆合金表面上TiN涂层的物相结构和残余应力进行分析;采用ZEISS EV0 18扫描电镜分析Zr-4合金表面上TiN涂层的表面形貌和涂层厚度;采用WS-2005型涂层附着力自动划痕仪测量锆合金表面上TiN涂层的的结合强度,载荷为20 g,加载时间15 s。
2 结果分析与讨论
2.1 TiN涂层表面物相分析
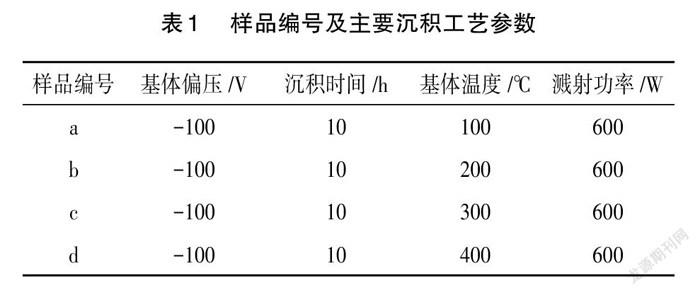
图1所示为不同基体温度下沉积的TiN涂层的XRD谱图。由图可知,不同基体加热温度制备的涂层各主要衍射峰所对应的晶体晶相都能较好地对应,只是衍射峰峰值有所变化。随着基体加热温度的升高,TiN(1 1 1)晶相的衍射峰值逐步增大,TiN(2 0 0)晶相衍射峰值逐步减小。基体加热温度为100℃时,TiN的3个衍射峰,即TiN0.26(1 0 0),TiN(1 1 1)和TiN(2 0 0)的衍射强度基本相同,说明此时的TiN涂层以这3种晶相共存。当基体加热温度提高到200℃及以上时,TiN(1 1 1)对应的衍射峰强度所占比逐步增大。当基体加热温度为400℃时,沉积的涂层主要以TiN(1 1 1)这一单晶相存在。
2.2 TiN涂层表面SEM形貌分析
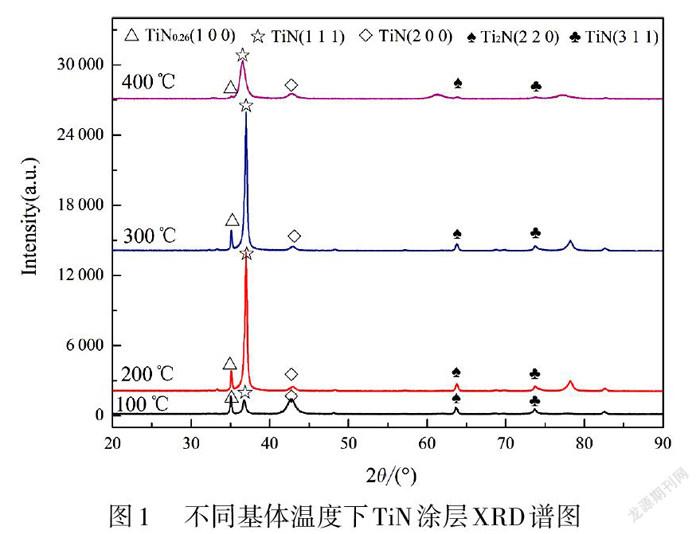
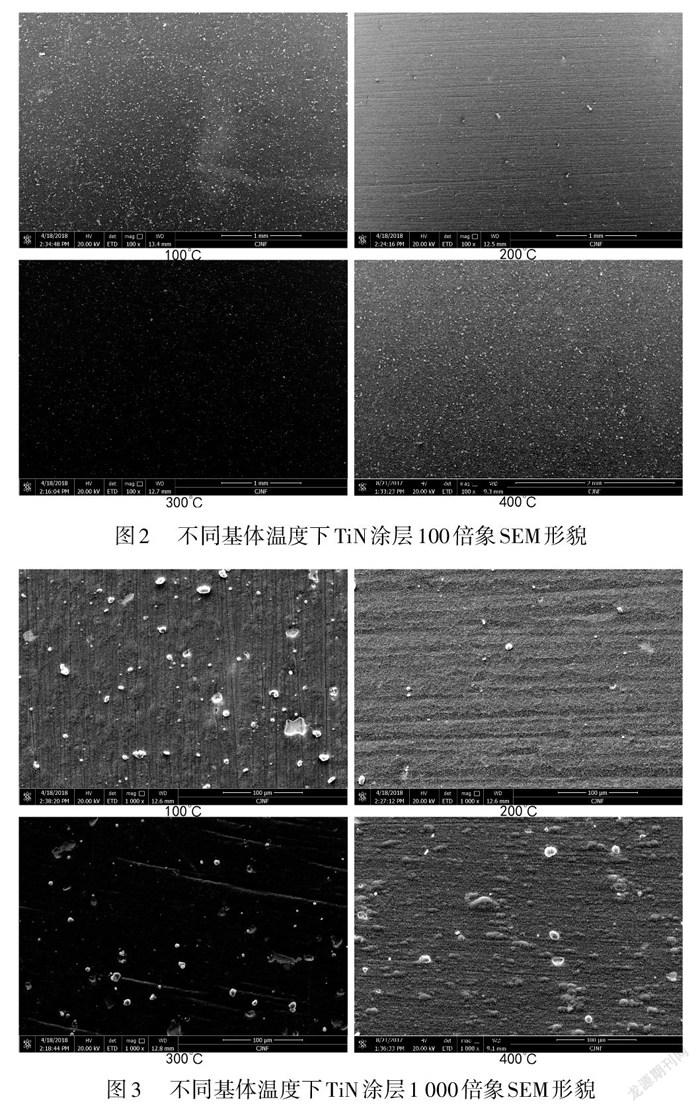
图2和图3所示分别是100℃、200℃、300℃和400℃四个不同的基体温度下沉积的TiN涂层表面100倍象SEM形貌和1 000倍象SEM形貌。由图可知,不同大小基体温度下制备的TiN涂层完整,未出现涂层剥落的情况,涂层表面相对平整,但均存在熔覆状颗粒、沟壑状褶皱等缺陷。由图2和图3可以看出,基体温度为100℃时,存在的熔覆状颗粒、沟壑状褶皱等缺陷最多。这是因为在较低温度的情况下,由靶材溅射出来的原子所含有的迁移能较低,沉积在基体表面时不易进行迁移只能在沉积处随机形核,此时容易形成原子聚集的情况,从而形成熔覆状颗粒、沟壑状褶皱等缺陷,涂层表面性能较差[13]。由图3可看出,随着基体温度的增加,涂层表面的熔覆状颗粒、沟壑状褶皱等缺陷逐渐减少,这是因为在温度升高时,原子具有足够的能量遷移到其他位置形核,此时涂层表面变得更为光滑、致密。结合图2和图3可以发现,基体温度为300℃时,TiN涂层表面熔覆状颗粒、沟壑状褶皱等缺陷最少,涂层表面最光滑、致密,涂层质量最好。
2.3 TiN涂层横截面形貌分析
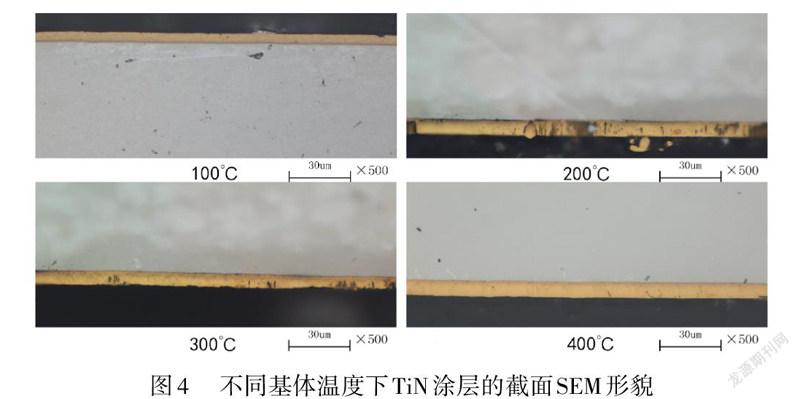
图4所示为100℃、200℃、300℃和400℃四个不同的基体温度下沉积的TiN涂层的截面形貌,TiN涂层的厚度分别为5 μm、7.5 μm、6.5 μm和7.7 μm。由图可知,氮化钛涂层的厚度和成膜速度随着基体加热温度的增加而呈现出非单调的变化趋势。基体加热温度由100℃增加到200℃时,相同溅射时间内,沉积的氮化钛涂层厚度增加,即涂层沉积速度增大;基体加热温度由200℃增加到300℃时,相同溅射时间内,沉积的氮化钛涂层厚度减少,即涂层沉积速度下降;而基体加热温度由300℃增加到400℃时,相同溅射时间内,沉积的氮化钛涂层厚度增加,即涂层沉积速度增大。总体来说,高的基体加热温度,TiN涂层厚度越大,涂层沉积速度越快。
2.4 结合强度分析
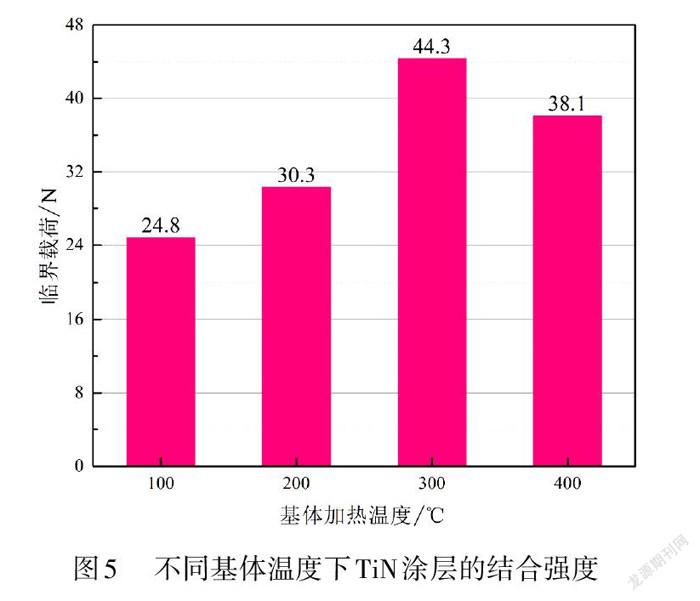
涂层与基体的结合强度是磁控溅射TiN薄膜重要的力学性能之一,表征了薄膜抵抗外力的能力,对薄膜的寿命有较大影响。图5所示为不同基体温度下TiN涂层3次划痕对应的临界载荷所取的平均值,即TiN涂层与Zr-4合金基材的结合强度随温度的变化趋势图。由图可知,TiN涂层的结合强度随基体加热温度呈现出先升后降的趋势,基体加热温度为300℃时,涂层的膜基结合强度最大,达到了44.3 N。而100℃时,涂层的膜基结合强度在这3个中最小,其结合强度仅为24.8 N。这是因为基体温度较低时原子的迁移能较低,形成的涂层结晶较差、晶界尺寸大,易形成熔覆状颗粒和褶皱等缺陷,与图2和图3的结果相吻合。随着基体温度升高,由靶材溅射出来的原子动能增加,原子在基体表面的扩散能力增强,具有高迁移能的原子能够更好地将涂层表面存在的孔洞、针孔等缺陷填满,使品格的完整性与涂层的致密性得到增强,从而使涂层与基体的结合强度得到提升。但当基体加热温度过高时,涂层晶粒的取向性变差,晶体颗粒不规则,晶界缺陷增多,导致涂层与基体的结合强度下降[14]。
2.5 残余应力分析
图6所示为4种不同基体温度下制备的TiN涂层的X射线衍射图和插值得到的残余应变值。涂层存在的残余应力是由各方面因素产生的应力集中表现出来的,一方面是涂层存在结构差异和缺陷(如杂质、位错、晶和空位等),另一方面是涂层与基体的热膨胀系数存在一定差异,从而导致涂层产生较高残余应力[15]。而涂层中的残余应力对材料的硬度、基体与涂层间结合强度等力学性能产生重要的影响,过大的残余应力甚至会使涂层出现开裂、剥落等失效现象,从而对涂层的性能和使用寿命造成影响[16-18]。由图可知,4种不同基体加热温度制备的涂层均存在残余压应力,且基体加热温度越低,残余压应力的数值越大。其中,100℃的基体加热温度制备的涂层残余压应力数值最大,而300℃的基体加热温度制备的涂层残余压应力数值最小。这是因为温度较低时,涂层结晶较差、晶界多、晶界缺陷较多,表面存在较多大颗粒和褶皱,导致涂层表面存在较大残余应力。而基体温度过高时,涂层晶粒取向性变差,晶体颗粒不规则,晶界缺陷增多,导致涂层存在的残余应力增加[14]。
3 结束语
改变溅射过程中基体温度大小的同时会使TiN粒子的迁移能发生变化,对TiN涂层的微观形貌与性能产生影响。
(l)不同基体加热温度制备的涂层各主要衍射峰所对应的晶体晶相都能较好的对应,只是衍射峰峰值有所变化。随着基体加热温度的升高,TiN(111)晶相的衍射峰值逐步增大,TiN(2 0 0)晶相衍射峰值逐步减小。
(2)随基体温度的升高,TiN粒子所含迁移能增加,涂层表面变得更为光滑、致密,涂层与基体的结合强度增加,成膜速率也更高。当基体温度过高时,晶粒成核较差,涂层表面熔覆状颗粒、褶皱等缺陷增加,涂层与基体的结合强度也降低。
(3)基体温度从100℃增大到300℃时,TiN涂层的残余应力随之降低,当基体温度达到400℃时,TiN涂层的残余应力升高。基体温度为300℃时,涂层的残余应力最小。
参考文献:
[1]Ott L J,Robb K R,Wang D.Preliminary assessment of accident-tolerant fuels on LWR performance during normal operation andunder DB and BDB accident conditions[J]. Journal of nuclear ma-terials.2014(448):520-533.
[2]杨红艳,张瑞谦,彭小明,等,锆合金包壳表面涂层研究进展[J].表面技术,2017,46(1): 69-77.
[3]A S Kuprin,V A Belous.V N Voyevodin.et al.Vacuum-arc chro-mium-based coaTiNgs for protection of zirconium alloys from thehigh-temperature oxidation in air[J]. Journal of Nuclear Materi-als,2015(465):400-406.
[4] SEDIRA S.ACHOUR S.AVCI A.et al.Physical Deposition of Car-bon Doped Titanium Nitride Film by DC Magnetron Sputteringfor Metallic Implant CoaTiNg Use [J]. Applied Surface Science,2014(295): 81-85.
[5] MERIE V.PUSTAN M.NEGREA G.et al.Research on TitaniumNitride Thin Films Deposited by ReactiveMagnetron Sputteringfor MEMS Applications[Jl. Applied Surface Science, 2015(358):525-532.
[6] ZUO Jun,XIE You-neng,ZHANG Jie.et al.TiN Coated StainlessSteel Bracket: Tribological, Corrosion Resistance. Biocompatibili-ty and Mechanical Performance [J]. Surface and CoaTiNgs Tech-nology,2015(277): 227- 233.
[7]熊晓晨,燕怒,韩晓琪,轴承钢磁控溅射TiN涂层工艺参数对其性能的影响[J].表面技术,2014,43(1): 67-89.
[8] ZHANG Yujuan,YANG Yingze,ZHAI Yuhao.et al.Effect of Neg-ative Substrate Bias on the Microstructure and Mechanical Prop-erties of Ti-Si-N Films Deposited by a Hybrid Filtered CathodicArc and Ion Beam Sputtering Technique[Jl. Applied Surface Sci-ence.2012(258): 6897-6901.
[9]顾卿赘,姜世杭,褚尧.磁控溅射氮化铬和氮化钛涂层的性能[J].电镀与涂饰,2011(12):22-25.
[10] Ou K L.Integrity of copper - hafnium.hafnium nitride and mul-tilayered amorphous-like hafnium nitride metallization undervarious thickness[J]. Microelectronic Engineering, 2006, 83(2):312-318.
[11]张磊,物理气相沉积法制备TiN.CrN.TiAIN及TiAIN/氮化復合涂层的性能研究[D].武汉:华中科技大学,2015.
[12]吴笛.物理气相沉积技术的研究进展与应用[J].机械工程与自动化,2011(4):214-216.
[13]钟一昌,磁控溅射TiN基涂层制备与性能研究[D],赣州:江西理工大学。2016.
[14]曹殿鹏,邹树梁,肖魏魏,等.预处理和溅射工艺参数对锆合金表面TiN涂层膜/基结合强度的影响[J].原子能科学技术,2018,52(11):2095-2100.
[15]李海涛.程东海,师超,等,保温时间对Ti/TiN/TiCN涂层结构、残余应力及耐磨性的影响[J/OL].表面技术:1-11[2021-12-03]. http: //kns. cnki.net/kcms/detail/50. 1083. TG. 20211026.2139.040. html.
[16]吴高阳,刘广军,俞梓仪.含铝添加剂的珠光体灰口铸铁车削用刀具切削参数与磨损机理试验分析[J].机电工程,2020.37(11):1340-1344.
[17] Chen Y C,Zhang Y G,Chen C Q.General the ory of interdiffu-sion growth in diffusion couples [J]. Materials Science and Engi-neering A,2004.368(1-2): 1-9.
[18] Paul A,Kodentsov A A,van L F.Physico-chemical analysis ofcompound growth in a diffusion couple with two-phase end-members[J]. Interme-tallics.2006.14(12): 1428-1432.
