油缸导向带开口间隙加工工艺
2022-04-06武增荣岳佳宏姚强强连鑫源李志伟
□ 武增荣 □ 岳佳宏 □ 姚强强 □ 连鑫源 □ 李志伟
山西航天清华装备有限责任公司 山西长治 046012
1 研究背景
导向带用于防止油缸活塞与缸筒或活塞杆与导向套内壁之间在运动过程中的接触磨损[1],同时还具有吸收作用于油缸的侧向力,确保液压缸运动精度的功能。传统上,油缸的支承和导向都是采用金属导向套来实现的,因此需要大量有色金属和机械加工。随着科学技术的发展,逐步实现采用由非金属材料制作的支承导向带作为油缸的支承和导向元件,避免金属之间的直接摩擦,节约大量昂贵的有色金属,这样既具有超强的耐磨性和补偿能力,又具有一定的吸收振动功能。笔者以1010尼龙棒材料导向带为例,对油缸导向带开口间隙的加工工艺进行研究。
2 1010尼龙棒材料特性
1010尼龙棒材料作为代替铜和其它金属的高分子材料,已广泛应用于化工、机械、科研等多种行业,具有质量轻、耐腐蚀、价格低等特点,是一种很有前途的新材料,深受用户欢迎。
1010尼龙棒材料主要有五方面特性。
(1) 具有突出的耐磨性,摩擦因数在一般情况下为0.1~0.3,约为酚醛塑料的1/4、巴氏合金的1/3,是一种自然滑性材料。
(2) 具有良好的机械性能,表面硬度高,并具有较高的抗张性、抗弯曲强度、冲击强度、延展性,抗压强度与金属不相上下,疲劳强度与铸铁和铝合金等金属材料处于同等水平。
(3) 具有优异的化学稳定性,接触弱碱、醇、酯、铜、碳氢化合物油脂等化学物均不受影响。
(4) 具有耐寒性,在-60 ℃温度下能够保持一定的机械强度。
(5) 密度低,在1.05~1.15 g/cm3之间,代替紫铜管能直观观察液体的流动情况,并能根据用户需要自由弯曲。
3 导向带结构
导向带结构如图1所示,内圆直径为194+0.1150mm,在圆周方向有5 mm宽、45°的开口间隙。
4 导向带加工难点
4.1 刚性差
导向带为1010尼龙棒材料,加工时首先车导向带内外圆尺寸,然后采用3.5 mm铣刀铣5 mm宽、45°的开口间隙。3.5 mm铣刀如图2所示。导向带密度低、刚性差,壁最薄处仅为4.5 mm。加工时,导向带受切削力,高速旋转时还会受到离心力等作用,极易产生变形。特别是当导向带接近尺寸要求时,导向带壁变薄,在径向切削力增大的情况下,容易产生弯曲和变形,壁厚尺寸精度难以保证[2-3]。
4.2 吸水性
导向带采用1010尼龙棒材料,常温放置时,随着时间的推移,直径方向尺寸将膨胀1%~2%,之后达到稳定状态。导向带装配在活塞与缸筒或活塞杆与导向套内壁之间,在运动过程中容易受环境温湿度影响,所以导向带开口间隙会受导向带自身材料膨胀的影响,开口间隙的技术要求难以保证[4]。
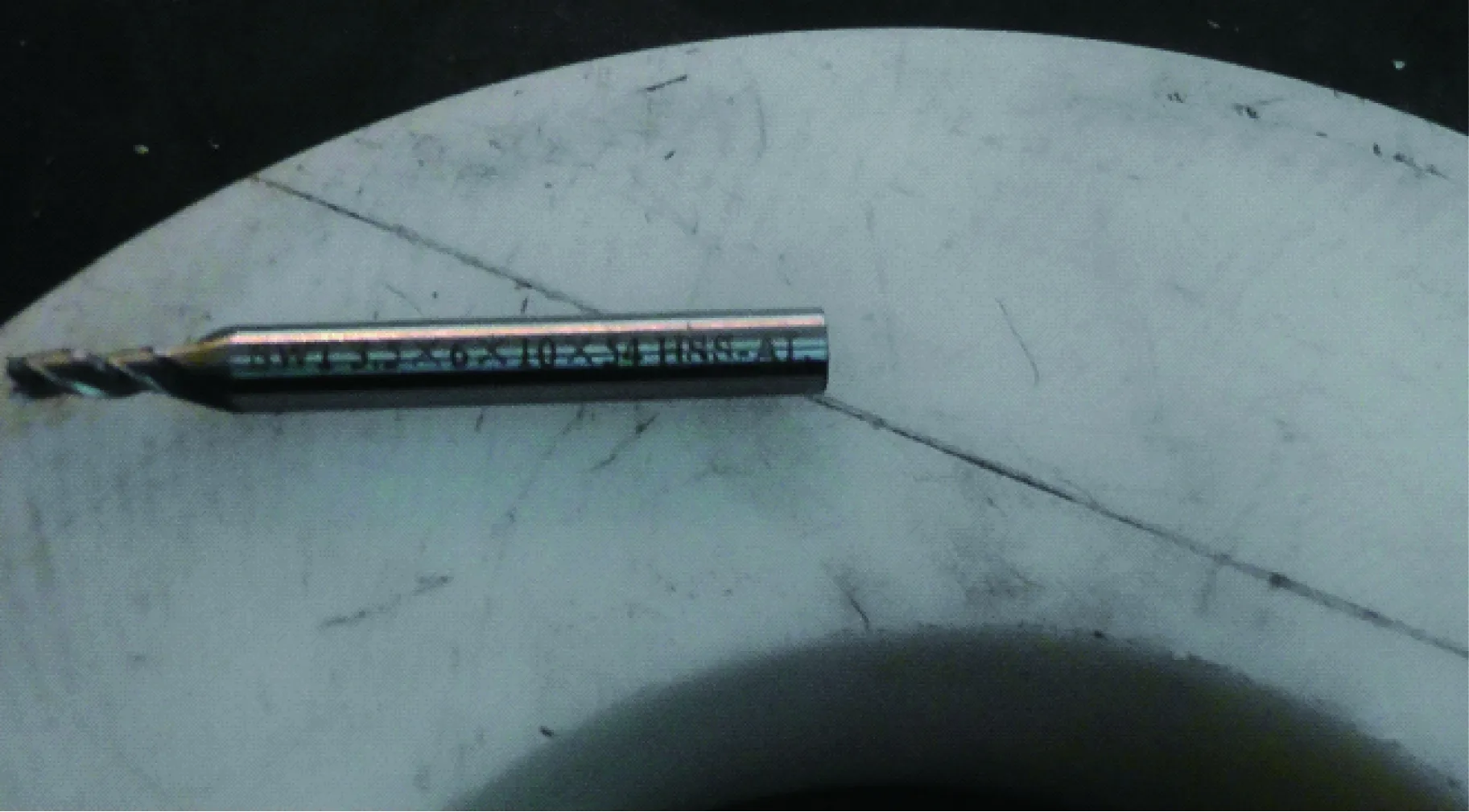
图2 3.5 mm铣刀
4.3 尺寸检测
受导向带刚性差的影响,在尺寸检测时,壁薄易变形,并且处于开口状态,给尺寸检测带来极大难度,无法准确测量内外径、沟槽及开口尺寸。
5 加工工艺
5.1 装夹方案
在切削过程中,选择合理的装夹方案,改进导向带的装卡方法,采用芯模和套模,如图3、图4所示,由此提高导向带的刚性,将切削过程的弯曲变形降到最小。辅具的正确使用,对保证切削加工的顺利进行和提高导向带的加工质量起重要作用[5-9]。
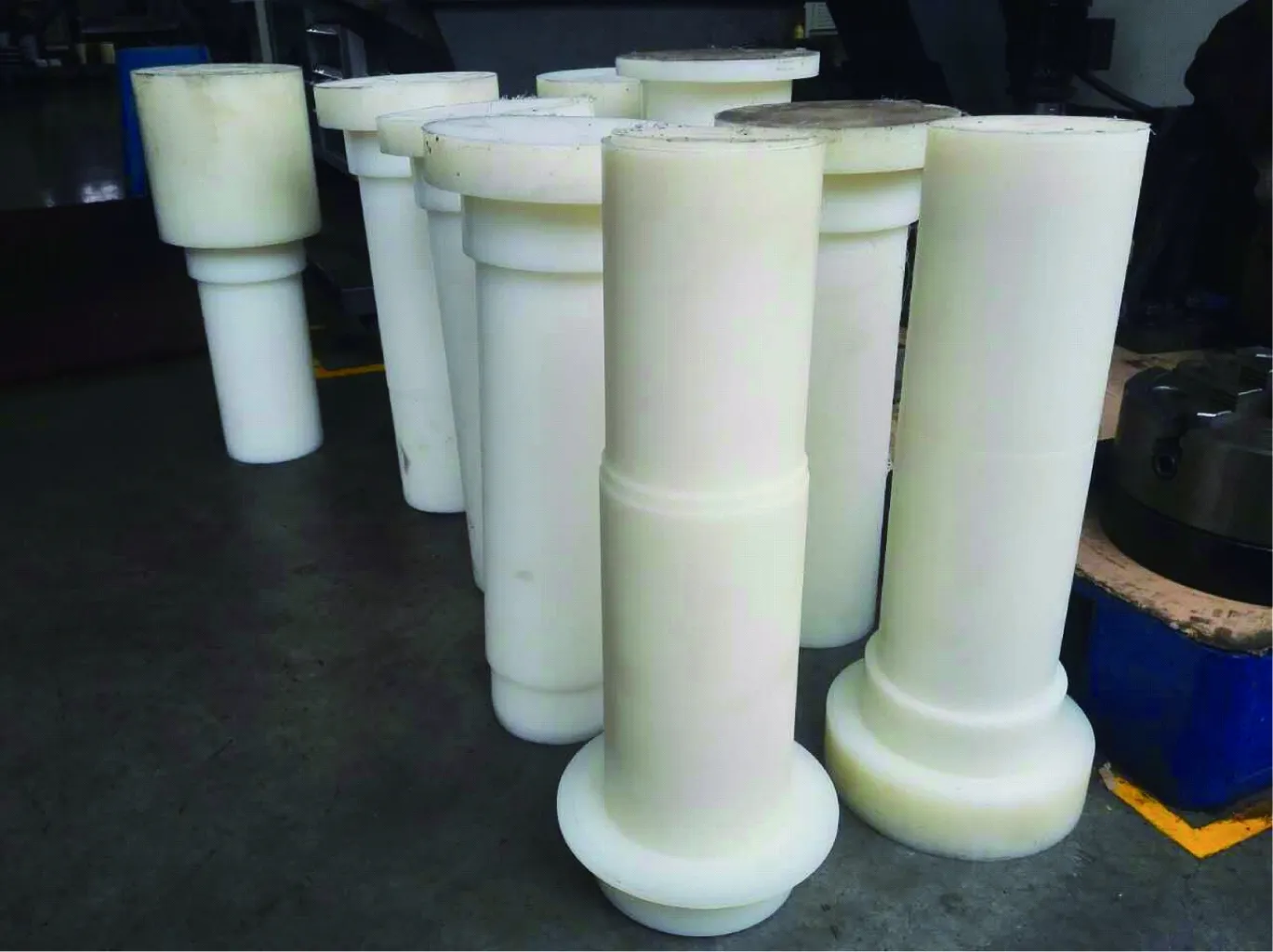
图3 芯模
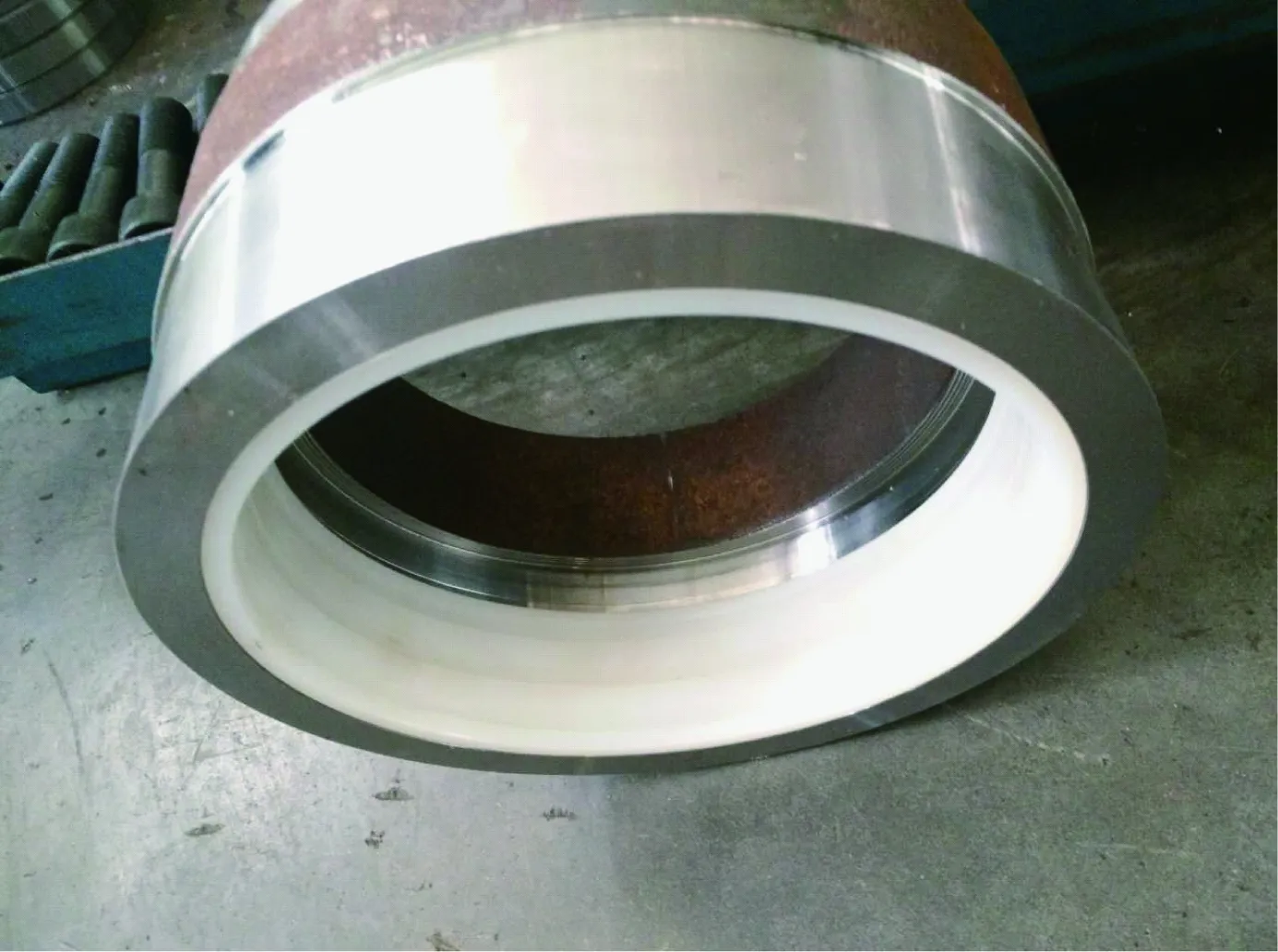
图4 套模
5.2 吸湿膨胀率
若导向带所用1010尼龙棒材料从坯料加工到导向带成品时间较短,则导向带的尺寸在加工后有可能会因膨胀而发生变化,根据计算,导向带周长方向可增大6~12 mm。笔者采取厂内人工加速增湿的方式摸索1010尼龙棒材料的导向带吸水饱和时间及膨胀量[10],试验温度为70 ℃,将导向带完全浸入水中,试验相关数据变化曲线如图5所示。
由图5可知,导向带采用1010尼龙棒材料,在温度为70 ℃的环境下完全浸水,吸水饱和时间约为60 h,导向带周长平均增大15.2 mm,质量平均增大5.9 g,宽度平均增大1.3 mm,厚度变化不大。
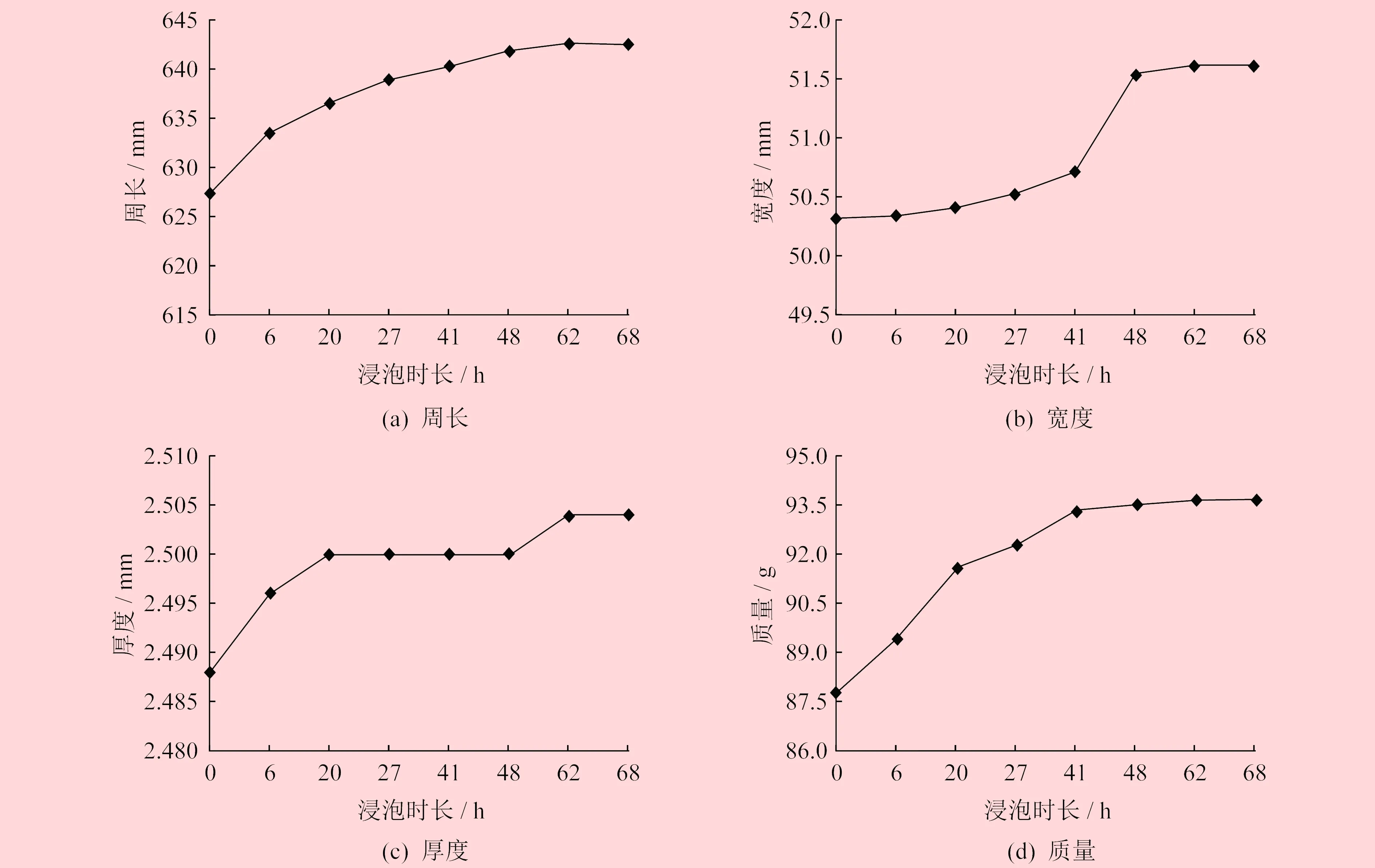
图5 导向带试验数据变化曲线
导向带在温度为70 ℃的环境下完全浸水,通过人工增湿饱和,然后自然放置于无水的干燥环境中,再次对导向带进行检测,检测数据见表1。
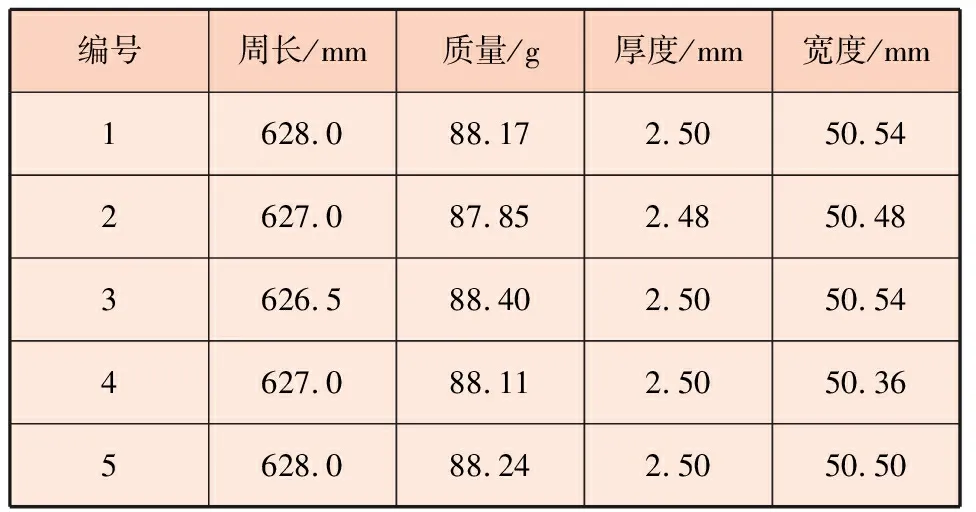
表1 导向带检测数据
通过查阅相关资料,对试验数据进行分析,1010尼龙棒材料导向带的含湿量与外界大气的湿度相平衡,尺寸稳定性在使用过程中会随着环境温度和湿度的变化而明显变化。在自然环境放置初期,尼龙分子含有酰胺基,容易与水分子形成氢键而吸湿,吸水后膨胀。当1010尼龙棒材料处于干燥环境时,会褪湿而回缩。
为防止导向带膨胀至无切口间隙后继续膨胀,导向带凸起与外缸筒部件产生摩擦,发出声响。依据试验结果计算得到导向带吸湿膨胀率为2.5%,由此得到开口间隙尺寸应加工为10.2 mm。
5.3 检测过程措施
设计导向带尺寸检测工装,如图6所示。在导向带加工完成后,将导向带套在工装上,能够简便准确地对导向带进行检测。

图6 导向带尺寸检测工装
6 结束语
油缸导向带开口间隙加工时,导向带自身和加工系统刚性较差,切削力、吸湿膨胀对导向带的机械加工精度影响较大。对此,笔者在加工过程中采取合适的芯模和套模,摸索计算准确的吸湿膨胀率,将导向带开口间隙尺寸由5 mm增大至10.2 mm,消除导向带弯曲变形和吸湿膨胀的影响,成功加工出符合图纸要求的导向带开口间隙。导向带经装配试验考核,满足设计技术指标要求。
通过对油缸导向带开口间隙加工工艺的研究,探索总结出导向带开口间隙成熟的加工工艺方案,为导向带开口间隙的加工提供了较好的技术支持,同时对1010尼龙棒材料零件加工水平的提高也具有积极的推动作用。
